Изобретение относится к области машиностроения, в частности к станкам для правки и резки пруткового материала.
Такие станки применяются на машиностроительных предприятиях, а также в арматурных цехах для заготовки мерных прутков из проволоки и арматурной стали, поставляемой в мотках.
Известен станок для правки и резки пруткового материала, содержащий раму, на которой смонтированы правильное устройство, механизм резки, кинематически связанный с возвратно-поступательным механизмом подачи, имеющим кривошипно-шатунный привод и каретку, несущую зажим для прутка [1] .
Недостатком известного станка является то, что механизм подачи имеет холостой ход при возвратном перемещении каретки, в результате чего снижается производительность станка. Кроме этого, длина отрезаемых прутков ограничена, так как зависит от радиуса кривошипа.
Наиболее близким к изобретению по технической сущности и конструктивному выполнению является станок для правки и резки пруткового материала, содержащий раму, на которой смонтированы правильное устройство, возвратно-поступательный механизм подачи, снабженный приводным цилиндром и соосно установленными в направляющих рамы двумя каретками, несущими зажимы для прутка, механизм резки, размещенный за последним по ходу подачи прутка зажимом [2] .
В механизме подачи данного станка каретки соединены с различными ветвями бесконечной цепной передачи, что обеспечивает их перемещение в противоположных направлениях и, тем самым, исключает холостой ход механизма подачи и повышает производительность станка.
В тоже время недостатком этого станка является сложность его конструкции при низкой точности резки прутков, которая обусловлена неизбежным наличием зазоров в цепной передаче.
Кроме этого, длина отрезаемых прутков ограничена величиной хода цилиндра привода механизма подачи, что сужает технологические возможности станка. Следует также отметить, что надежность станка недостаточна в результате применения в качестве зажимов шариковых цанг, которые быстро изнашиваются и не обеспечивают подачу прутков при изменении их диаметров в широком диапазоне, что сужает технологические возможности станка.
Целью изобретения является повышение надежности работы, точности резки и упрощение конструкции станка при одновременном расширении его технологических возможностей.
Это достигается тем, что в станке для правки и резки пруткового материала, содержащем раму, на которой смонтированы правильное устройство, возвратно-поступательный механизм подачи снабженный приводным устройством и двумя соосно установленными в направляющих рамы каретками, несущими зажимы для прутка, механизм резки, размещенный за последним по ходу подачи прутка зажимом, в отличие от прототипа механизм подачи прутка выполнен в виде двух пар коромысел, которые одними своими концами шарнирно закреплены на раме и кинематически связаны между собой посредством пары шатунов, точки соединения которых с каждой из пар коромысел расположены соответственно выше и ниже шарниров крепления к раме, причем свободные концы коромысел расположены по обе стороны кареток и также шарнирно соединены с ними с помощью дополнительных пар шатунов, а по крайней мере одна из пар коромысел установлена с возможностью взаимодействия с закрепленным на раме регулируемым жестким упором, а также с датчиками для контроля величины хода коромысел, которые встроены в систему управления механизмом резки. При этом система управления механизмом резки может быть снабжена датчиком для счета числа ходов коромысел.
Кроме того, каждый зажим для прутка может быть выполнен в виде пары эксцентриков с самотормозящим профилем, закрепленных на каретке на осях с возможностью поворота в горизонтальной плоскости и взаимодействия с прутком, причем эксцентрики подпружинены в направлении противоположном направлению подачи прутка, а каждый эксцентрик зажима образован основанием, выполненным с цилиндрической оправкой, расположенной эксцентрично оси поворота основания, и съемной цилиндрической кольцевой обечайкой, которая установлена на оправке и жестко прикреплена к основанию.
Упрощение конструкции станка достигается за счет выполнения механизма подачи в виде рычажной системы, т. е. шатунно-коромыслового механизма, кинематические элементы которого (рычаги) значительно проще в изготовлении в отличие от элементов цепной передачи (звездочки, цепь, направляющие). Шатунно-коромысловый механизм имеет также меньшие зазоры и люфты и подвержен меньшему износу при эксплуатации, что обеспечивает повышение точности резки и надежности работы. Кроме этого, повышение надежности работы достигается путем выполнения каждого зажима для прутка в виде пары подпружиненных эксцентриков с самотормозящим профилем. Такие зажимы имеют незначительный износ за счет изменчивости положения точки контакта с прутком вдоль длины профиля. В дополнение к этому выполнение эксцентрика со съемной кольцевой обечайкой позволяет по мере износа ее рабочего участка многократно переставлять последнюю на оправке и, тем самым, повышает надежность работы.
