Изобретение относится к области механообработки прямоугольного рисунка ячеек на тонкостенных корпусных изделиях на фрезерных станках с ЧПУ.
При обработке вафельного фона используются фрезерные станки, реализующие различные стратегии программно-копировальной обработки [Тюлевин С. В., Котов А. Н., Коротков А. Н., Ковалев А.М. Станок горизонтальный фрезерный многошпиндельный / патент RU 2465104, МПК B23C3/04, публикация патента: 27.10.2012, подача заявки: 2011-10-26. http://www.freepatent.ru/ patents/2465104 (дата обращения: 30.08.2023); Котов А. Н., Чуйкин С. А., Милехин Е. С., Макаров Ю. Н., Коротков А. Н., Володина С. А. Металлообрабатывающий станок / патент RU 2397049 МПК B23C3/00, публикация патента: 20.08.2010, подача заявки: 29.01.2009. https:// findpatent.ru/patent/239/2397049.html (дата обращения: 30.08.2023)]. Традиционно в станках используется шарико-винтовая передача в приводах подачи режущего инструмента.
Недостатки: приводы подачи рассмотренных станков имеют значительную массу, как следствие и инерцию при перемещениях на коротких участках, что является сдерживающим фактором при высокоскоростной обработке, не позволяющим выйти на номинальные величины подачи и скорости резания при заданных габаритных размерах ячейки вафельного фона. Использование шарико-винтовых передач в приводах подачи при выполнении обработки ячеек вафельного фона приводит к быстрой выработке ресурса при движении в узком диапазоне. Как следствие, к снижению производительности и точности выполнения технологической операции, а также к значительным динамическим нагрузкам на подвижные узлы станка на участке разгона и торможения.
Рычажные передачи на базе плоских четырехзвенных кривошипно-ползунных механизмов редко используются в качестве приводов подач в металлорежущих станках, поскольку выходное звено рычажной передачи при равномерном вращательном движении кривошипа совершает прямолинейное возвратно-поступательное движение с переменной скоростью, и в верхней (ВМТ) и нижней (НМТ) мертвых точках в одном из шарниров промежуточного звена – шатуна наблюдается «взрывной» рост усилий.
Недостатки: Шатун, прикрепленный к шейке кривошипа, описывает большую траекторию в плоскости, перпендикулярной оси, проходящей через верхнюю мертвую точку (ВМТ) и нижнюю мертвую точку (НМТ), что вызывает сильное воздействие боковой силы от реактивного момента, прижимающей ползун к неподвижным направляющим и большое трение. Это снижает КПД и приводит к быстрому износу сопрягающихся звеньев механизма.
Наиболее близким аналогом является привод в виде кривошипно-ползунного механизма с возвратно-поступательным движением ползуна и с регулируемой длиной хода ползуна при работающем и остановленном механизме [Грянин В.И. привод с регулируемой длиной хода ползуна при работающем и остановленном механизме / патент RU 71719, МПК F16H21/20, публикация патента: 20.03.2008, подача заявки: 30.07.2007. http://www.freepatent.ru/ patents/71719 (дата обращения: 30.08.2023)].
Указанный привод является прототипом предлагаемого изобретения.
Привод содержит в корпусе ведущий червяк на подшипниковых опорах, связанный с приводным двигателем, ведомое червячное колесо, ступица которого установлена на подшипниковой опоре, кривошипный вал, один конец которого помещен в цилиндрическое отверстие ступицы червячного колеса с возможностью перемещения его вдоль оси ступицы, другой конец кривошипного вала закреплен в подшипниковой опоре, находящейся во втулке, связанной с механизмом перемещения ее и отсчетным устройством, средняя часть кривошипного вала представляет тело - шип, проходящий через соответствующее отверстие эксцентрика, шип на наружной поверхности имеет наклонный паз, в котором помещена на скользящей посадке шпонка, соединяющая шип с эксцентриком, который с помощью шатуна и пальца связан с ползуном.
Большое количество подвижных сочленений рычажной передачи в составе привода создадут неблагоприятные условия передачи движения на высоких оборотах вала электродвигателя.
Предлагаемое изобретение отличается от описанного прототипа тем, что рычажная передача выполнена в виде плоского совмещенного кривошипно-ползунного механизма, благодаря симметричному относительного общего кривошипа расположению двух шатунов и ползунов, количество звеньев сокращается, а также снижается влияние инерционных сил на качество передачи движения, что особенно существенно при движении на высоких оборотах вала электродвигателя.
