Изобретение относится к измерению высоких температур в металлургии, химической технологии и т. д.
Известны способы измерения температур жидкостей, основанные на применении измерительного и эталонного генераторов и приемно-регистрирующей аппаратуры. Однако, эти способы требуют применения сложной и дорогостоящей аппаратуры с высоким разрешением.
Наиболее близким по технической сущности к предлагаемому является способ измерения температуры жидкостей, основанный на измерении скорости распространения звуковой волны в контролируемой среде.
Изобретение направлено на упрощение процесса измерения температуры жидкости бесконтактным способом в металлургических агрегатах за счет возможности получения достоверной информации по ходу плавки о тепловых превращениях, происходящих в агрегатах, и снижение расхода энергозатрат.
Этот способ основан на формировании в жидкости звукового возмущения и его измерения, по которому, согласно изобретению, звуковое возмущение формируют струйной подачей газа постоянного состава с температурой, не превышающей температуру жидкости, и измеряют частоту звука максимальной интенсивности, сопровождающего процесс взаимодействия струи с жидкостью, и химической реакции, а затем определяют температуру жидкости по следующей зависимости:
Tж=  , где F - измеренная частота звука;
, где F - измеренная частота звука;
L - длина волны звукового возмущения при истечении в жидкость с равной температурой;
К - показатель адиабаты среды, по которой распространяется волна;
R - газовая постоянная среды, по которой распространяется волна;
I - приращение длины волны возмущения температуры окружающей струю жидкости.
Формирование звукового возмущения струйной подачей газа и определение температуры по зависимости
Tж=  позволяет в реальном масштабе времени непрерывно по ходу конвертерной плавки контролировать температуру расплава, что недостижимо при использовании существующих способов контроля. Опыт применения предлагаемого способа на конвертерах садкой 160 т (представлен ниже) показал возможность подбора оптимального дутьевого режима, обеспечивающего до 20% снижения суммарного расхода кислорода на плавку. Это мероприятие приводит к повышению качества стали, а также к снижению расхода раскислителей, что в совокупности обеспечивает снижение энергозатрат. Непрерывный контроль этого параметра исключает необходимость осуществления промежуточных измерений температуры с остановкой технологического процесса, что сокращает цикл плавки, потери энергозатрат и повышает производительность агрегата.
позволяет в реальном масштабе времени непрерывно по ходу конвертерной плавки контролировать температуру расплава, что недостижимо при использовании существующих способов контроля. Опыт применения предлагаемого способа на конвертерах садкой 160 т (представлен ниже) показал возможность подбора оптимального дутьевого режима, обеспечивающего до 20% снижения суммарного расхода кислорода на плавку. Это мероприятие приводит к повышению качества стали, а также к снижению расхода раскислителей, что в совокупности обеспечивает снижение энергозатрат. Непрерывный контроль этого параметра исключает необходимость осуществления промежуточных измерений температуры с остановкой технологического процесса, что сокращает цикл плавки, потери энергозатрат и повышает производительность агрегата.
Способ осуществляется следующим образом. В агрегат, температуру жидкой среды которого необходимо измерить, вводят продувочное устройство (фурма или просто сопло). Через эти устройства непрерывно, если необходимо знать температуру жидкости по ходу процесса, или кратковременно, для получения информации в данный момент времени, в жидкость осуществляют струйную подачу газа, как реагирующего, так и нереагирующего с ней. При взаимодействии с жидкостью струя нереагирующего и реагирующего газа генерирует возмущения в жидкость, являющуюся генератором и передающей средой информацию о температуре жидкости. Прием возмущений осуществляют путем снятия амплитудно-частотных характеристик шума, микрофоном или пьезодатчиком с корпуса агрегата и по полученной частоте определяют температуру жидкости.
Для этого определяют температуру фронта реакции (горения), окружающего в процессе реагирования струи с окружающим пространством (Tр)
Tр=  где n - степень нерасчетности; М - число Маха сопла определяются по зависимостям, представленным в книге (Прикладная газовая динамика. Абрамович Г. Н. 1969 г. ); То - абсолютная температура торможения перед соплом истекающего газа.
где n - степень нерасчетности; М - число Маха сопла определяются по зависимостям, представленным в книге (Прикладная газовая динамика. Абрамович Г. Н. 1969 г. ); То - абсолютная температура торможения перед соплом истекающего газа.
Затем определяют относительную температуру (θ)
θ=  , где Твн - температура окружающей среды, по которой распространяется возмущение, оказывая воздействие на поток, в котором формируется длина волны возмущения. Для реагирующих струй Твн = Тр.
