Изобретение относится к оборудованию для переработки (отделки) полосового проката и может быть использовано при производстве сортовых холодногнутых профилей из относительно тонкой и неширокой полосовой заготовки.
В качестве заготовки для таких профилей обычно используется рулонная холоднокатаная полосовая сталь с пределом прочности σb ≤ 650 Мпа, которая перед профилированием разрезается на мерные длины ножницами того или иного типа (например, летучими барабанными), установленными непосредственно перед профилегибочным станом. Как правило, перед ножницами располагаются подающие ролики, которые на станах легкого типа могут одновременно служить и тянущими роликами, транспортирующими полосовую заготовку от разматывателя к ножницам. Режущие устройства профилегибочных агрегатов описаны, например, в книге под ред. И.С.Тришевского "Производство гнутых профилей (оборудование и технология)", М., "Металлургия", 1982, с. 132-144, а конструкции летучих барабанных ножниц с подающими роликами - в книге А.А.Королева "Механическое оборудование прокатных и трубных цехов", М., "Металлургия", 1987, с. 121-125.
Известно режущее устройство (ножницы барабанного типа) с выступающими во время резки ножами, у которых на верхнем барабане нож жестко закреплен в пазу посредством клиновой колодки, а в пазу нижнего барабана закреплена П-образная рамка с ножом, выдвижение которого происходит автоматически (см. пат. США 3057239, кл. 83-337, опубл. 09.10.62 г.). Недостатком этого устройства является сложность его конструкции и эксплуатации, что повышает производственные затраты.
Известны также барабанные летучие ножницы, у которых вертикальная осевая плоскость барабанов находится внутри их поперечных пазов, а на большем барабане выполнен дополнительный сквозной паз с прямым углом в поперечном сечении и отверстиями на его вертикальной грани для регулировки ножа болтами (см. пат. РФ 2103117, кл. В 23 D 5/12, опубл. 27.01.98). Недостаток таких ножниц - возможность получения большого "разбега" длин разрезаемых полос, что приводит к излишнему расходу металла.
Наиболее близким аналогом к заявляемому устройству является режущее устройство по пат. РФ 2103118, кл. В 23 D 25/12, опубл. 27.01.98.
Это устройство содержит барабанные ножницы, в поперечных пазах барабанов которых размещены ножи, с приводным нижним валом и приводом верхнего вала через шестерни, и пару подающих горизонтальных роликов, кинематически связанных с нижним валом ножниц, и характеризуется тем, что барабаны имеют разные диаметры с соотношением их по окружностям реза в пределах 1,2...1,4, а ножи в пазах барабанов крепятся с помощью трех клиньев каждый.
Недостатком конструкции этого устройства является возможность получения штанг с повышенным "разбегом" длин и ухудшения геометрии готовых профилей из-за недостаточного центрирования разрезаемой полосы.
Действительно, наличие только подающих роликов перед ножницами может привести к проскальзыванию протягиваемой полосы между роликами (при недостаточном тянущем усилии), что увеличит "разбег" длин отрезаемых штанг. Отсутствие же вертикальных центрирующих роликов перед ножницами может привести к недопустимой (для изготовления гнутых профилей) косине реза, что ухудшает их геометрию. В обоих случаях это приводит к увеличению расхода металла, в том числе из-за роста брака.
Технической задачей изобретения является уменьшение расхода металла при производстве сортовых гнутых профилей малых сечений и улучшение их геометрии за счет повышения точности порезки формуемой полосы на мерные длины и ее центрирования.
Для решения этой задачи у тянуще-режущего блока профилегибочного агрегата, содержащего барабанные ножницы, с установленными в станинах на валах барабанами, в поперечных пазах которых размещены ножи, с приводным нижним валом и приводом верхнего вала через шестерни, и пару подающих горизонтальных роликов, кинематически связанных с нижним валом ножниц, на выходе из блока дополнительно установлена пара горизонтальных роликов, из которых нижний кинематически связан с нижним валом ножниц, и приводными выполнены только нижние ролики, а между подающими роликами и ножницами смонтированы с возможностью индивидуального перемещения по вертикали две пары вертикальных роликов с изменяемым поперечным расстоянием между роликами, при этом в станине ножниц со стороны управления и на уровне пересечения окружностей реза их ножей выполнено овальное отверстие, а верхняя шестерня ножниц составлена из двух зубчатых колес одинаковой ширины и с возможностью поворота одной из них на валу в пределах угла 1,0o...1,5o.
Величина этого угла определена опытным путем (см. ниже).
Сущность найденного технического решения заключается в совершенствовании конструкции известного режущего устройства (пат. РФ 2103118) за счет установки в тянуще-режущем блоке дополнительных пары горизонтальных и двух пар вертикальных роликов, а также в улучшении настройки ножниц, что улучшает качество реза и гнутых профилей, формуемых из разрезаемой полосы, и в конечном итоге уменьшает расход металла при производстве таких профилей.
