Изобретение относится к обработке металлов давлением и может быть применено для прокатки полос и лент.
Известен способ прокатки, при котором с увеличением обжатия возрастает длина дуги захвата, одновременно повышает контактное напряжение по дуге захвата, и следовательно, усилие прокатки в этом случае будет увеличиваться [1] .
При больших усилиях прокатки зазор между валками возрастает из-за упругой деформации элементов рабочей клети, поэтому при прокатке полос в двух валках, когда исходная (начальная) толщина полосы колеблется в пределах допуска, величина обжатия тоже будет изменяться. Следовательно, будет меняться зазор между валками и, как результат этого, конечная толщина полосы будет также переменной, что не обеспечит требуемого ее качества.
Наиболее близким по технической сущности к изобретению является способ прокатки полосы, включающий прокатку с передним и задним натяжением, окружная скорость которых больше скорости полосы на выходе из валков [2] .
В данном способе по сравнению с вышеописанным при помощи заднего и переднего натяжения несколько снижается контактное напряжение и уменьшается распорное усилие на валках. При использовании этого способа, когда исходная толщина полосы меняется, величина обжатия тоже будет меняться. По сравнению с описанным способом и в этом случае разность распорного усилия при разных величинах обжатия станет меньшей, поэтому величина зазора при разных исходных толщинах, полосы будет более стабильной. Точность прокатываемых полос тоже будет увеличиваться. Однако известный способ позволяет получить более стабильные толщины по всей длине прокатываемых полос из-за колебания зазора между валками.
Целью изобретения является повышение качества прокатываемых полос с отношением конечной толщины к диаметру валка 0,00025 - 0,0005 путем уменьшения их разнотолщинности.
Это достигается тем, что в известном способе прокатки полос, включающем прокатку и передним и задним натяжением в синхронно вращающихся валках, окружная скорость которых больше скорости полосы на выходе из валков, окружную скорость валков задают 1,05 . . . 1,1 от скорости полосы на выходе из валков при максимальном значении начальной толщины прокатываемой полосы.
Благодаря поддержанию скорости полосы на входе в валки постоянной, а окружной скорости валков несколько большей, чем скорость полосы на выходе из валков, существует только зона отстаивания в очаге деформации. Поэтому при колебании исходной (начальной) толщины полосы значительно уменьшается колебание усилия прокатки. В итоге уменьшается колебание зазора между валками, а это в свою очередь обеспечивает снижение разнотолщинности по длине прокатанной полосы и уменьшение шероховатости ее поверхности.
Усилие прокатки без натяжений определяют из выражений:
для зоны отставания: Px= (K/δ0)[(ζ0δ0-1)(h0/hx)δ0 +1] (1) с учетом, что
δo= δ1= δ= μ/tg(α/2) где α- угол захвата;
μ- коэффициент трения между валками и прокатываемой полосой;
hx - толщины очага деформации в произвольном сечении. Для предлагаемого способа прокатки определяют усилие прокатки, проинтегрировав уравнение (4):  = (lK/Δhδ){ (εоб-1/1-δ)[h0-(h0/h1)
= (lK/Δhδ){ (εоб-1/1-δ)[h0-(h0/h1) h1] +Δh} (2)
h1] +Δh} (2)
На основании этих уравнений получим конкретные данные между обжатиями и усилиями прокатки при разной геометрии исходных толщин полос из разного материала.
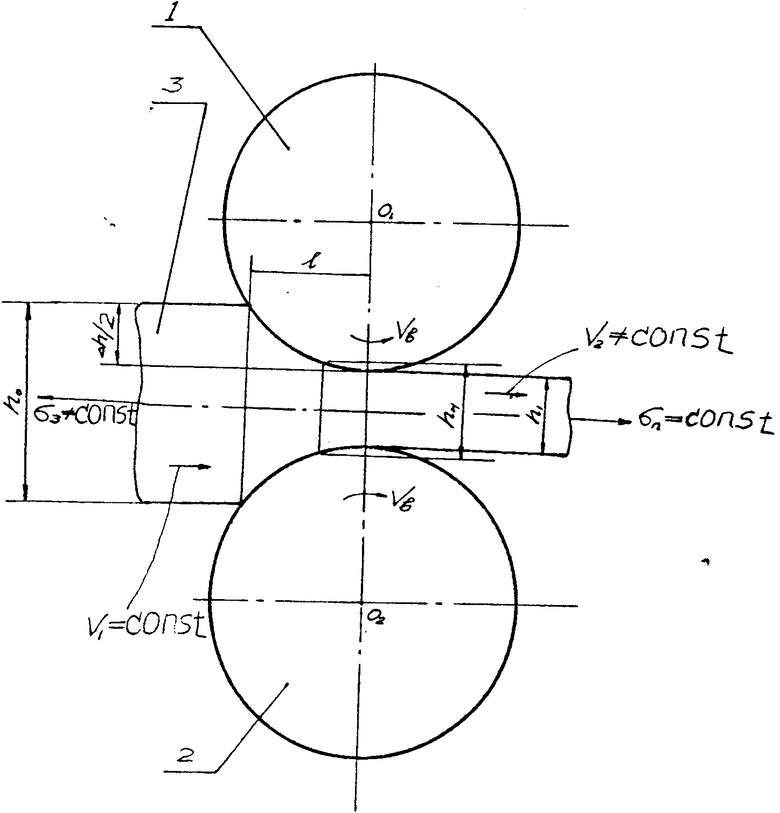
Способ осуществляют при помощи устройства, изображенного на чертеже.