, где Твн - температура окружающей среды, по которой распространяется возмущение, оказывая воздействие на поток, в котором формируется длина волны возмущения. Для реагирующих струй Твн = Тр.
Приращение длины волны I от θ определяется из следующей зависимости:
I= 0.05  +0.94 , после чего определяют температуру жидкости по зависимости
+0.94 , после чего определяют температуру жидкости по зависимости
T= , где L - длина волны акустического излучения максимальной интенсивности для струй, истекающих в затопленное пространство, определяется по зависимости (см. Анцупов А. В. , Пимштейн В. Г. Механика жидкости и газа Изв. АН СССР N 1, 1975 г. ).
, где L - длина волны акустического излучения максимальной интенсивности для струй, истекающих в затопленное пространство, определяется по зависимости (см. Анцупов А. В. , Пимштейн В. Г. Механика жидкости и газа Изв. АН СССР N 1, 1975 г. ).
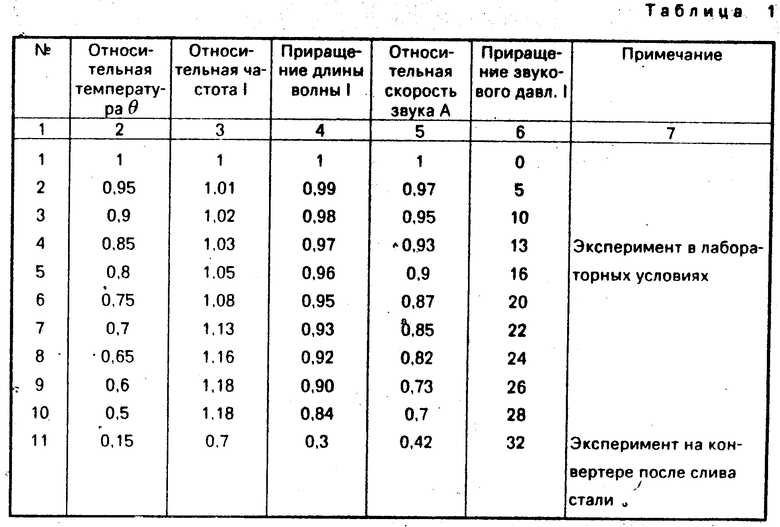
Для контроля температуры жидкости по предложенному способу проведены как лабораторные исследования - измерения амплитудно-частотных характеристик нереагирующих струй, истекающих в высокотемпературную полость печи, так и в полость металлургического агрегата - конвертер после слива стали температуры 1620оС, а также для реагирующих струй окислителя, истекающих в расплав (топливо) в процессе конвертерной плавки.
Пример изменения амплитудно-частотных характеристик струи, истекающей в нереагирующее пространство представлен в табл. 1.
Где θ= To/Tвн То - температура торможения истекающего газа перед соплом Т ≈300 К, Твн - температура окружающего струю газа, измеренная отсасывающей термопарой из полости печи; f = Fвн/Fо, где Fвн- частота, измеренная при истечении в среду с θ< 1, Fo - частота, измеренная при истечении в среду с θ = 1, так как f = A/1, легко определить A - ao/aвн, где ао - скорость звука в среде с θ= 1, определяемая по зависимости ao = K*R*T, где К - показатель адиабаты газа, по которому распространяется звуковая волна, R - газовая постоянная, Т - температура газа, авн - определяется аналогично, только при θ< 1, зная A, вычисляем I = Lo/Lвн, где Lo - длина волны излучения при θ= 1, Lвн- при θ < 1.
Приращение уровня звукового давления I = Iвн - Io, Iвн - звуковое давление, определяемое при θ< 1, Io - при θ= 1. Обработка лабораторных и промышленных исследований для нереагирующих струй позволила получить зависимости изменения длины звуковой волны излучения от θ:
I = 0,06(I/ θ)2 + 0,94, для уровня звукового давления, характеризующего изменение амплитуды колебаний
I= 28 -1 (дБ).
-1 (дБ).
Эксперименты с реагирующими струями проводились на промышленном агрегате-конвертере, где струи окислителя O2 истекают из сопел фурмы в железо-углеродистый расплав. Особенностью реагирующих струй является развивающийся в слое смешения высокотемпературный фронт горения (факел). Поэтому прямой перенос результатов, полученных для нереагирующих струй, невозможен, так как формирующаяся длина волны в нереагирующей части струи, где большой градиент скорости и горение невозможно, будет реагировать на температуры, которые создаются в фронте горения и выше температуры окружающего струю пространства. Такие условия позволяют использовать разработанный выше способ для нереагирующих струй и разработать способ непрерывного контроля температуры жидкости, окружающей факел.
