1
Изобретение относится к электровакуумным приборов электронной техники, а более конкретно к устройствам для изготовления взрывобезопасных электроннолучевых трубок (ЭЛТ.) .
Устройства, бандажирования электроннолучевых трубок различаются в зависимости от типа применяемого бандажа, который накладывают на критическую зону трубки в области соединения дна баллона с конусом. Все металлические бандажи можно условно разделить на два типа: рамочного типа и ленточного типа. Бандаж рамочного типа изготавливают отдельно из отрезков .металлической ленты и надевают его на критическую зону трубки в готовом виде. Бандаж ленточного типа наматывают на критическую зону трубки в один или несколько слоев,и последние слои ленты скрепляют дру с другом обычно точечной сваркой либо другим способом. На трубки большого размера, с диагональю экрана от 40 см и более, бандажную ленту наматывают в несколько слоев, а для малогабаритных трубок с диагональю экрана менее 40 см, для обеспечения их взрывобезопасности достаточно и одного слоя бандажной ленты. Предлагаемое изобретение относится к способам бандажирования малогабаритных электроннолучевых трубок ленточным бандажом в один слой,
Известно устройство для бандажирования ЭЛТ, в котором сварку концов бандажной ленты в месте их соединения осуществляют электродами, расположенными между концами ленты
o и оболочкой трубки, причем бандажная лента сваривается в нагретом состоянии 13 .