Технический результат предлагаемого изобретения – сокращение времени на обработку прямоугольного рисунка ячеек вафельного фона за счет кратного повышения скорости подачи по одной координате.
Этот результат достигается тем, что привод подачи обрабатывающей головки фрезерного станка для обработки вафельной конструкции обечайки, содержащий рычажную передачу и синхронный электродвигатель, обеспечивает сложный закон движения входного кривошипа, обеспечивающий максимальный участок равномерного движения выходного ползуна со скоростью на порядок выше скорости поперечной подачи.
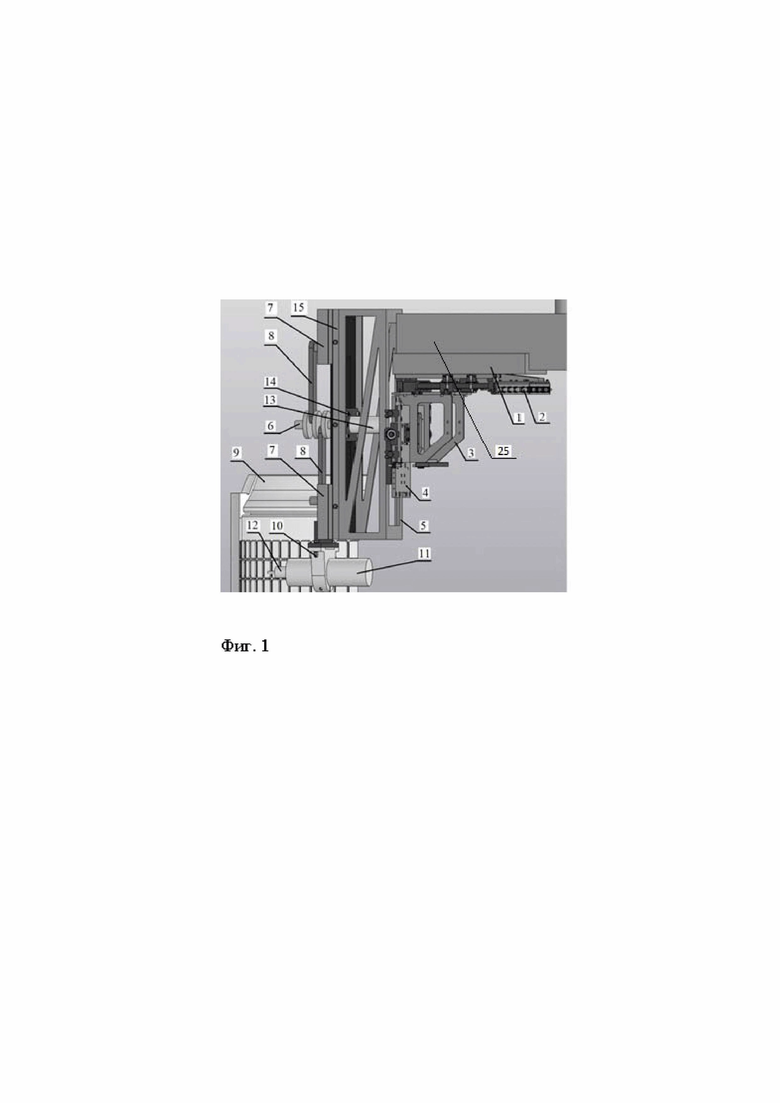
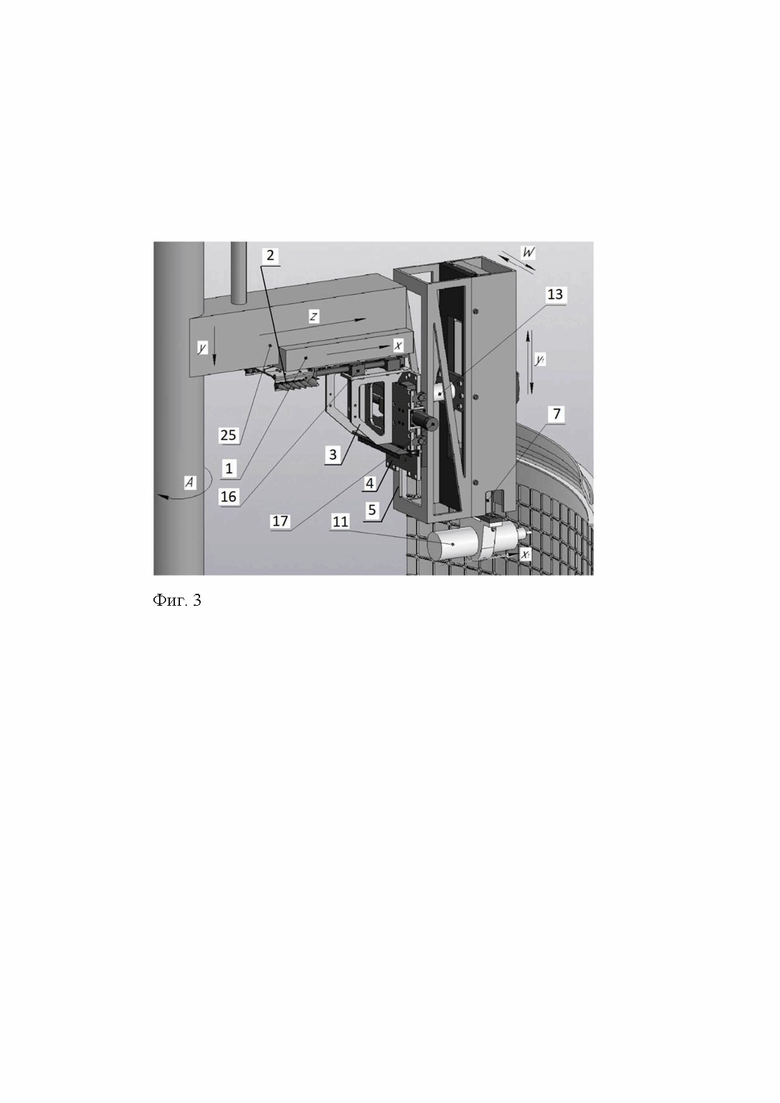
На фиг. 1 показан общий вид устройства, на фиг. 2 – вид спереди продольный разрез, на фиг. 3 – общий вид сопряжения устройства со штатные элементами станка.
На фиг. 1 представлена 3D модель привода горизонтальной и вертикальной подачи режущего инструмента фрезерного станка для обработки прямоугольных ячеек вафельного фона обечаек.
Позиционирование рабочего органа в вертикальной плоскости осуществляется путем перемещения консоли 1 по неподвижным стойкам, установленным в основании станка. В горизонтальной плоскости рабочий орган перемещается с помощью штатных элементов станка: шарико-винтовой передачи 2. К консоли 1 с помощью рамы 3, на направляющих и шарико-винтовой передаче 4, крепится дополнительный электропривод 13, передающий вращение на коленвал 6 через муфту 14. Для повышения жесткости привод вертикального перемещения режущего инструмента станка установлен в раме 5, к передней грани которой прикреплены рельсовые направляющие 15. Вращение вала электродвигателя 13 через коленвал 6 передается на шатуны 8, соединенные шарнирно с ползунами 7. К одному из ползунов 7 с помощью скобы 10 неподвижно крепится привод 11 режущей головки 12.
