Изобретение относится к изотермии и может быть использовано для нагрева, сушки и термостатирования изделий или бытовых помещений путем теплового контакта, тепловой отдачи свободной конвекции, а также излучением.
Известен пленочный нагреватель, состоящий из стального корпуса со стеклоэмалевым покрытием, на котором размещены пленочный нагреватель и герметизация [1] .
Известны способы изготовления пленочных нагревателей, при которых размещают через слой электроизоляции резистивную пленку, содержащую растворимое стекло и воду, пленку сушат первоначально при комнатной температуре, а затем при повышенной температуре [2] .
У известных нагревателей при нанесении стеклоэмалевой изоляции на стальной корпус не всегда удается получить требуемые характеристики электрозащищенности по всей рабочей поверхности. Это связано с тем, что электроизоляционный слой содержит пузырьки воздуха, раковины и другие механические включения, уменьшающие пробивное напряжение. Причем уменьшение толщины наносимого слоя электроизоляции может приводить к ее растрескиванию и отслоению вследствие термических напряжений.
Цель изобретения - повышение надежности и электрозащищенности пленочного нагревателя.
Цель достигается тем, что резистивную пленку изготавливают следующего состава, мас. ч:
Графит 100
Жидкое стекло 60-62
Каолин 30-31
Вода 50-70
Наносят путем пульверизации резистивную пленку на одну из сторон стального вкладыша, выполненного по форме участка корпуса, предназначенного для сопряжения с ним и покрытого с обеих сторон слоем электроизоляционной эмали толщиной 0,1-0,5 мм, затем подвергают вкладыш вибрационной обработке в течение 5-10 с, сушку резистивной пленки при комнатной температуре проводят 2 ч, а при 260-300оС - 6 ч. Далее проводят испытание резистивной пленки на соответствие требуемым электрическим показателям и в случае необходимости осуществляют корректировку этих показателей. После этого корпус и вкладыш склеивают термостойким клеем стороной последнего, противоположной стороне с резистивной пленкой.
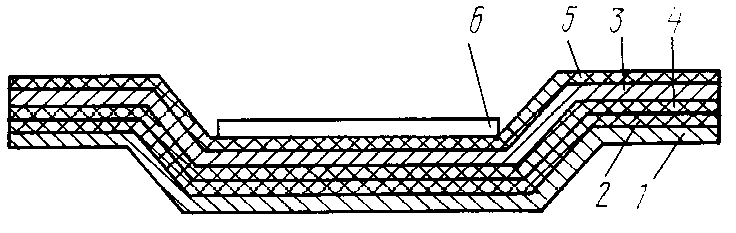
На чертеже изображен пленочный нагреватель.
Пленочный нагреватель состоит из стального корпуса 1 с нанесенным стеклоизоляционным эмалевым покрытием 2, на которое устанавливается стальной вкладыш 3, выполненный по форме участка корпуса 1 и покрытый с обеих сторон слоями 4 и 5 изоляционной эмали. На поверхность электроизоляционного покрытия 5 вкладыша 3 нанесена полоса резистивной пленки 6.