Выполнение зажимов в виде эксцентриков с самотормозящим профилем помимо указанных преимуществ обеспечивает без какой-либо переналадки подачу прутков в широком диапазоне их диаметров, что позволяет расширить технологические возможности станка. Кроме того, расширение технологических возможностей достигается за счет введения в систему управления механизмом резки датчика для счета числа ходов коромысел, что обеспечивает возможность резки прутков длиной кратной величине хода каретки.
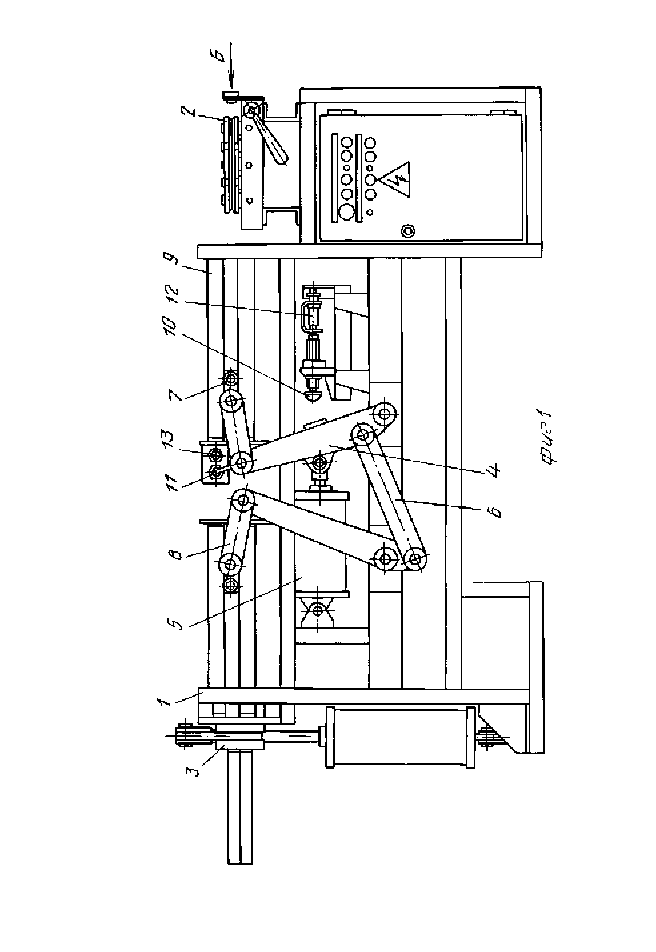
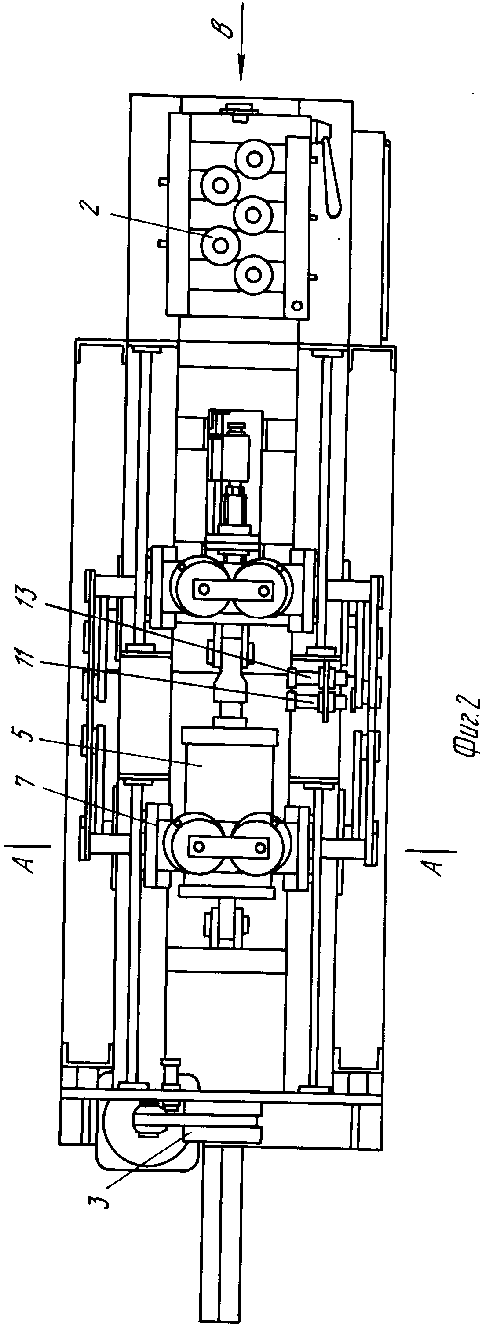
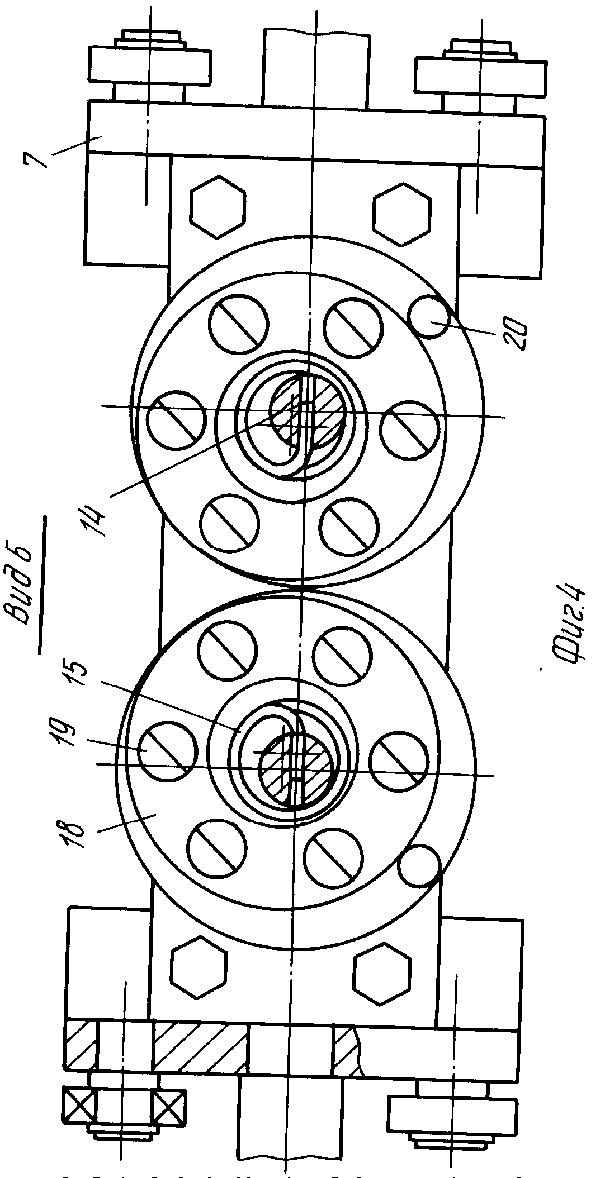
На фиг. 1 схематично показан станок, общий вид; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 3.
Описываемый станок содержит раму 1, на которой смонтированы правильное устройство 2, механизм резки 3 и возвратно-поступательный механизм подачи прутка (фиг. 1). Механизм подачи выполнен в виде двух пар коромысел 4, одна из которых шарнирно соединена с приводным устройством, например, цилиндром 5. Пары коромысел 4 одними своими концами шарнирно закреплены на раме 1 и кинематически связаны между собой посредством пары шатунов 6. При этом на левой паре коромысел 4 (фиг. 1) шарниры, соединяющие их с шатунами 6, расположены ниже шарниров крепления к раме 1, а на правой паре коромысел 4 - выше этих шарниров. Такая кинематическая взаимосвязь обеспечивает возможность синхронного поворота пар коромысел 4 в противоположные стороны.
