Изобретение относится к производству электронно-лучевых трубок (ЭЛТ), в частности к производству кинескопов в части обеспечения их взрывозащиты, и может быть применено в электровакуумной промышленности.
Целью изобретения является упрощение технологического процесса и конструкции.
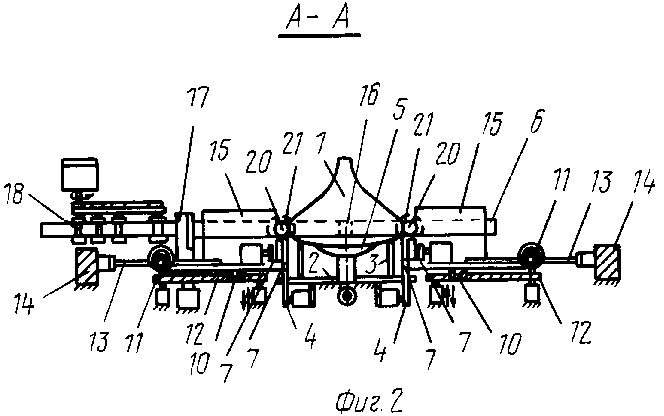
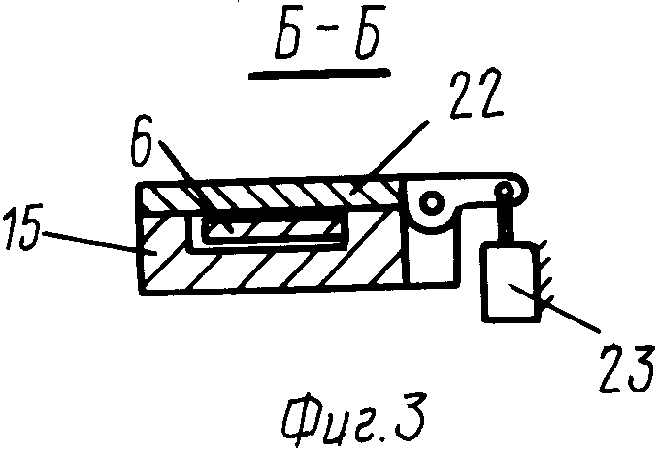
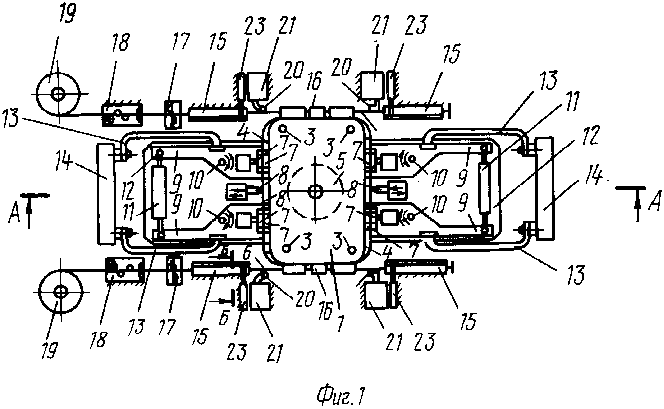
На фиг. 1 показан общий вид устройства (вид в плане); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство монтажа ленточной взрывозащиты ЭЛТ содержит узел зажима и фиксации ЭЛТ 1 (см. фиг. 1 и 2), выполненный в виде плиты 2, на которой расположены упоры 3, рычаги зажима 4 и вакуумная присоска 5. Упоры 3 расположены по углам экрана и обеспечивают кинескопу необходимое положение относительно подаваемых лент 6. Рычаги 4 и вакуумная присоска 5 удерживают кинескоп во время натяжения лент. На противоположных сторонах экрана, перпендикулярных к подаваемым лентам 6, расположены механизмы зажима 7 концов лент и механизмы соединения 8 концов лент. Механизмы зажима концов лент расположены на концах рычагов 9, качающихся на осях 10. Другие концы рычагов 9 соединены с двухсторонним приводом 11. Механизмы зажима 7 и соединения 8 концов лент и их приводы смонтированы на подвижной в вертикальной плоскости платформе 12. На рычагах 9, несущих зажимные устройства, закреплены токоподводящие шины 13, соединенные другими концами с источником тока 14. В плоскостях, проходящих по противоположным боковым поверхностям экрана, расположены направляющие 15, удерживающие ленты 6 на уровне расположения бандажа. В этих же плоскостях расположены механизмы прижима лент к экрану (рычаги) 16, механизмы резки 17 лент, механизмы 18 подачи и рихтовки лент и бухты 19 лент. Перпендикулярно к подаваемым лентам 6 с возможностью перемещения вдоль боковых противоположных поверхностей экрана расположены пуансоны 20, соединенные с пневмоприводами 21. Внутренние стороны направлящих 15 имеют откидные стенки 22 (см. фиг. 3), соединенные с пневмоприводами 23.