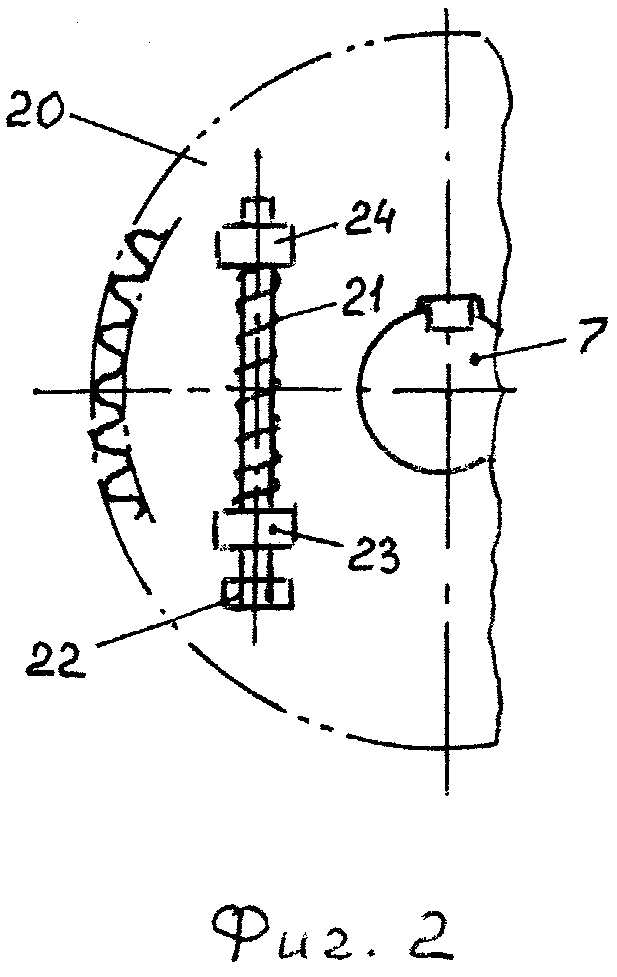
Предлагаемый тянуще-режущий блок схематично показан на фиг.1 (вид со стороны управления), а на фиг.2 - вариант выполнения возможного поворота на верхнем валу на заданный угол одной из половин верхней шестерни барабанных ножниц.
Блок содержит пару горизонтальных подающих роликов 1 (стрелкой показано направление движения полосы); расположенные за ними две пары вертикальных роликов 2, установленных на осях 3; барабанные ножницы с верхним 4 и нижним 5 барабанами, смонтированными в станинах 6 на валах 7 и 8, и дополнительную пару горизонтальных роликов 9 за ножницами. Все узлы блока установлены на общей плитовине 10, что позволяет снимать и устанавливать на агрегате весь блок целиком.
Нижние валы 11 и 12 горизонтальных роликов и ножниц 8 через звездочки 13 кинематически связаны между собой, например, цепью Галля 14, для натяжения которой на станине установлена натяжная звездочка 15. Как показала опытная проверка блока (см. ниже), при наличии у горизонтальных роликов нажимного устройства (стяжных подпружиненных винтов) для надежного транспортирования и натяжения полосы достаточно иметь приводными только нижние ролики, что упрощает изготовление и эксплуатацию этих узлов.
Оси вертикальных роликов 3 ввинчиваются в опоры 16 и фиксируются гайками 17, что позволяет устанавливать ролики 2 на разной высоте; это необходимо при несимметричном износе рабочей поверхности роликов. Расстояние между опорами 16 может изменяться в зависимости от ширины полосы.
В одной из станин ножниц 6, расположенной со стороны управления блоком, на уровне пересечения окружностей реза 18 выполнено овальное отверстие 19, позволяющее контролировать величины радиального их перекрытия и горизонтального зазора при настройке ножниц.
Верхний вал 7 ножниц приводится во вращение от нижнего с помощью пары шестерен, установленных со стороны привода блока, т.е. противоположно стороне управления. Для того чтобы избежать "люфта" в зубчатом зацеплении шестерен, который неизбежно приводит к увеличению зазора между ножами и, как следствие, к ухудшению качества реза (появлению заусенца на торцах штанг), верхняя шестерня выполнена из двух зубчатых колес одинаковой ширины.
Показанное на фиг. 2 приспособление позволяет одной из половин верхней шестерни 20 проворачиваться на валу 7 в пределах заданного угла (ширина шпоночного паза этой половины несколько больше ширины шпонки), обеспечивающего плотный контакт зубьев верхних и нижних шестерен при их вращении. Сдвиг зубьев обеих половин верхней шестерни (и проворот одной из них на валу) осуществляется с помощью двух пружин сжатия 21 (см. фиг.2), деформация которых производится стяжными болтами 22, проходящими каждый через отверстия двух штифтов. Один из этих штифтов (23) укреплен на поверхности, например, левой половины верхней шестерни (внешней по отношению к станине ножниц со стороны привода), а второй штифт (24) проходит сквозь отверстие в этой половине шестерни (диаметр отверстия больше диаметра штифта) и ввинчивается в поверхность другой половины шестерни, сопряженной с первой. При вращении (и перемещении) стяжного болта 22 происходит сжатие пружины 21 и проворот одной из половин верхней шестерни 20 на валу 7: зубья двух зубчатых колес этой шестерни упираются в зубья нижней шестерни.