Свободные концы коромысел 4 расположены по обе стороны кареток 7 и шарнирно соединены с ними с помощью дополнительных пар шатунов 8. Каретки 7 соосно установлены в направляющих 9 с возможностью перемещения вдоль рамы 1. По крайней мере одна из пар коромысел 4 установлена с возможностью взаимодействия с закрепленным на раме 1 регулируемым жестким упором 10, а также с датчиками 11 и 12 (фиг. 1) для контроля величины хода коромысел 4. Датчики электрически встроены в систему управления механизмом резки 3, которая кроме этого может быть снабжена датчиком 13 (фиг. 1 и 2) для счета числа ходов коромысел 4.
На каретках 7 жестко закреплены оси 14 (фиг. 3), на которых с возможностью поворота в горизонтальной плоскости и взаимодействия с прутком попарно установлены эксцентрики с самотормозящим профилем, образующие зажимы для прутка. При этом каждый эксцентрик снабжен пружиной 15 и образован основанием 16, выполненным с цилиндрической оправкой 17, расположенной эксцентрично относительно оси 14 поворота основания 16, и съемной цилиндрической кольцевой обечайкой 18, которая установлена на оправке 17 и жестко прикреплена к основанию 16 (фиг. 4) с помощью нескольких болтов 19. К основанию 16 каждого эксцентрика также прикреплена ручка 20 в виде штыря для поворота эксцентрика вручную.
Перед началом работы станка производят заправку в него прутка и накладку на заданную длину и прямолинейность отрезаемых стержней.
С этой целью предварительно выправленный вручную отрезок прутка вводят в направлении по стрелке Б (фиг. 1 и 2) в правильное устройство 2, элементы которого регулируют в зависимости от диаметра прутка. Далее осуществляют протягивание прутка через установленные на двух каретках 7 зажимы, пары эксцентриков которых под действием пружин 15 находятся в сдвинутом положении. Для этого с помощью ручек 20, преодолевая сопротивление пружин 15, вручную попарно поворачивают эксцентрики вместе с основаниями 16 в направлении по ходу подачи прутка. В результате этого, благодаря эксцентричному расположению оправок 17 относительно осей поворота 14 кольцевые обечайки 18 разводятся в стороны, образуя между собой зазор, величина которого должна быть несколько больше, чем диаметр прутка. Это позволяет свободно протянуть пруток между эксцентриками первого зажима. Аналогичным образом производят дальнейшее протягивание прутка через второй зажим и затем ввод прутка в механизм 3 резки.
При освобождении ручек 20 каждая пара эксцентриков под действием пружин 15 поворачивается в направлении, противоположном направлению подачи прутка и, сближаясь друг с другом, входит во взаимодействие с прутком. При этом благодаря самотормозящему профилю эксцентриков происходит автоматическое заклинивание прутка между ними. Таким образом после заправки пруток оказывается зажатым в двух парах неподвижных эксцентриков.
Наладку на заданную длину отрезаемых стержней осуществляют путем регулировки положения жесткого упора 10, который регулируют вручную по шкале отсчета длины (на чертеже не показана).
При включении станка в работу приводной цилиндр 5 перемещает соединенную с ним правую пару коромысел 4 (фиг. 1), поворачивая ее в вертикальной плоскости из исходного положения на определенный угол. Одновременно с правой парой коромысел 4 через пару шатунов 6 приводится в движение левая пара коромысел 4, причем поворот обоих пар коромысел происходит синхронно, т. е. одновременно на один и тот же угол, но в противоположные стороны.
При повороте коромысел 4 с помощью пар дополнительных шатунов 8 происходит одновременное перемещение в противоположные стороны обеих кареток 7, которые движутся прямолинейно в направляющих 9 рамы 1. При этом левая каретка 7 совершает рабочий ход, в процессе которого происходит заклинивание прутка между закрепленными на ней эксцентриками и его подача в направлении по стрелке Б, а правая каретка совершает холостой ход, при котором ее эксцентрики проскальзывают по прутку.
Величина угла поворота коромысел 4 и, следовательно, ход кареток 7 ограничен положением упора 10, при воздействии на который срабатывает датчик 12, выдающий команду на остановку приводного цилиндра 5. Одновременно включается механизм резки 3 и происходит отрезка прутка, длина которого равна ходу каретки 7. По окончании отрезки прутка с помощью датчика в механизме резки (на чертеже не показан) вновь выдается команда на включение приводного цилиндра 5, который, совершая обратный ход, через шатуны 6 и 8 перемещает обе пары коромысел 4, а также каретки 7, но теперь уже навстречу друг другу до тех пор, пока они не займут исходное положение. При этом функции кареток 7 меняются на обратные, т. е. правая каретка совершает рабочий ход, а левая - холостой.
