Put. J
с 5.
хоходном валу редуктора. На валу 32 кривошипа 31 установлены бесконтакт-г иые путевые выключатели 39, предназначенные для ограничения угла поворота рычага, Команда на опускание верхнего ролшса даетоя от фотодатчика 43 при его затемнении (после ухода заднего конца полосы). Ролик 22
14
опускается и осуществляет прижим заготовки к среднему приводному ролику 2 1 . В таком положении происходит рез заднего конца полосы. Устройство позволяет осуществлять качественный рез конца проката за счет его удержания тянущими роликами в процессе резки. 1 з.п. ф-лы, 4 ил.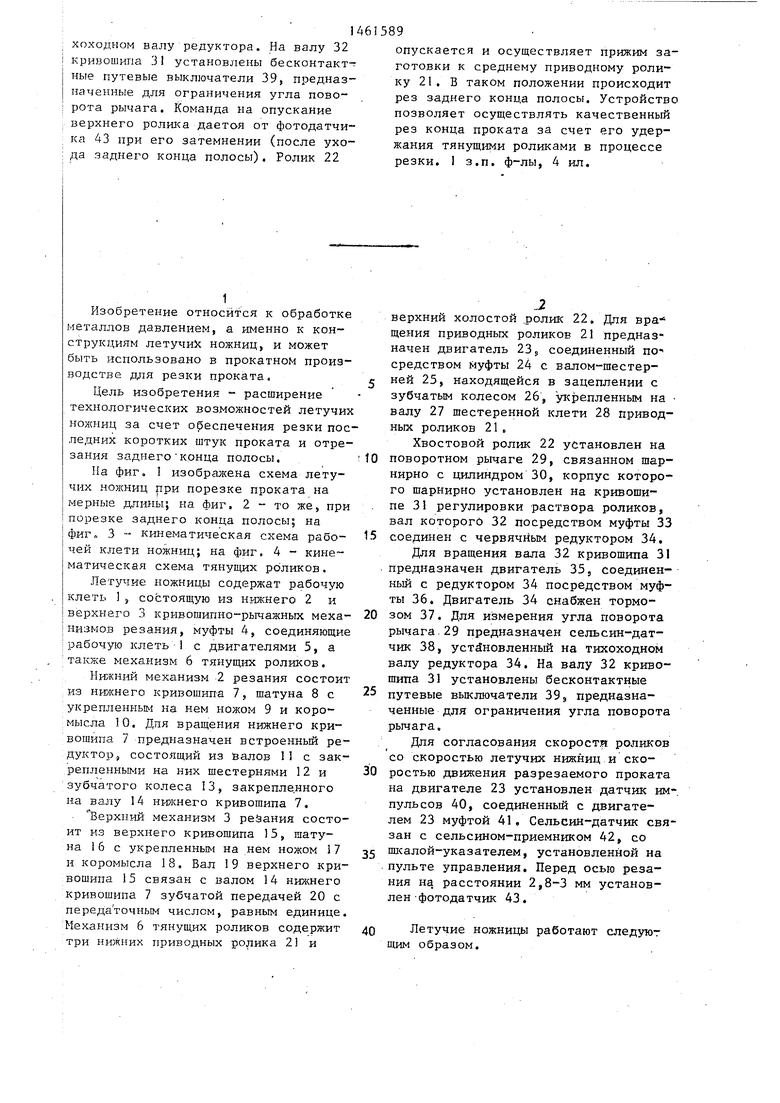
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1981 |
|
SU1028442A1 |
| Летучие ножницы | 1987 |
|
SU1404206A1 |
| Летучие ножницы | 1987 |
|
SU1461588A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Летучая пила | 1958 |
|
SU119769A1 |
| Стан горячей прокатки полос с петлеобразованием раскатов на промежуточном рольганге | 1990 |
|
SU1776470A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛЕТУЧИЕ ВРАЩАЮЩИЕСЯ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТАННОГО МАТЕРИАЛА ПРИ ЕГО ВЫХОДЕ ИЗ ВАЛКОВ | 1937 |