В этом случае остается лишь одна неизвестная величина, - это температура, развивающаяся в фронте горения факела.
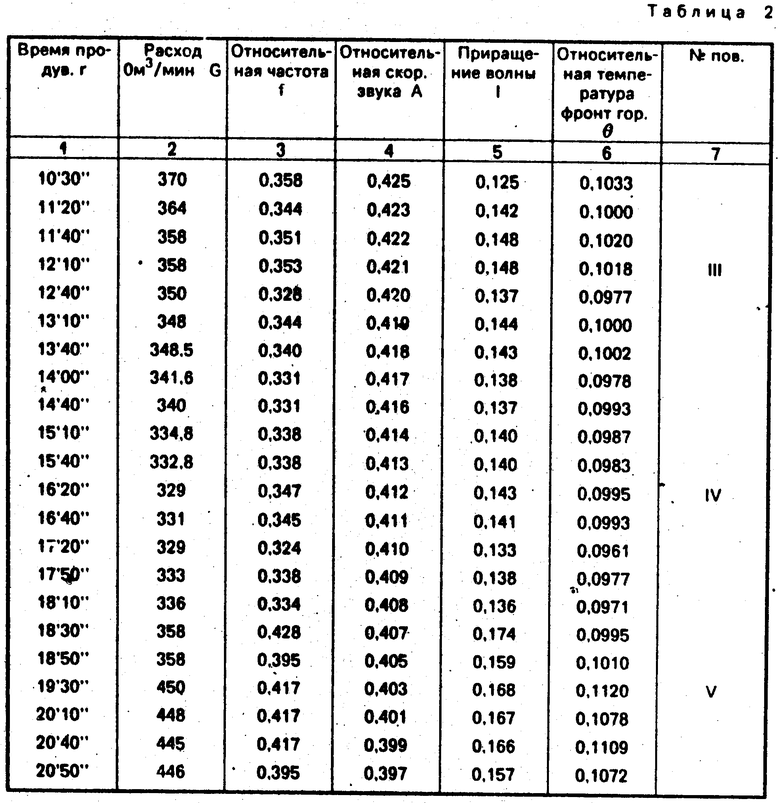
Для решения поставленной задачи проводились плавки с повалками, на которых производился замер температур расплава, а по ходу плавки осуществлялась запись шума с фиксацией при помощи цеховой ЭВМ времени продувки, расхода кислорода, положения фурмы относительно уровня жидкости. Первые семь минут плавки замер осуществить было невозможно, только после второй повалки на 10-й минуте был осуществлен замер температуры расплава. В дальнейшем через каждые 3 мин дутья останавливался процесс и осуществлялось измерение температуры расплава после III, IV, V повалок. Информация акустических измерений, снимаемых с магнитной записи шума плавки, сопоставлялась с данными, полученными с ЭВМ с времени продувки, расходе кислорода и положении фурмы, что позволило из спектра шума выделить частоту с максимальной интенсивностью, рассмотреть ее изменение по ходу плавки и сопоставить с изменением температуры расплава, приняв, что температура расплава от повалки к повалке растет линейно и равна температуре окружающего струю пространства, так как температура газов CO, по которым распространяется возмущение, выходящих из расплава, равна температуре расплава. Кроме газов CO имеется вторая фаза - это окислы железа, которые должны влиять на скорость распространения звуковой волны. Известно, что наличие ее составляет 250 г/нм3 CO. Произведен расчет по предложенной методике ("Механика жидкости и газа". Лойцянский Л. Г. 1978 г. ).
Расчет показал, что изменение скорости звука при такой нагрузке второй фазы менее 1% , чем можно пренебречь, приняв, что распространение возмущений происходит в CO с температурой, равной температуре расплава. Таким образом, зная скорость распространения возмущений в CO, определяем A, и, определив f, определяем I. из зависимости определяем температуру фронта горения θ, который и участвует в формировании длины волны возмущений. Результаты эксперимента и расчета представлены в табл. 2.
Из табл. 2 видно, что θ изменяется в пределах от 0,112-0,0961, что соответствует абсолютной температуре 2748-3016 К, и температурам, развивающимся в первичной реакционной зоне взаимодействия струи окислителя с расплавом, определенным экспериментально ("Применение пульсирующего дутья при производстве стали". Явойский В. И. , Явойский А. В. , Сизов А. М. 1985 г. ). Определим функционально, как изменяется θрот режима дутья:
θр = 4,067*10*expMn + 0,0974.
