Изобретение относится к прокатному производству, а точнее к устройствам для резки сортового проката в линиях мелкосортных станов.
Известны летучие ножницы, содержащие стационарно установленные на плитовине привод и корпус, в котором смонтированы валы с барабанами, неcущими ножи, кинематически связанные с приводом [1] .
Известными ножницами удобно резать только раскаты круглого и квадратного сечения, а также прокат, имеющий небольшую высоту, т. е. с горизонтально расположенной большей стороной сечения, так как резание металла осуществляется в них только в одной плоскости вращающимися на горизонтально установленных барабанах ножами.
В сортовых станах, производящих сложный и широкий размерный и профильный сортамент, прокат может выходить из клети не всегда удобно расположенным относительно ножей ножниц, т. е. прокат может располагаться на "ребре", лежать на меньшей стороне сечения. В таком положении момент инерции в направлении резания максимальный и чем больше высота разрезаемого профиля, тем больше необходимые для резки момент и мощность привода ножниц, тем больше вероятность сминания и скручивания концов проката. Повышение момента резания и сминание концов может привести к бурежке проката при его подаче в клеть, что снижает выход годного из-за некондиции передних концов проката.
Техническим результатом изобретения является обеспечение оптимальных условий резания проката независимо от его положения при выходе из прокатной клети и следовательно повышение качества отрезки конца проката, повышение надежности работы установки для резки проката, также снижение момента и усилия резания и мощности привода вращения барабанов с ножами, кроме того, обеспечение надежного сбора обреза независимо от положения ножниц при резании.
Это достигается тем, что установка для резки движущегося проката, содержащая станину, привод, установленный на станине корпус со смонтированными в нем валами с барабанами, несущими ножи, кинематически связанными между собой, согласно изобретению снабжена смонтированными в корпусе и кинематически связанными с валами барабанов двумя взаимно перпендикулярными валами с закрепленными на них коническими зубчатыми колесами, взаимодействующими между собой, и с полумуфтами на концах для поочередного присоединения к приводу, а корпус снабжен проушинами, шарнирно связанными с проводками, при этом станина снабжена двумя взаимно перпендикулярными опорными площадками для крепления корпуса.
Такое конструктивное выполнение позволяет за счет поворота корпуса ножниц устанавливать оси вращения барабанов с ножами параллельно большей стороне сечения проката, т. е. устанавливать ножи в наиболее оптимальное для резки положение относительно сечения проката с меньшим углом начала врезания ножей в прокат.
Благодаря этому независимо от положения выходящего из прокатной клети проката резка производится с меньшими энергосиловыми затратами, исключается сминание концов, повышается надежность работы установки для резки и качество отрезки. Качественный передний конец проката в свою очередь исключает возможность бурежки проката при подаче в последующие клети.
Возможность манипулирования ножницами для установки их в наиболее благоприятное положение эффективнее по сравнению с кантовкой проката, требующей дополнительно специальных средств кантовки и устойчивого удержания проката перед ножницами и в районе ножниц, а также кантовки проката в первоначальное положение после резки, что достаточно сложно.
Кроме того, кантовка проката, особенно на высоких скоростях прокатки, приводит к царапинам на его поверхности и снижению качества металла.
При этом установка ножниц в требуемое положение осуществляется при стационарном приводе вращения барабанов, что также является преимуществом.
Для удобства поворота корпуса ножниц может быть предусмотрен привод поворота, шарнирно связанный с корпусом.
С целью обеспечения надежного сбора обрези при вертикальном расположении валов барабанов с ножами лоток выполнен из двух пластин, одно из которых шарнирно связана с корпусом, а другая - жестко соединена со станиной.