|
SU52942A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям летучих ножниц, и может быть использовано в прокатном производстве для резки проката. Цель изобретения - расширение технологических возможностей летучих ножниц за счет обеспечения резки последних коротких штук проката и отрезания заднего конца полосы. Резка последнего конца коротких штук проката осуществляется за счет захвата конца проката механизмом тянущих роликов, имеющего три нижних приводных ролика 21 и холостой ролик 22. Устройство имеет механизм качания верхнего ролика, выполненный в виде двуплечего рычага 29, силового цилиндра 30, шток которого шарнирно связан с одним из плеч двуплечего рычага, и неподвижно установленного и регулируемого по углу поворота кривоШ1ша 31. Вал 32 последнего смонтирован на неподвижном основании. Для измерения „ угла поворота рычага 29 предназначен сельсин-датчик, установленный на ти- . U, С/; с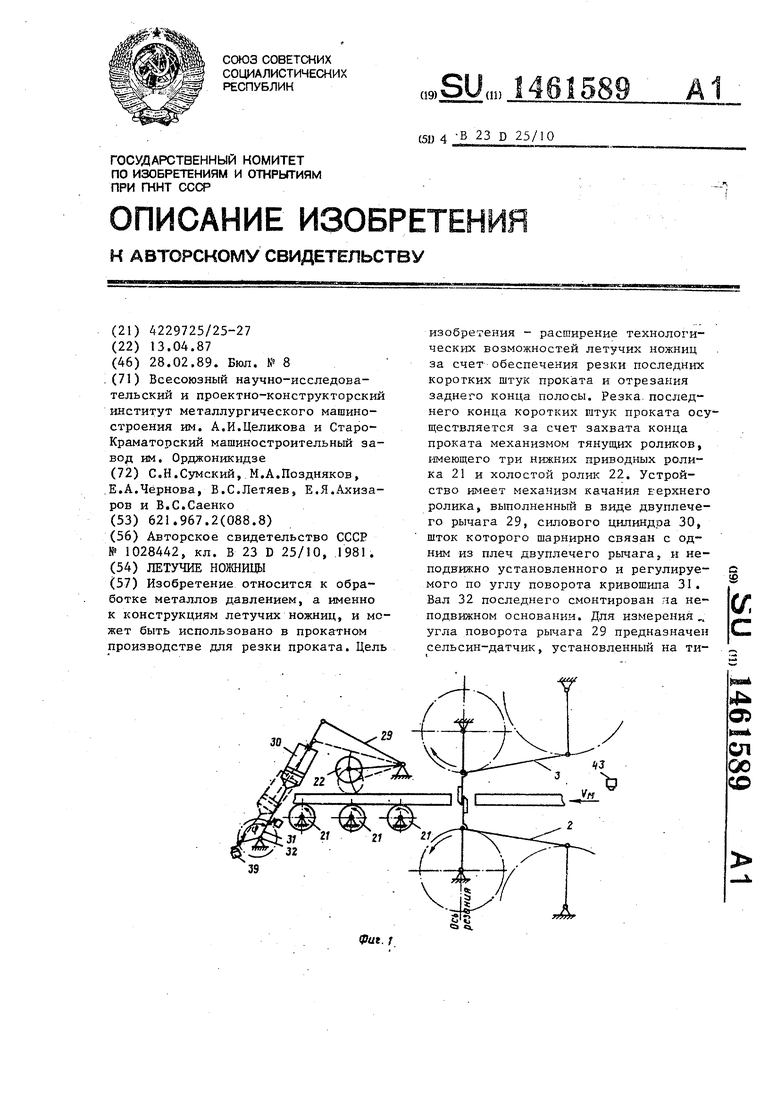
1
Изобретение относится к обработке металлов давлением, а именно к конструкциям летучих ножниц, и может быть использовано в прокатном производстве для резки проката.