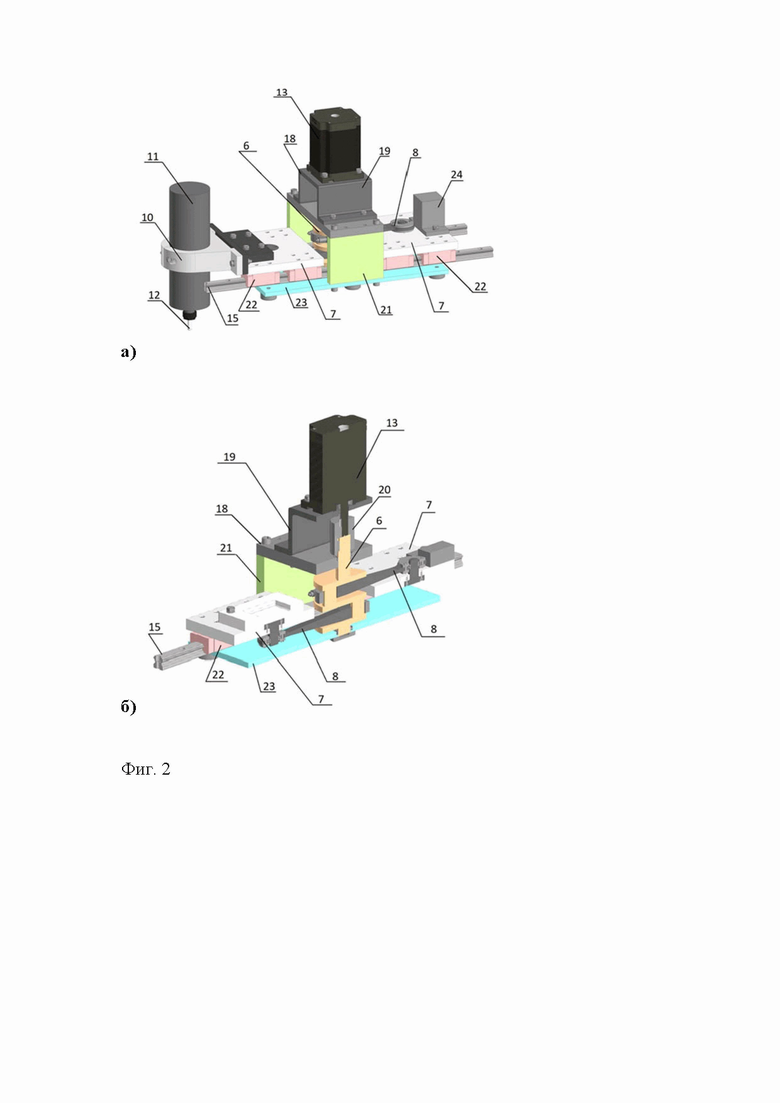
На фигуре 2 показан продольный разрез привода подачи. Вид спереди продольный разрез кривошипно – шатунного привода подачи (а – вид механизма, б – разрез кривошипно – шатунного механизма привода без шпинделя и противовеса).
Привод содержит электродвигатель 13, неподвижно закрепленный на плите 18 при помощи фланца 19, который передает вращение коленвалу 6 через муфту 20. Плита 18 закреплена на стенках 21 винтовым соединением со штифтами. Вращение с электродвигателя 11 через коленвал 6 передается на шатуны 8, соединенные шарнирно с ползунами 7. При помощи 8-ми кареток 22, ползуны 7 линейно перемещаются по рельсовым направляющим 15, закрепленным болтами на плоскости нижней плиты 23. На одном из ползунов 7 установлена пластина 10, на другом – противовес 24, уравновешивающий колебания.
На место штатного шпиндельного узла фрезерного станка на несущий узел 25 устанавливается устройство. Несущий узел станка имеет штатные механизмы подачи по осям Z, Y, А, которые используются либо для позиционирования устройства по указанным осям, либо для подачи устройства в процессе его работы. Так привод подачи 1 по оси X предназначен для перемещения устройства на заданную глубину обработки и отвода устройства для позиционирования на следующую ячейку. Для позиционирования устройства и проверки его положения с заданной периодичностью используются штатные системы станка. Устройство крепится к узлу станка 25 кронштейнами 16.
После позиционирования устройства в положение исходной точки обработки относительно поверхности детали, на которой должна фрезероваться очередная ячейка вафельного фона, от системы управления устройства, связанной с системой управления станка, поступает команда на включение вращение шпинделя 11, кривошипно-ползунного механизма, обеспечивающего возвратно поступательное движение каретки 7 со шпинделем 11 по оси Y1. Перемещение кривошипно-ползунного механизма по оси W (дополнительная ось, которая заменяет штатную подачу станка по поворотной оси А) осуществляется механизмом с кареткой 4, оснащенной направляющими и шарико-винтовой парой с приводом от двигателя 17. Обработка ячейки включает, по технологии, два цикла- черновой и чистовой. Черновой цикл осуществляется механизмами устройства. Чистовой цикл – обработка по контуру с заданными параметрами по точности и шероховатости может осуществляться штатным механизмом станка, или в комбинации работы штатного механизма и устройства.