В эксперименте использовалась 5-ти сопловая фурма с соплом числом Маха М = 1,8, критическим диаметром ⊘ = 0.032 м, диаметром выходного сечения ⊘ = 0.032 м, зная параметры дутьевого устройства, легко определить параметр истечения n - степень нерасчетности или режим дутья через расход кислорода.
Для работы предлагаемого способа необходимо знание опорной частоты Fo, ее можно определить экспериментально или расчетным путем по зависимости
F0=  , предлагаемая зависимость опубликована (Анцупов А. В. , Пимштейн В. Г. "Механика жидкости и газа". Изв. АН СССР N 1, 1975 г).
, предлагаемая зависимость опубликована (Анцупов А. В. , Пимштейн В. Г. "Механика жидкости и газа". Изв. АН СССР N 1, 1975 г).
Также возможен съем амплитудно-частотных характеристик возмущений с корпуса конвертера (Черные металлы. STAHL und EISEN N 15, 23 июля 1970 г. Изд. Металлур. Контроль процесса шлакообразования в кислородном конвертере по интенсивности вибраций и звука. Ф. Барденхойер, П. Г. Оберхойзер).
Проверка предлагаемого способа производилась на работающем конвертере садкой 160 т. , следующим образом: к микрофонной системе, предназначенной для определения уровня шлака в процессе плавки, подключали анализатор спектра СК 4-58, который в автоматическом режиме производил анализ шума плавки с фиксированием результата анализа на диаграммную ленту быстродействующего самописца. Аналогично плавкам с повалками проводился съем информации с цеховой ЭАМ о времени продувки, расходе кислорода, положении фурмы относительно уровня спокойной ванны. В дальнейшем данные сопоставлялись и из полученных спектров выделялась частота максимальной интенсивности.
В качестве дутьевого устройства использовалась 5-ти сопловая фурма с критическим диаметром ⊘0= 0.028 м, выходным диаметром d = 0,034 м, с двойным углом поворота сопел относительно оси фурмы Z = 15о, и относительно оси сопла Z = 15о. В связи с наличием такой конструкции дутьевого устройства и деформацией выходного сечения диаметр его определялся как эквивалентный, а число Маха сопла М = 1,8.
В соответствии с технологической инструкцией, плавка на этих дутьевых устройствах ведется с расходом O2G = 350-360 нм3/мин. Такая работа продувочного устройства, как показал эксперимент, не обеспечивает получение надежного акустического сигнала, особенно в период интенсивного шлакообразования. С целью получения более надежного сигнала об изменении частоты в процессе плавки, а также возможности интенсификации процесса за счет увеличения амплитуды колебаний струи, часть времени дутья в период интенсивного шлакообразования вели на режиме с G = 290-280 нм3/мин. Полученные результаты обрабатывались по предложенному способу.
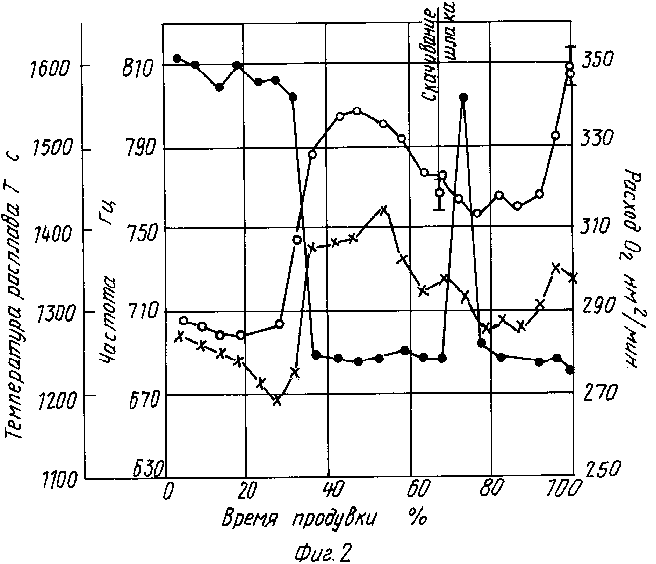
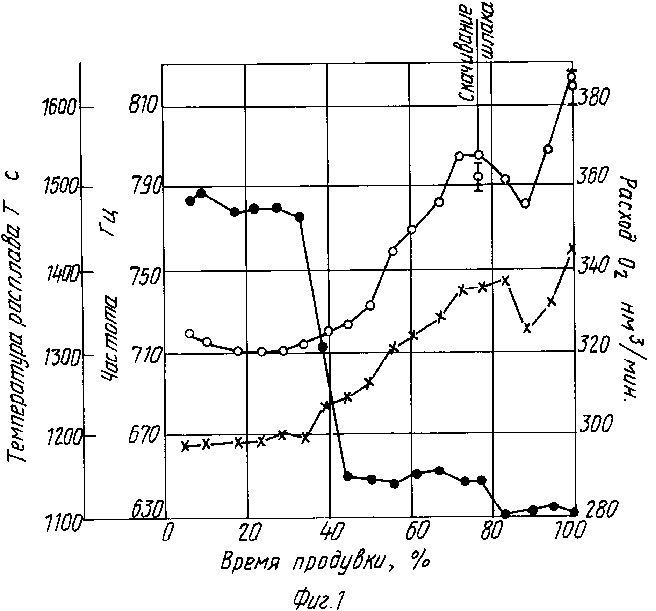
На фиг. 1 и 2 представлены расчетные величины изменения температуры расплава по ходу плавки, фактическое изменение частоты Fвн и расхода кислорода G, где o - температура расплава расчетная,  -замер температуры погружной термопарой x-F o-G. Из фиг. 1 и 2 видно совпадение рассчитываемых температур с измерянными, как на промежуточных повалках, так и в конце плавки. Тенденция изменения температуры расплава соответствует имеющимся литературным данным.