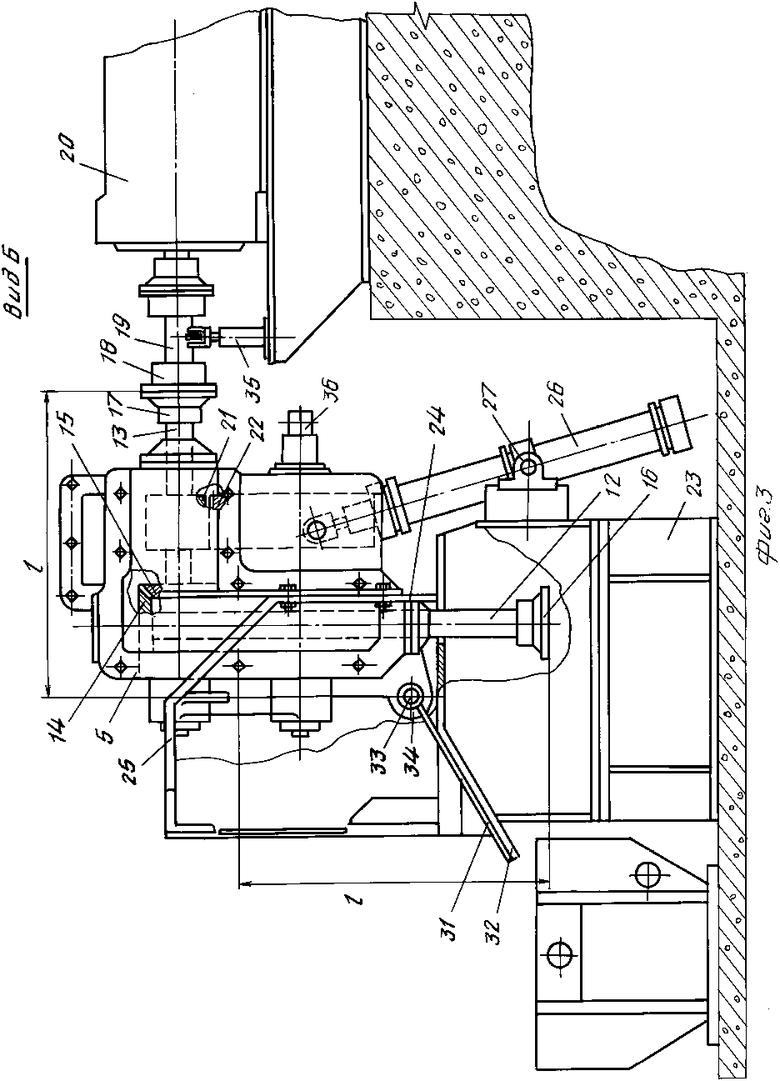
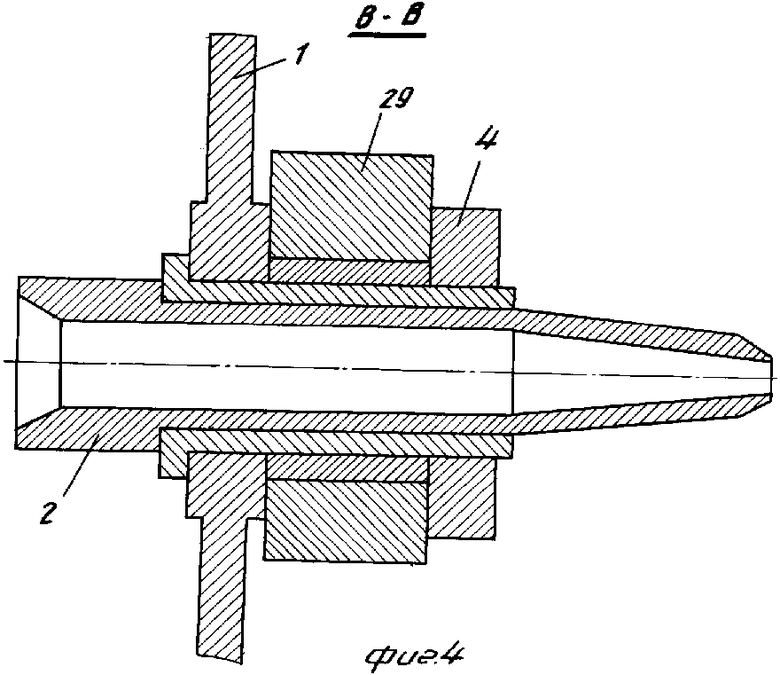
На фиг. 1 изображена установка для резки движущегося проката, вид спереди; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Установка для резки движущегося проката содержит станину 1, летучие ножницы и проводки 2 и 3, стационарно установленные в расточках станины посредством втулок 4 и предназначенные для направления проката на позицию реза и приема его после обрезки. Летучие ножницы включают установленный на станине 1 корпус 5, в котором смонтированы параллельно расположенные валы 6 и 7 с барабанами 8, несущими ножи 9.
Валы 6 и 7 кинематически связаны между собой посредством цилиндрических зубчатых колес 10 и 11. В корпусе 5 смонтированы, кроме того, два расположенных взаимно перпендикулярно вала 12 и 13, на которых закреплены конические зубчатые колеса 14 и 15, находящиеся между собой в зацеплении. На концах валов 12 и 13 напрессованы дополнительная 16 и основная 17 полумуфты для поочередного присоединения к основной полумуфте 18 вала 19, связанного с электродвигателем 20. При этом расстояние l от полумуфт 16 и 17 до оси проводок 2 и 3 (оси прокатки) соответственно одинаковы. Валы 6 и 7 кинематически связаны с валами 12 и 13 посредством цилиндрической передачи, включающей цилиндрическое зубчатое колесо 21, установленное на валу 13, взаимодействующее с цилиндрическим зубчатым колесом 22, установленным на валу 6. Станина 1 закреплена на плитовине 23 и имеет две взаимно перпендикулярные площадки 24 и 25 для крепления на них корпуса 5 в двух взаимно перпендикулярных положениях.