П р и м е р. На стальной корпус 1 из ст. 08КП толщиной 0,5 мм наносят с внутренней стороны стеклоэмалевое электроизоляционное покрытие 2 типа ЭСП-117. Вкладыш 3 из ст. 08КП толщиной 0,5 мм также покрывают стеклоэмалевым покрытием ЭСП-117 с внутренней 4 и наружной 5 стороны. Толщина электроизоляционного покрытия на каждой из поверхностей не превышает 0,5 мм. Затем с внутренней стороны вкладыша 3 на электроизоляционный слой 5 наносят пленку 6, содержащую 100 мас. ч. графита, 60-62 мас. ч. жидкого стекла, 30-31 мас. ч. каолина и 50-70 мас. ч. воды. После этого подвергают вкладыш вибрационной обработке. Нанесенный резистивный слой сушат 2 ч при комнатной температуре и 6 ч при 260-300оС. Далее проводят испытание резистивной полосы на соответствие требуемым электрическим показаниям и в случае необходимости осуществляют корректировку. Например, если измеренное электрическое сопротивление пленки 6 превышает допустимое, то корректировку осуществляют путем уменьшения толщины резистивной пленки механическим стиранием с одновременным пропусканием через нее тока и измерением выходных электрических параметров. Процесс корректировки электрических параметров резистивной пленки прекращают при достижении заданного значения электросопротивления, затем герметизируют резистивную пленку термостойким лаком. Затем корпус 1 и вкладыш 3 склеивают термостойким клеем типа К-400. В результате получается многослойная электроизоляция эмаль-клей-эмаль. Введение дополнительного стального вкладыша существенно не нарушает процесс передачи тепла от резистивной пленки к корпусу. Так, при рабочей температуре нагрева резистивной пленки 95оС температурный перепад с поверхностью корпуса не превышает 8оС. В то же время за счет двойной изоляции повышается электрозащищенность. (56) 1. Герасимович Л. С. и др. Электросберегающие сельскохозяйственные процессы /Сборник научных трудов. -Горки: 1991, с. 38-41.
2. Авторское свидетельство СССР N 128087, кл. H 05 B 3/14, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЯ | 1984 |
|
RU1306454C |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ТОКОПРОВОДЯЩЕЙ ПЛЕНКИ НА КРЕМНЕЗЕМСОДЕРЖАЩЕЙ ПОДЛОЖКЕ | 1997 |
|
RU2169406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ЭЛЕКТРООБОГРЕВАТЕЛЯ | 2014 |
|
RU2597836C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2005 |
|
RU2286032C1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2007 |
|
RU2321973C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО РЕЗИСТИВНОГО НАГРЕВАТЕЛЯ | 1990 |
|
RU2019065C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ БЫТОВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ПРИБОРОВ, ЭЛЕКТРОИЗОЛЯЦИОННАЯ ЭМАЛЬ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА, ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СЛОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА, НАРУЖНЫЙ ТЕПЛОЗАЩИТНЫЙ И ГИДРОФОБНЫЙ СЛОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ БЫТОВЫХ ЭЛЕКТРОПРИБОРОВ | 1994 |
|
RU2091986C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| СТЕКЛО | 1995 |
|
RU2081069C1 |
Сущность изобретения: пленочный резистивный элемент наносят на поверхность дополнительного стального вкладыша, выполненного в виде пластины, повторяющей форму сопрягаемого с ней участка корпуса нагревателя. Определяется толщина стеклоэмалевого электроизоляционного покрытия в диапазоне 0,1 - 0,5 мм и состав резистивной пленки, состоящей из 100 мас. ч. графита, 60 - 62 мас. ч. жидкого стекла, 30 - 31 мас. ч. каолина и 50 - 70 мас. ч. воды. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОГО НАГРЕВАТЕЛЯ, при котором размещают через слой электроизоляции резистивную пленку, содержащую растворимое стекло и воду, пленку сушат первоначально при комнатной, а затем при повышенной температуре, отличающийся тем, что резистивную пленку, содержащую 100 мас. ч. графита, 60 - 62 мас. ч. жидкого стекла, 30 - 31 мас. ч. каолина и 50 - 70 мас. ч. воды, наносят на одну из сторон стального вкладыша, выполненного по форме участка корпуса, предназначенного для сопряжения с ним и покрытого с обеих сторон слоем электроизоляционной эмали толщиной 0,1 - 0,5 мм, подвергают вкладыш вибрационной обработке в течение 5 - 10 с, сушку резистивной пленки при комнатной температуре проводят 2 ч, а при 260 - 300oС - 6 ч, после чего корпус и вкладыш склеивают термостойким клеем стороной последнего, противоположной стороне с резистивной пленкой.