Момент достижения парами коромысел 4 исходного положения контролируется датчиком 11, который одновременно выдает команду на остановку приводного цилиндра 5 и включение механизма резки 3. В результате этого после каждого хода механизма подачи отрезается пруток длиной, равной ходу каретки 7. В том случае, когда требуемая длина прутка превышает величину хода каретки 7, в электросхеме станка предусматривается возможность включения датчика 13 для счета числа ходов коромысел 4. Этот датчик соединен с соответствующим запоминающим элементом (на чертеже не показан), включающий механизм резки 3 только после совершения коромыслами 4 заранее заданного числа ходов, в результате чего происходит отрезка прутков длиной, кратной величине хода каретки 7.
Далее описанный цикл работы станка автоматически повторяется до полного израсходования мотка прутка.
При износе рабочих участков эксцентриков зажима производят их перестановку следующим образом. Вывертывают болты 19 на обоих кольцевых обечайках 18 и, не снимая их с оснований 16, поворачивают обечайки 18 на оправках 17 на величину центрального угла между болтами 19 (фиг. 3 и 4). После этого вновь жестко прикрепляют обечайки 18 к основаниям 16 с помощью болтов 19. При этом число перестановок обечаек 18 до их снятия для ремонта соответствует числу болтов. (56) 1. Авторское свидетельство СССР N 305948, кл. B 21 F 11/00, 1971.
2. Авторское свидетельство СССР N 595042, кл. B 21 F 11/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2006350C1 |
| Абразивно-отрезной станок | 1991 |
|
SU1834789A3 |
| УСТРОЙСТВО СБОРКИ ПРУЖИННОГО БЛОКА, УЗЕЛ ФОРМИРОВАНИЯ СКОБЫ И УЗЕЛ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА ДЛЯ НЕГО | 2004 |
|
RU2277028C1 |
| Привод подачи фрезерного станка для обработки вафельной конструкции обечайки | 2024 |
|
RU2824782C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Переносное сверлильное приспособление | 1938 |
|
SU55536A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Станок для точки шляпок чесальных машин | 1960 |
|
SU138845A1 |
| МУФТА РОЗАНОВА И.Н. ДЛЯ ПОДАЧИ ПРУТКОВОГО И БУНТОВОГО МАТЕРИАЛА | 1996 |
|
RU2117832C1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 1992 |
|
RU2028935C1 |


Сущность изобретения: станок содержит раму 1, на которой смонтированы правильное устройство 2, механизм резки 3 и возвратно-поступательный механизм подачи прутка, выполненный в виде двух пар коромысел (К) 4, одна из которых шарнирно соединена с приводным устройством 5. Пары К 4 шарнирно закреплены на раме 1 и кинематически связаны между собой посредством пары шатунов 6. Свободные концы К 4 расположены по обе стороны кареток 7 и шарнирно соединены с ними с помощью дополнительных пар шатунов 8. Каретки 7 соосно установлены в направляющих 9 с возможностью перемещения вдоль рамы 1. К 4 установлены с возможностью взаимодействия с закрепленным на раме 1 регулируемым жестким упором10, а также с датчиками 11, 12 и 13 для контроля величины и счета числа ходов К 4. Датчики 11, 12 и 13 электрически встроены в систему управления механизмом резки 3. На каретках 7 жестко закреплены оси, на которых с возможностью поворота в горизонтальной плоскости и взаимодействия с прутком попарно установлены эксцентрики с самотормозящим профилем, образующие зажимы для прутка. Каждый эксцентрик снабжен пружиной и образован основанием, выполненным с цилиндрической оправкой, расположенной эксцентрично относительно оси поворота основания, и съемной цилиндрической кольцевой обечайкой, которая установлена на оправке и жестко прикреплена к основанию. Такое конструктивное исполнение повышает надежность работы и точность резки прутка. 3 з. п. ф-лы, 4 ил.