Наиболее близким к предлагаемому является устройство для бандажирова5ния малогабаритных ЭЛТ, с содержателями, содержащее, установленные соосно с трубкой с возможностью вращения вокруг рея матрицу с прижимом, внутренние полости которых выполне0ны по форме трубки, узел для подачи и натяжения металлической бандажной ленты 2.
Недостаток устройства заключается в том, что при креплении началь5ного конца бандажной ленты к держателю трубки последний неизбежно деформируется (искривляется, выворачивается) так как усилие, прилагаемое при натяжении бандажной ленты,
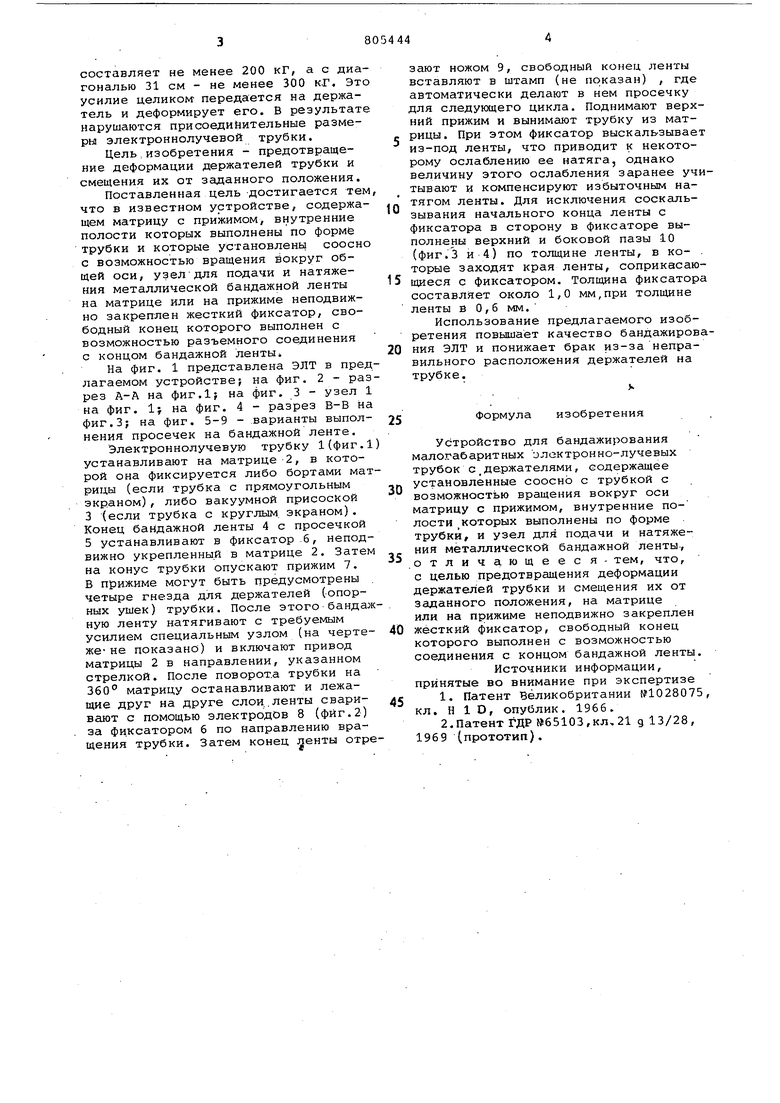
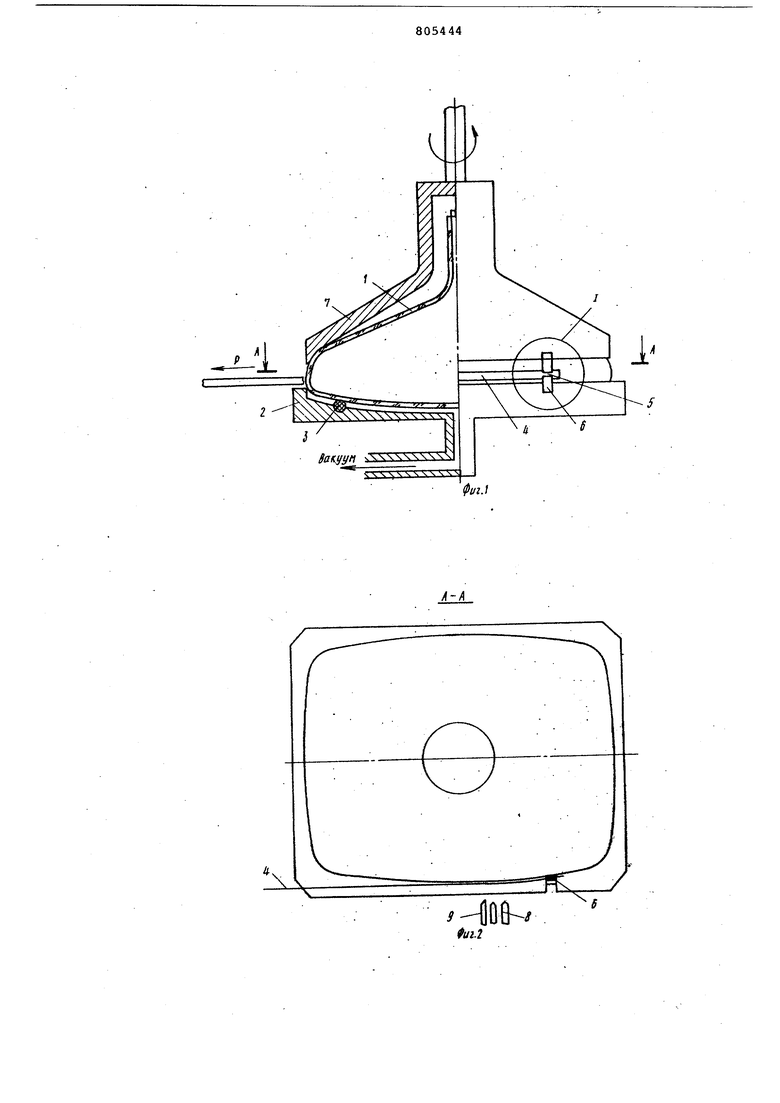
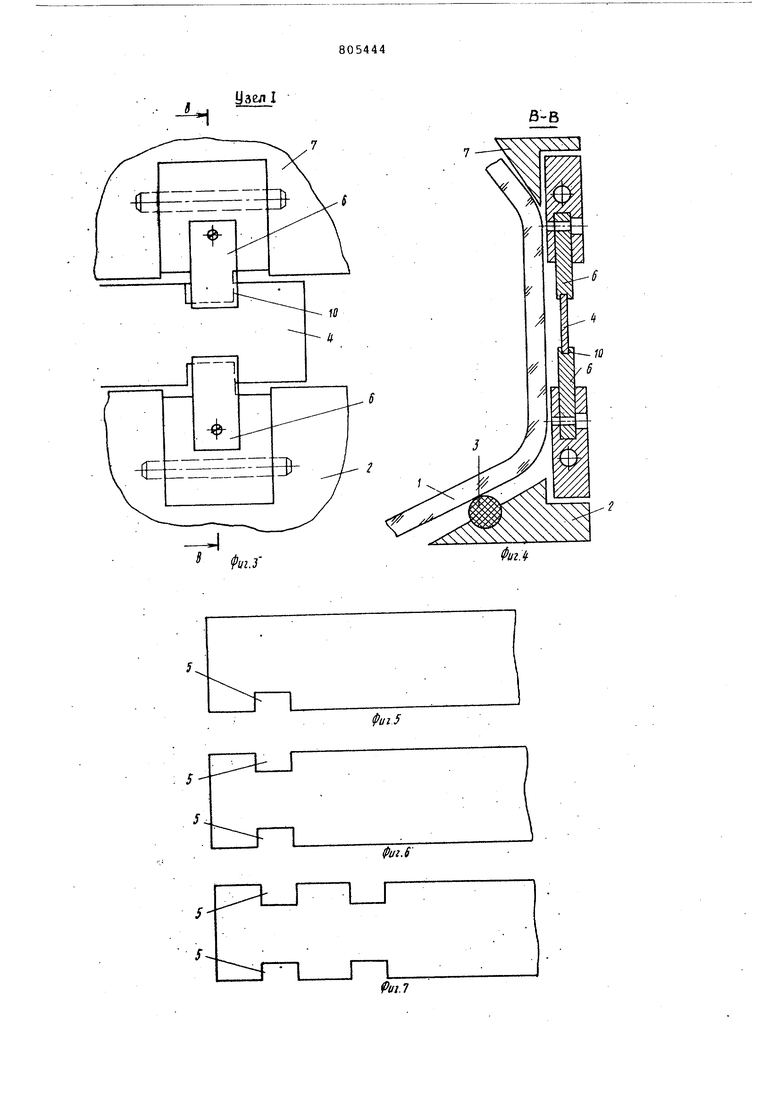
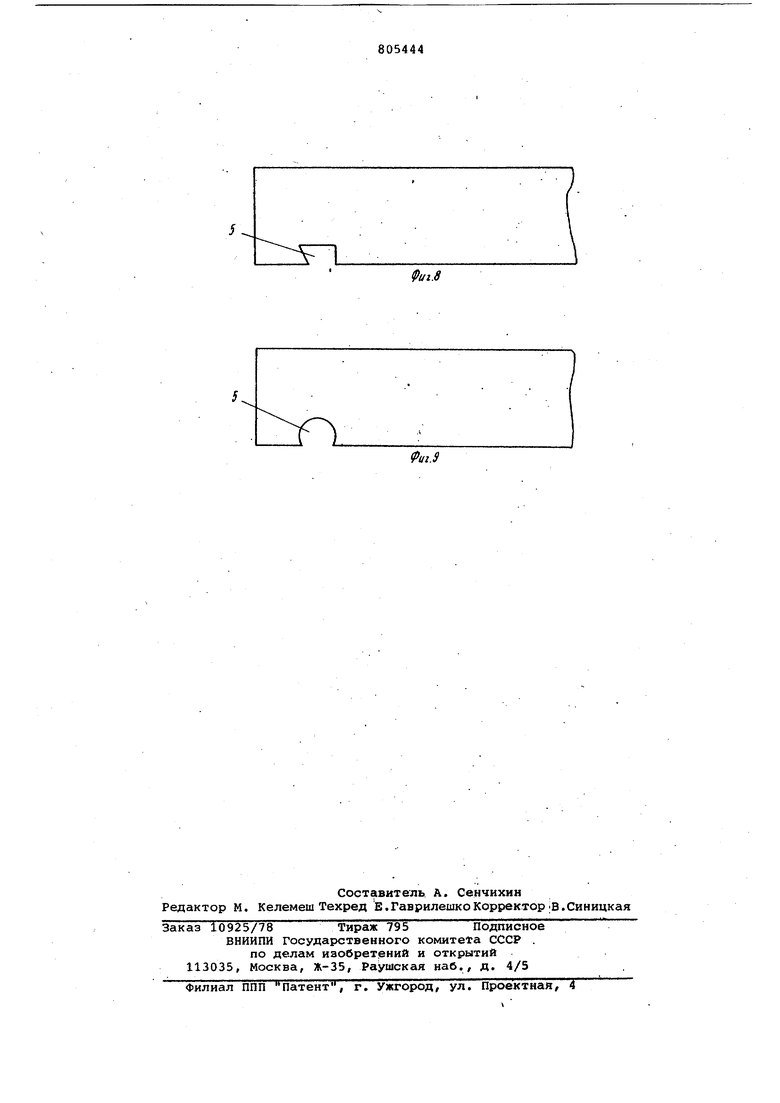
0 для трубой с диагональю экрана-23 см составляет не менее 200 кГ, а с диа гональю 31 см - не менее 300 кГ, Эт усилие целикок передается на держатель и деформирует его. В результат нарушаются присоединительные размеры электроннолучевой трубки. Цель,изобретения - предотвращение деформации держателей трубки и смещения их от заданного положения. Поставленная цель достигается тем что в известном устройстве, содержа щем матрицу с прижимом, внутренние полости которых выполнены по форме трубки и которые установлен соосно с возможностью вращения йокруг общей оси, узел для подачи и натяжения металлической бандажной ленты на матрице или на прижиме неподвижно закреплен жесткий фиксатор, свободный конец которого выполнен с возможностью разъемного соединения с концом бандажной ленты На фиг. 1 представлена ЭЛТ в пред лагаемом устройстве; на фиг. 2 - ра рез А-А на фиг.1; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - разрез В-В на фиг.