Поворот летучих ножниц может осуществляться, например, с помощью крана или привода поворота, например гидроцилиндра 26, установленного на станине 1 в подшипниках 27 и шарнирно связанного с корпусом 5 посредством оси 28. С противоположной стороны корпус 5 снабжен проушинами 29, посредством которых корпус имеет возможность поворота вокруг проводок 2, 3.
Сбор обрези производится в короб 30, над которым расположен лоток, выполненный в виде двух пластин 31 и 32, одна из которых 31 шарнирно посредством оси 33 смонтирована на кронштейне 34, а другая 32 жестко соединена со станиной. Для поддержания вала 19 электродвигателя 20 при смене положения летучих ножниц предназначен люнет 35. Предусмотрено устройство 36 для автоматического управления процессом резания.
Установка для резки движущегося проката работает следующим образом.
При горизонтальном расположении большей стороны сечения разрезаемого проката оси валов 6 и 7 барабанов 8 расположены горизонтально, корпус 5 ножниц закреплен на вертикально расположенной площадке 24. Вал 19 электродвигателя 20 соединен с валом 13 посредством основных полумуфт 17 и 18. По проводке 2 прокат поступает в зону ножниц. По команде от датчика включается электродвигатель 20. В исходном положении ножи 9 разведены. Через цилиндрические зубчатые колеса 21, 22, 10 и 11 вращение передается валам 6 и 7 с барабанами 8. Происходит рез металла. Обрезь по пластине 31 лотка соскальзывает в короб 30, а прокат поступает в проводку 3 и далее - в стан.
При выходе проката из клети с вертикально расположенной большей стороной сечения осуществляется поворот летучих ножниц на 90о. Для этого под вал 19 электродвигателя 20 подводится люнет 35, отсоединяется основная полумуфта 17, освобождается крепление корпуса 5 ножниц к станине. Включается гидроцилиндр поворота 26 и корпус 5 вместе с валами 6, 7, 12 и 13 поворачивается на 90о вокруг втулок 4, концентричных оси прокатки, до соприкосновения с горизонтально расположенной опорной площадкой 25. При этом пластина 32 лотка, шарнирно скрепленная с корпусом 5, скользит по пластине 31, поднимаясь, и перекрывает образовавшуюся полость между станиной 1 и корпусом 5. Вал 13 занимает вертикальное положение, а вал 12 - горизонтальное, соосно валу 19 двигателя 20. Корпус 5 закрепляется на опорной площадке 25. Дополнительная полумуфта 16 соединяется с основной полумуфтой 18, люнет 35 отводится из-под вала 19, летучие ножницы готовы к работе. Валы 6 и 7 с барабанами 8 занимают вертикальное положение, параллельное большей стороне сечения проката. Работа ножниц в этом положении аналогична описанной выше. (56) Альбом. Режущие машины прокатных цехов. НИИИНФОРМТЯЖМАШ, 1971, т. 2, с. 42, фиг. 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабанные летучие ножницы | 1985 |
|
SU1304993A1 |
| Барабанные летучие ножницы | 1984 |
|
SU1282425A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ СОРТОВОГО ПРОКАТА | 1993 |
|
RU2019365C1 |
| Летучие ножницы | 1989 |
|
SU1704962A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| Барабанные летучие ножницы | 1980 |
|
SU941029A1 |
| Барабанные летучие ножницы | 1976 |
|
SU689792A1 |
| Барабанные летучие ножницы | 1982 |
|
SU1038113A1 |
| Летучие ножницы | 1981 |
|
SU1028442A1 |


Использование: прокатное производство, резка сортового проката в линиях мелкосортных станов. Сущность изобретения: установка для резки движущегося проката содержит установленный на станине 1 корпус со смонтированными в нем параллельно расположенными валами 6 и 7 с барабанами 8, несущими ножи 9, кинематически связанные между собой. Два взаимно перпендикулярных вала смонтированы в корпусе и кинематически связаны с валами 6 и 7 барабанов 8. На взаимно перпендикулярных валах закреплены конические зубчатые колеса, взаимодействующие между собой. Полумуфты закреплены на концах валов для поочередного присоединения к приводу. Корпус снабжен проушинами, шарнирно связанными с проводками 2 и 3, станина - двумя взаимно перпендикулярными опорными площадками для крепления корпуса и приводом поворота, шарнирно связанным с корпусом. Для обеспечения надежного сбора обрези предусмотрен лоток из двух пластин, одна из которых шарнирно связана с корпусом 5, а другая 32 - жестко соединена со станиной. 2 з. п. ф-лы, 4 ил.