После обработки ячейки штатным механизмом станка устройство отводится от детали на позицию для позиционирования на обработку следующей ячейки. Процедура повторяется до обработки вафельного фона согласно чертежу.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2009794C1 |
| Устройство для направленной подачи вспомогательного вещества | 1979 |
|
SU973306A1 |
| УСТРОЙСТВО НАСТРОЙКИ ПОЛОЖЕНИЯ ФРЕЗЫ | 2014 |
|
RU2576064C1 |
| КРИВОШИПНЫЙ МЕХАНИЗМ В.И. ПОЖБЕЛКО С ТОЧНЫМИ ОСТАНОВКАМИ | 2005 |
|
RU2283446C1 |
| СПОСОБ И МЕХАНИЗМ В.И. ПОЖБЕЛКО ДЛЯ ВОСПРОИЗВЕДЕНИЯ ВРАЩЕНИЯ С ОСТАНОВКАМИ | 2003 |
|
RU2249133C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Установка для нанесения растрового рельефа на матрицу | 1972 |
|
SU568929A1 |
| Устройство для измерения расхода жидкости | 1983 |
|
SU1438630A3 |
| ДВУХПОВОРОТНАЯ УГЛОВАЯ ШПИНДЕЛЬНАЯ ГОЛОВКА | 2020 |
|
RU2837224C1 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
Изобретение относится к области машиностроения. Привод подачи фрезерного станка для обработки вафельной конструкции обечайки содержит передаточный рычажный кривошипно-ползунный механизм. Кривошип рычажного передаточного механизма выполнен в виде коленчатого вала с двумя шатунными шейками с шарнирно закрепленными на них разъемными головками двух идентичных шатунов, противоположные неразъемные головки которых шарнирно соединены с ползунами, один из которых является рабочим, а второй служит для балансировки и уменьшения действия центробежных сил, создаваемых кривошипом. Обеспечивается сокращение времени на обработку прямоугольного рисунка ячеек вафельного фона за счет кратного повышения скорости подачи по одной координате. 3 ил.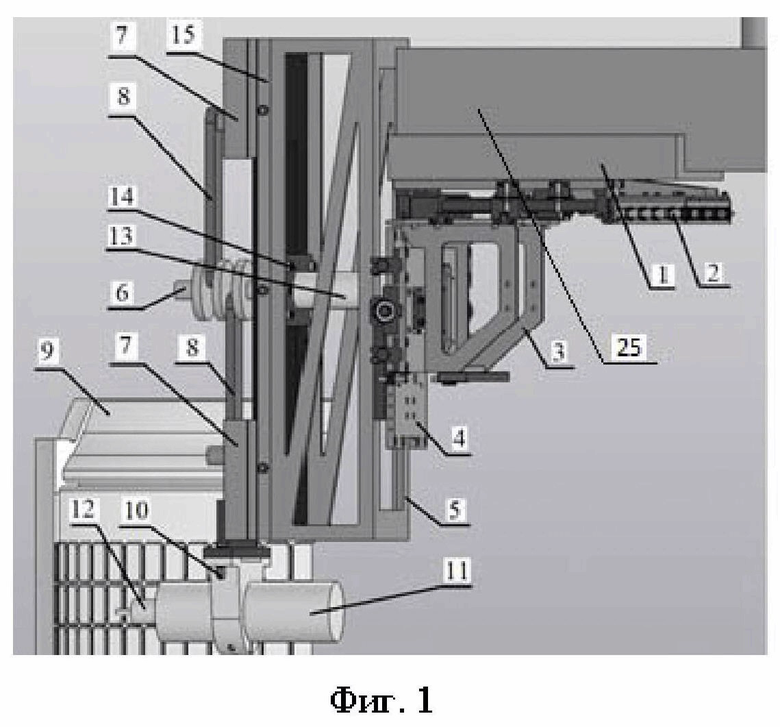
Привод подачи фрезерного станка для обработки вафельной конструкции обечайки, содержащий передаточный рычажный кривошипно-ползунный механизм, отличающийся тем, что кривошип рычажного передаточного механизма выполнен в виде коленчатого вала с двумя шатунными шейками с шарнирно закрепленными на них разъемными головками двух идентичных шатунов, противоположные неразъемные головки которых шарнирно соединены с ползунами, один из которых является рабочим, а второй служит для балансировки и уменьшения действия центробежных сил, создаваемых кривошипом.
| Шлифовальный шпиндель для работы торцом круга | 1947 |
|
SU71719A1 |
| Привод клети стана холодной прокатки труб | 1983 |
|
SU1159667A1 |
| CN 101943251 B, 06.06.2012 | |||
| JP 2000027966 A, 25.01.2000. | |||