З; на фиг. 5-9 - варианты выполнения просечек на бандажной ленте. Электроннолучевую трубку 1(фиг.1 устанавливают на матрице2, в которой она фиксируется либо бортами мат рицы (если трубка с прямоугольным экраном), либо вакуумной присоской 3 (если трубка с круглым экраном). Конец бандажной ленты 4 с просечкой 5 устанавливают в фиксатор.б, неподвижно укрепленный в матрице 2. Затем на конус трубки опускают прижим 7. В прижиме могут быть предусмотрены четыре гнезда для держателей (-опорных ушек) трубки. После этого бандаж ную ленту натягивают с требуемым усилием специальным узлом (на чертеже-не показано) и включают привод матрицы 2 в направлении, указанном стрелкой. После поворота трубки на 360° матрицу останавливают и лежащие друг на друге слои ленты сваривают с помощью электродов 8 (фиг.2) за фи.ксатором 6 по направлению вращения трубки. Затем конец ленты отре зают ножом 9, свободный конец ленты вставляют в штамп (не показан) , где автоматически делают в нем просечку для следующего цикла. Поднимают верхний прижим и вынимают трубку из матрицы. При этом фиксатор выскальзывает из-под ленты, что приводит к некоторому ослаблению ее натяга, однако величину этого ослабления заранее учитывают и компенсируют избыточным натягом ленты. Для исключения соскальзывания начального конца ленты с фиксатора в сторону в фиксаторе выполнены верхний и боковой пазы 10 (фиг.З и 4) по толщине ленты, в которые заходят края ленты, соприкасающиеся с фиксатором. Толщина фиксатора составляет около 1,0 мм,при толщине ленты в О,б мм. Использование предлагаемого изобретения повышает качество бандажирования ЭЛТ и понижает брак из-за неправильного расположения