Монтаж ленточной взрывозащиты производится следующим образом. Электронно-лучевая трубка 1 ставится экраном вниз в механизм зажима и фиксации. Включается механизм управления (на фиг. 1-3 не показан), который обеспечивает последовательность и длительность выполнения всех операций. Упоры 3 определяют положение ЭЛТ относительно лент 6. Рычаги 4 зажимают и ориентируют ЭЛТ относительно всех механизмов. Подается вакуум, и вакуумная присоска 5 закрепляет ЭЛТ от перемещений во время монтажа взрывозащиты. Внутренние стенки 22 (фиг. 3) прижаты к направляющим 15 и образуют каналы для лент. Рычаги 16 (фиг. 1 и 2) отведены от боковых поверхностей экрана, обеспечивая свободное прохождение лент. Включаются привода механизмов 18 подачи и рихтовки лент и отрезки лент 6 перемещаются по направляющим 15 вдоль противоположных боковых поверхностей экрана. Относительное расположение направляющих 15 и ЭЛТ 1 таково, что ленты 6 занимают положение на уровне будущего бандажа. Ленты подаются определенного размера, равного половине периметра боковой поверхности экрана плюс 20-30 мм, для перекрытия и обеспечения их соединения. Поданные ленты рычагами 16 прижимаются к боковым поверхностям экрана. Включаются приводы механизмов резки 17 и ленты разрезаются. Открываются внутренние стенки 22 направляющих 15. В это время платформы 12 находятся в нижнем крайнем положении, обеспечивая возможность загиба концов лент вокруг углов экрана. Включаются приводы 21 и пуансоны 20, перемещаясь вдоль боковых поверхностей экрана, загибают концы лент вокруг углов экрана. Платформы 12 перемещаются в верхнее крайнее положение, располагая губки механизмов зажима 7 и соединения 8 на уровне концов лент. Включаются приводы и губки механизма зажима 7 зажимают концы лент. Рычаги 9 при этом находятся в положении, когда губки механизма зажима 7 расположены в крайнем от оси положении. После зажима концов лент включаются приводы 11 и ленты стягиваются с заданным усилием. Заданное усилие может быть равно рабочему усилию в ленте или меньше и в зависимости от типа ЭЛТ лежит в пределах 2000-9000 Н. Не снимая заданного усилия с лент на зажимы источников тока 14 подают электрическое напряжение. Через отрезки ленты проходит электрический ток и нагревает их. Таким образом, происходит удлинение при нагреве, которое и компенсирует длину на элементы, располагаемые между экраном лентой (губки механизмов зажима 7 и соединения 8). В зависимости от типа ЭЛТ и материала ленты температура нагрева лент в пределах 100-250оС, а величина тока в пределах 200-750 А. После нагрева и удлинения отрезков ленты концы ее соединяются, например, шовной электросваркой, для чего электроды механизма соединения 8 сжимаются определенным усилием, на них подается электрическое напряжение и подвижный электрод прокатывается перпендикулярно к лентам по всей их ширине, образуя сварочный шок. Как только подвижный электрод отойдет из бандажа и сварочный шов остынет, приводы 11 меняют свое усилие на противоположное, при этом усилие увеличивается на 10-15% . Происходит контроль соединения концов лент. После контроля соединения концов лент электрический ток от источников 14 отключается, губки механизма зажима 7 разжимаются и платформы 12 опускаются в нижнее крайнее положение. После остывания бандажа и обжатия им боковой поверхности экрана ЭЛТ пуансоны 20 возвращаются в исходное положение, отходят от боковых поверхностей рычаги 16, разжимаются рычаги 4 и подается атмосферное давление в присоску 5, после чего ЭЛТ вынимается из механизма зажима и фиксации.
Использование способа монтажа ленточной взрывозащиты ЭЛТ и устройства для его осуществления позволяет упростить технологический процесс и само устройство для монтажа взрывозащиты, так как исключаются операции транспортирования, укладки в кассеты, поштучной выдачи половинок бандажа, их ориентирования и прижима к боковой поверхности экрана ЭЛТ. Это позволяет повысить надежность работы устройства и самого процесса монтажа взрывозащиты.
Снижение растягивающих усилий в ленте при монтаже позволяет применять материалы для бандажа с меньшими прочностными характеристиками.
Применение обратного растягивающего усилия к концам лент после из соединения позволяет осуществить стопроцентный контроль качества соединения, что значительно повышает качество ЭЛТ в части взрывозащиты. (56) Патент Японии N 56-15108, кл. H 01 J 29/87, 1974.
Патент Японии N 56-19068, кл. H 01 J 29/87, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа ленточной взрывозащиты электронно-лучевой трубки и устройство для его осуществления | 1989 |
|
SU1732395A1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ТРУБКА | 1993 |
|
RU2066896C1 |
| Устройство для бандажированияМАлОгАбАРиТНыХ элЕКТРОННО-лучЕВыХТРубОК | 1978 |
|
SU805444A1 |
| ЗАЖИМ ДЛЯ ФИКСАЦИИ ВНУТРЕННЕГО ЭКРАНА И РАМЫ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1991 |
|
RU2068593C1 |
| Станок намотки многовитковой ленточной взрывозащиты кинескопа | 1980 |
|
SU930430A1 |
| Устройство для крепления электронно-лучевой трубки | 1989 |
|
SU1714725A1 |
| ПРЯМОНАКАЛЬНЫЙ КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
SU1718678A1 |
| Электронно-лучевая трубка | 1978 |
|
SU1175371A3 |
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1980 |
|
RU2027247C1 |
Способ монтажа ленточной взрывозащиты электронно-лучевой трубки и устройство для его осуществления. Назначение: электронная техника. Сущность изобретения: формируют два отрезка ленты П-образной формы, размещают отрезки ленты в параллельных плоскостях на боковых поверхностях экрана, нагревают отрезки по всей длине, причем формирование и размещение осуществляют одновременно. Механизмы подачи ленты и механизмы резки ленты установлены с возможностью охвата лентами противоположных боковых поверхностей экрана. Механизм изготовления отрезков ленты выполнен в виде пуансонов, установленных перпендикулярно к параллельным сторонам экрана с возможностью охвата других противоположных боковых сторон экрана. 1 н. и 1 з. п. ф-лы, 3 ил.