-замер температуры погружной термопарой x-F o-G. Из фиг. 1 и 2 видно совпадение рассчитываемых температур с измерянными, как на промежуточных повалках, так и в конце плавки. Тенденция изменения температуры расплава соответствует имеющимся литературным данным.
Уменьшение расхода кислорода в основном цикле плавки не привело к увеличению продолжительности времени продувки и ухудшению процессов шлакообразования. В результате: применение такого режима дутья, обеспечивающего амплитуду колебаний струи, повлекло за собой существенную экономию кислорода. Так при расходе кислорода G = 350-370 нм3/мин, суммарный расход на плавку составляет 9000 нм3, при использовании предложенного режима дутья суммарный расход кислорода составляет для плавки N 390092 - 6293 нм3, плавки N 390093 - 6930 нм3, где в среднем экономия кислорода составит до 2000 нм3, на каждой плавке. Более эффективное использование кислорода приводит к повышению качества выплавляемой стали и тем самым к снижению расхода раскислителей и ферросплавов, а также энергозатрат. (56) Авторское свидетельство СССР N 173459, кл. G 01 K 11/24, 1965.
Авторское свидетельство СССР N 543840, кл. G 01 K 11/24, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2006 |
|
RU2371484C2 |
| НАКОНЕЧНИК ГАЗОКИСЛОРОДНОЙ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА ОКИСЛИТЕЛЬНЫМ ГАЗОМ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2016 |
|
RU2630730C9 |
| СПОСОБ ОХЛАЖДЕНИЯ ПЛАВКИ В КОНВЕРТЕРЕ | 1995 |
|
RU2096487C1 |
| Способ контроля уровня ванны в конвертере | 1990 |
|
SU1731825A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕЗУГЛЕРОЖИВАНИЯ СТАЛЬНОГО РАСПЛАВА | 2003 |
|
RU2319750C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1380214A1 |
| КИСЛОРОДНАЯ ФУРМА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА | 1994 |
|
RU2063446C1 |
| Способ управления температурным режимом конвертерной плавки | 1975 |
|
SU531850A1 |
| Фурма сталеплавильного агрегата | 1988 |
|
SU1548215A1 |
| Способ газодинамического отделения шлака от жидкого металла | 1989 |
|
SU1786096A1 |
Использование: в технике измерения высоких температур в металлургии, химической технологии и др. Сущность изобретения: для определения температуры жидкости по ходу плавки бесконтактным способом, для упрощения процесса измерения температуры в способе формируется в жидкости звуковое возмущение, которое измеряется. Звуковое возмущение формируют струйной подачей газа постоянного состава с температурой, не превышающей температуру жидкости, и измеряют частоту звука максимальной интенсивности, сопровождающего процесс воздействия струи с жидкостью и химической реакции, а затем определяют температуру жидкости по приведенной зависимости. 2 ил.
СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ЖИДКОСТИ, заключающийся в том, что формируют звуковые возмущения в жидкости посредством подачи газа постоянного состава с заданной температурой и измеряют частоту звука, отличающийся тем, что подачу газа осуществляют через сопло в виде струи, температуру задают не выше температуры жидкости, а измеряют частоту звука максимальной интенсивности, при этом дополнительно измеряют температуру торможения газа перед соплом и температуру окружающей среды и по измеренным параметрам определяют температуру жидкости.