Цель изобретения - расширение технологических возможностей летучих ножниц за счет обеспечения резки последних коротких штук проката и отрезания заднего-конца полосы. .
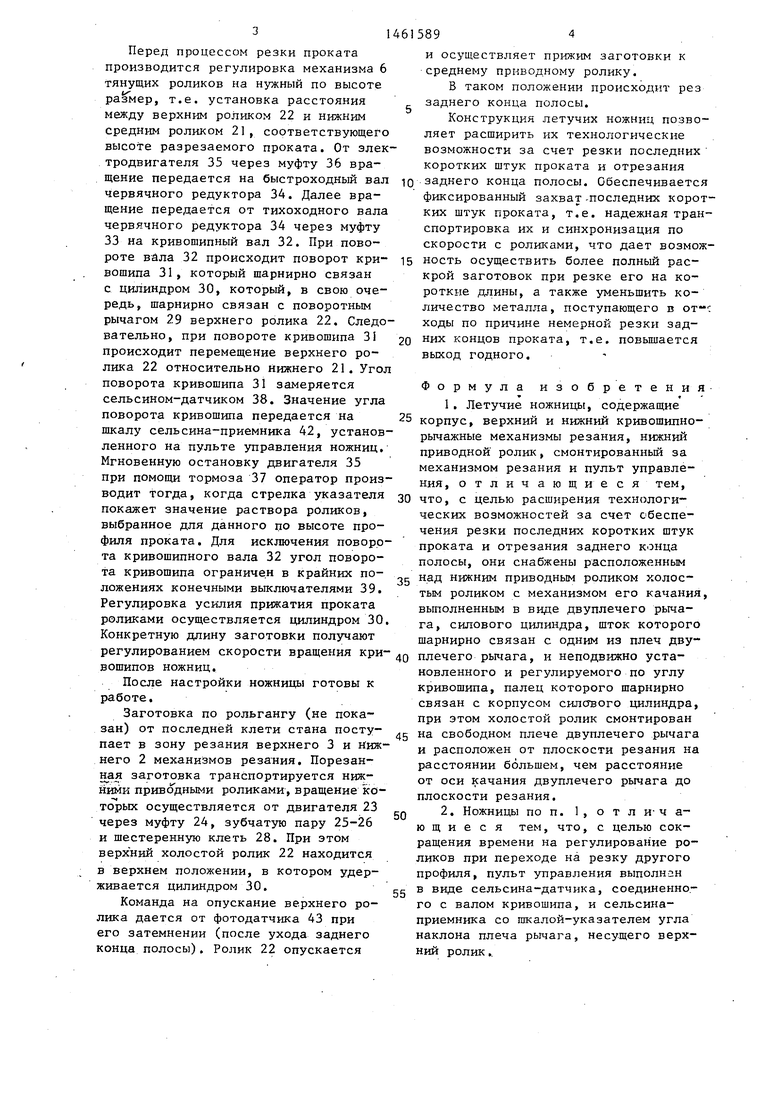
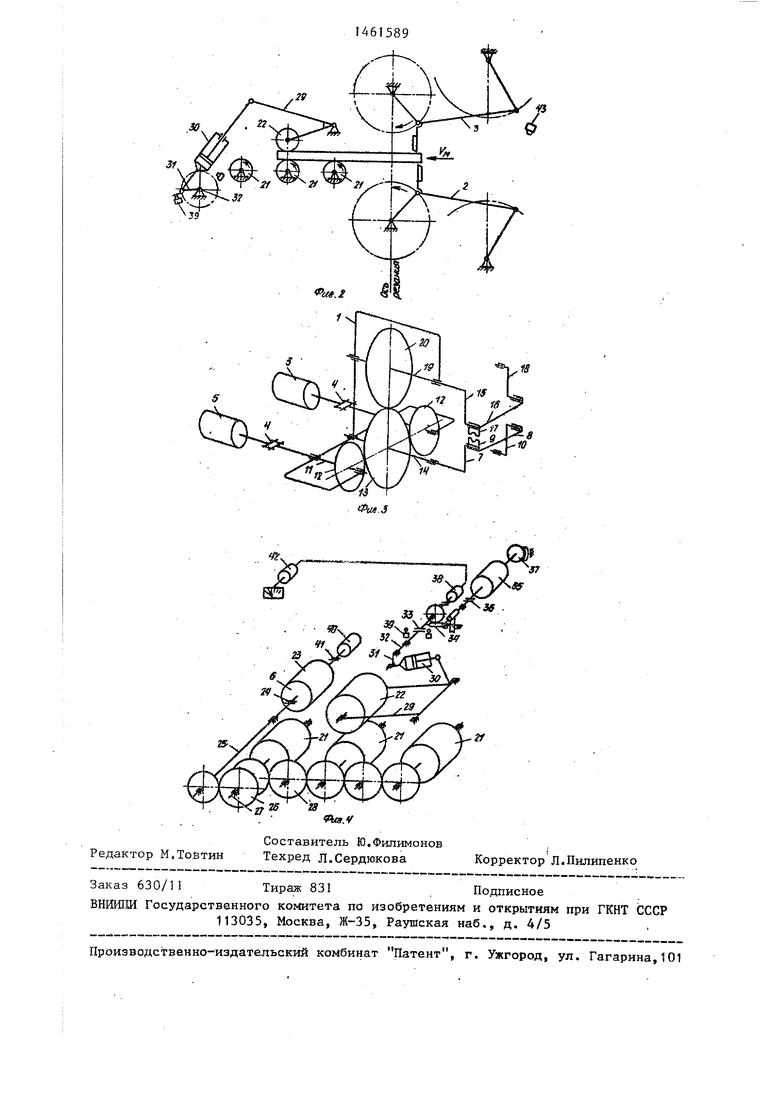
На фиг. I изображена схема летучих ножниц рри порезке проката на мерные длины; на фиг. 2 - то же, при порезке заднего конца полосы; на фиг. 3 - кинематическая схема рабо- чей клети ножниц; на фиг. 4 - кинематическая схема тянущих роликов.
Летучие ножницы содержат рабочую клеть , состоящую из нижнего 2 и верхнего 3 кривошипно-рычажных меха- ни;змо1з резания, муфты 4, соединяющие рабочую клеть1 с двигателями 5, а также механизм 6 тянущих роликов.
Нижний механизм 2 резания состоит из нижнего кривошип-а 7, шатуна 8 с укрепленным на нем ножом 9 и коромысла 10. Дпя вращения нижнего кривошипа 7 предназначен встроенный редуктор, состоящий из йалов 11 с закрепленными на них шестернями 12 и зубчатого колеса 13, закрепленного на валу 14 нижнего кривошипа 7.
верхний механизм 3 реЗания состоит из верхнего кривошипа 15, шатуна 16 с укрепленным на нем ножом 17 и коромысла 18. Вал 19 верхнего кривошипа 15 связан с валом 14 нижнего кривошипа 7 зубчатой передачей 20 с передаточным числом, равным единице. Механизм 6 тянущих роликов содержит три ни)кних приводных ролика 21 и
верхний холостой .ролик 22. Для вра- щения приводных роликов 21 предназначен двигатель 23, соединенный по-, средством Муфты 24 с валом-шестерней 25, находящейся в зацеплении с зубчатым колесом 26, укрепленным на валу 27 шестеренной клети 28 приводных роликов 21.
Хвостовой ролик 22 установлен на поворотном рычаге 29, связанном шар- нирно с цилиндром 30, корпус которого шарнирно установлен на кривошипе 31 регулировки раствора роликов, вал которого 32 посредством муфты 33 соединен с червячным редуктором 34.