держателей на трубке. Формула изобретения Устройство для бандажирования малогабаритных электронно-лучевых трубок с держателями, содержащее установленные соосно с трубкой с возможностью вращения вокруг оси матрицу с прижимом, внутренние полости которых выполнены по форме трубки, и узел для подачи и натяжения металлической бандажной ленты, отлича,ющеес я- тем, что, с целью предотвращения деформации держателей трубки и смещения их от заданного положения, на матрице или на прижиме неподвижно закреплен жесткий фиксатор, свободный конец которого выполнен с возможностью соединения с концом бандажной ленты. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании №1028075, кл. Н 1 О, опублик. 1966. 2.Патент ГДР №65103,кл,21 g13/28, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ТРУБКА | 1993 |
|
RU2066896C1 |
| Способ монтажа ленточной взрывозащиты электронно-лучевой трубки и устройство для его осуществления | 1989 |
|
SU1732395A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| СПОСОБ МОНТАЖА ЛЕНТОЧНОЙ ВЗРЫВОЗАЩИТЫ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2006100C1 |
| Устройство для изготовления пружин для односторонных грыжевых бандажей | 1975 |
|
SU535994A1 |
| БАНДАЖ ОБМОТКИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ПОСТОЯННОГО ТОКА | 2020 |
|
RU2747567C1 |
| Станок для бандажирования | 1984 |
|
SU1277304A1 |
| Станок для бандажирования якорей электрических машин | 1984 |
|
SU1241360A1 |
| Способ взрывозащиты кинескопов | 1980 |
|
SU907636A1 |
| Электронно-лучевая трубка | 1978 |
|
SU1175371A3 |
Ч
9 Ч10Ь
Фиг.2 5 a иг.З i
S
5 S
Фиг.6