Устройство для осуществления способа включает два приводных гладких валка 1 и 2 с установленными до и после них передней и задней моталками (на чертеже не показаны) для получаемой и исходной полосы 3 соответственно. Полоса 3 имеет начальную толщину ho и коническую толщину h1.
Способ осуществляют следующим образом. Задают постоянной скорость полосы 3 на входе в валки 1, 2, которая обеспечивается задней моталкой. По условию постоянства объема скорость v2 полосы 3 на выходе из валков 1, 2 равна V2= (V1h0)/h1 , при этом скорость v2 изменяется в зависимости от исходной толщины hо полосы. Скорость vb вращения валков 1, 2 задают в интервале (1,05 . . . 1,10) от скорости v2 полосы на выходе из валков при максимальном значении начальной толщины ho полосы в размере допуска. Поскольку начальная толщина ho переменная, следовательно, будет изменяться скорость v2 полосы на выходе из валков. При максимальном значении начальной толщины ho полосы скорость v2 полосы на выходе из валков также достигается до максимального значения ее величины. Скорость vb вращения валков постоянно превышает скорость v2полосы на выходе из валков, при этом в очаге деформации имеет место только зона отставания.
С изменением условий прокатки при скорости vb вращения валков менее 1,05 скорости v2 полосы на выходе из валков, не всегда может обеспечиваться условие vb > v2 и заявляемый способ прокатки не может гарантировано осуществляться. А при скорости vb вращения валков более 1,10 скорости полосы на выходе из валков возрастают энергозатраты в соответствии с тем, что в этом случае увеличивается мощность трения между валками и прокатываемой полосой. В связи с этим выбирают предел (1,05 . . . 1,10) для реализации заявляемого способа прокатки в качестве оптимального режима. Выбор постоянной величины переднего натяжения полосы, которое составляет (0,85 . . . 0,95) от предела текучести ее материала, осуществляют в соответствии с тем, что при натяжении менее 0,85 предела текучести материала незначительно уменьшается усилие прокатки.
При натяжении более 0,95 предела текучести материала возможен обрыв получаемой полосы при произвольном изменении условий прокатки. Переднее натяжение полосы обеспечивается передней моталкой. Заднее натяжение изменяется автоматически, поскольку с изменением исходной толщины полосы изменяется величина обжатия, следовательно меняются длина очага деформации и контактное напряжение, и поэтому будет переменным усилие прокатки. Переднее натяжение поддерживают постоянным. Из уравнения (1) получаем
ζ0= (1/δ)(h1/h0)δ[(δ/K)(Kп-δп)-1] +1/δ, (3) Где Кn - постоянная пластичности полосы после деформации;
δn - переднее натяжение.
Выражение показывает, что изменение коэффициента ζо, учитывающего влияние заднего натяжения, зависит от исходной толщины hoполосы.
Задают постоянным переднее натяжение. По уравнению (3) для заданной исходной толщины определяется величина заднего натяжения. С помощью этих натяжений в очаге деформации имеет место только зона отставания. Если исходная толщина ho уменьшается, и величина обжатия тоже будет уменьшаться, то в соответствии с формулой (3) возрастает коэффициент заднего натяжения и процесс прокатки будет осуществляться только при наличии одной зоны в очаге деформации, т. е. по заявляемому способу.
Задавая скоростям вращения задней моталке, валкам и передней моталке различные значения и отрегулировав рабочий зазор между валками, включают приводы, сообщая вращение валкам 1 и 2. Затем подают заготовку (полосу) 3 в очаг деформации. При этом валки синхронно вращаются в разные стороны и осуществляют процесс прокатки.
Проведенные испытания подтвердили уменьшение разнотолщинности прокатываемых по данному способу полос с отношением конечной толщины к диаметру валков 0,00025-0,0005 по сравнению с известным способом. (56) Целиков А. И. и др. Теория продольной прокатки. М. : Металлургия, 1980, с. 72.
Целиков А. И. и др. Основы теории прокатки. М. : Металлургия, 1965, с. 56-57, 66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки металлической полосы | 1989 |
|
SU1839118A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЮЩЕНОЙ ЛЕНТЫ | 1996 |
|
RU2100108C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2499641C1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| СПОСОБ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2061563C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| ВЕЛОМОБИЛЬ | 1991 |
|
RU2009943C1 |
Использование: прокатка полос и лент с отношением конечной толщины к диаметру валков 0,00025 - 0,0005. Сущность изобретения: скорость V1 полосы на входе в валки поддерживают постоянной. Окружную скорость валков задают в пределах (1,05 . . . 1,1) от скорости V2 полосы на выходе из валков при максимальном значении начальной толщины последней в пределах допуска. Благодаря этому повышается качество прокатываемых полос. 1 ил.
СПОСОБ ПРОКАТКИ ПОЛОСЫ, включающий прокатку с передним и задним натяжением в синхронно вращающихся валках, окружная скорость которых больше скорости полосы на выходе из валков, отличающийся тем, что, с целью повышения качества полос с отношением конечной толщины к диаметру валка 0,00025 - 0,0005 путем уменьшения их разнотолщинности, окружная скорость валков составляет 1,05- 1,1 от скорости полосы на выходе из валков при максимальном значении начальной толщины прокатываемой полосы.