Для вращения вала 32 кривошипа 31 предназначен двигатель 35, соединенный с редуктором 34 посредством муфты 36. Двигатель 34 снабжен тормозом 37. Для и:змерения угла поворота рычага.29 предназначен сельсин-датчик 38, установленный на тихоходном валу редуктора 34. На валу 32 кривошипа 31 установлены бесконтактные путевые выключатели 39, предназначенные для ограничения угла поворота рычага.
Для согласования cKOpocTis роликов со скоростью летучих нижниц и скоростью движения разрезаемого проката на двигателе 23 установлен датчик импульсов 40, соединенный с двигателем 23 муфтой 41. Сельсин-датчик связан с сельсином-приемником 42, со шкалой-указателем, установленной на пульте управления. Перед осью резания на расстоянии 2,8-3 мм установлен фотодатчик 43.
Летучие ножницы работают следуют щим образом.
тянущих размер,
3
Перед процессом резки проката производится регулировка механизма роликов на нужный по высоте т.е. установка расстояния между верхним роликом 22 и нижним средним роликом 21, соответствующег высоте разрезаемого проката. От элетродвигателя 35 через муфту 36 вращение передается на быстроходный ва червячного редуктора 34. Далее вращение передается от тихоходного вал червячного редуктора 34 через муфту 33 на кривошипный вал 32. При повороте вала 32 происходит поворот кривошипа 31, который шарнирно связан с цилиндром 30, который, в свою очередь, шарнирно связан с поворотным рычагом 29 верхнего ролика 22. Следвательно, при повороте кривошипа 31 происходит перемещение верхнего ролика 22 относительно нижнего 21. Уго поворота кривошипа 31 замеряется сельсином-датчиком 38. Значение угла поворота кривошипа передается на шкалу сельсина-приемника 42, установленного на пульте управления ножниц Мгновенную остановку двигателя 35 при помощи тормоза 37 оператор производит тогда, когда стрелка указателя покажет значение раствора роликов, выбранное для данного по высоте профиля проката. Для исключения поворота кривошипного вала 32 угол поворота кривошипа ограничен в крайних положениях конечными выключателями 39. Регулировка усилия прижатия проката роликами осуществляется цилиндром 30 Конкретную длину заготовки получают регулированием скорости вращения кривошипов ножниц.
После настройки ножницы готовы к работе.
Заготовка по рольгангу (не показан) от последней клети стана поступает в зону резания верхнего 3 и Нижнего 2 механизмов резания. Порезан- на заготовка транспортируется нижними приводными роликами, вращение которых осуществляется от двигателя 23 через муфту 24, зубчатую пару 25-26 и шестеренную клеть 28. При этом верхний холостой ролик 22 находится в верхнем положении, в котором удерживается цилиндром 30.
Команда на опускание верхнего ролика дается от фотодатчика 43 при его затемнении (после ухода заднего конца полосы). Ролик 22 опускается
и осуществляет прижим заготовки к среднему приводному ролику.
В таком положении происходит рез заднего конца полосы.
Конструкция летучих ножниц позволяет расширить их технологические возможности за счет резки последних коротких штук проката и отрезания заднего конца полосы. Обеспечивается фиксированный захват -последних коротких штук проката, т.е. надежная транспортировка их и синхронизация по скорости с роликами, что дает возможность осуществить более полный раскрой заготовок при резке его на короткие длины, а также уменьшить количество металла, поступающего в ходы по причине немерной резки задних концов проката, т.е. повьшгается выход годного. -
Формула изобретения
f
25зо
новленного и регулируемого по углу кривошипа, палец которого шарнирно связан с корпусом силового цилиндра, при этом холостой ролик смонтирован 45 на свободном плече двуплечего рычага и расположен от плоскости резания на расстоянии большем, чем расстояние от оси качания двуплечего рычага до плоскости резания.
0
5
30
ЧК
.f
21
| Летучие ножницы | 1981 |
|
SU1028442A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