Перед разрезкой полосовая заготовка (ее передний конец) из разматывателя профилегибочного агрегата поступает в подающие ролики 1 и протягивается ими до вертикальных роликов 2, где центрируется, а затем проходит в зазор между барабанами ножниц и захватывается горизонтальными роликами 9 на выходе из блока. Непосредственно за блоком по ходу профилирования установлена 1 (задающая) клеть стана с вводными проводками, причем расстояние от этой клети до ножниц меньше минимальной длины отрезаемой штанги (обычно 3 м). Полоса, захваченная валками I клети, через некоторое время разрезается с получением требуемой ее длины и подвергается формовке.
Опытную проверку заявляемого устройства осуществляли на агрегате "0,5-2,5" ЗАО "Прокат - гнутый профиль" ОАО "Магнитогорский меткомбинат" при профилировании полосовой заготовки толщиной 0,5...2,5 мм и шириной 50...250 мм из сталей с пределом прочности σb ≤ 500 МПа. Качество реза, длина гнутых профилей и их геометрия оценивались в сравнении с профилями, полученными при использовании известного режущего устройства (по пат. РФ 2103118).
"Сдвиг" одной из половин верхней шестерни показал, что угол поворота в 1,0-1,5o достаточен, а при меньшей его величине наблюдается "люфт" в зацеплении.
"Разбег" длин при использовании предлагаемого устройства был меньше в 1,2...1,6 раза, выход гнутых профилей высокой точности размеров составил 62. ..78% (т.е. увеличился на 8...15%), а брак (по причине неудовлетворительного реза) до 0,1%. В результате этого расход металла был меньше, чем при использовании известного режущего устройства в среднем на 1,5%.
Таким образом, опытная проверка подтвердила приемлемость заявляемого объекта для решения поставленной задачи и его преимущества перед известным объектом.
По данным Центральной лаборатории ММК использование найденного технического решения при производстве сортовых гнутых профилей малых сечений позволит снизить их себестоимость не менее чем на 5% (за счет уменьшения расхода металла, в том числе от уменьшения брака почти в 1,5 раза), а увеличение выхода проката высокой точности даст соответствующее увеличение прибыли.
Пример конкретного выполнения
Тянуще-режущий блок профилегибочного агрегата для полосовой заготовки толщиной 0,5...2,5 мм и шириной 50...250 мм с σb ≤ 500 МПа состоит из узлов, показанных на фиг.1 и 2. Максимальная скорость движения полосы 0,8 м/с, диапазон длин при порезке 3...6 м.
Диаметр подающих горизонтальных роликов 160 мм. Дополнительных 161 мм (это обеспечивает постоянное натяжение полосы), длина их бочек 260 мм; диаметр рабочей части вертикальных роликов 40 мм, величина их перемещения по вертикали 9 мм. Давление горизонтальных роликов на полосу регулируется стяжными винтами, размещенными в подушках роликов.
Диаметр верхнего барабана ножниц 369 мм, нижнего 305 мм, ширина барабанов 260 мм. Положение ножей, установленных в пазах барабанов, регулируется как по вертикали, так и по горизонтали. В станине ножниц со стороны управления блоком на высоте 275 мм от основания имеется овальное отверстие 80•60 мм.
Нижний вал ножниц приводится во вращения от двигателя с N = 16 кВт через двухступенчатый редуктор. Шестерня верхнего вала (модуль зацепления m = 8) состоит из двух половин шириной 40 мм каждая, одна из которых может проворачиваться на валу в пределах 1,0o...1,5o.
На всех нижних валах со стороны управления блоком установлены звездочки для цепи Галля с = 15,875 мм.
Все узлы смонтированы на общей плитовине площадью 1150•550 мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| РАЗМАТЫВАТЕЛЬ ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2183524C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
Изобретение относится к оборудованию для переработки полосового проката, в частности к оборудованию для производства сортовых холодногнутых профилей проката. Тянуще-режущий блок профилегибочного агрегата содержит барабанные ножницы с установленными в станинах на валах барабанами. Приводным выполнен нижний вал, который кинематически связан с парой подающих горизонтальных роликов. Привод верхнего вала осуществляется через шестерни. В поперечных пазах барабанов размещены ножи. На выходе блока установлена пара горизонтальных роликов. Нижний ролик этой пары кинематически связан с нижним валом ножниц. Между подающими роликами и ножницами смонтированы с возможностью индивидуального перемещения по вертикали две пары вертикальных роликов. Расстояние между ними изменяется в поперечном направлении. В станине ножниц со стороны управления и на уровне пересечения окружностей реза их ножей выполнено овальное отверстие. Верхняя шестерня ножниц состоит из двух зубчатых колес одинаковой ширины, одно из которых имеет возможность поворота. В результате обеспечивается уменьшение расхода металла при производстве сортовых гнутых профилей малых сечений и улучшение их геометрии. 2 ил.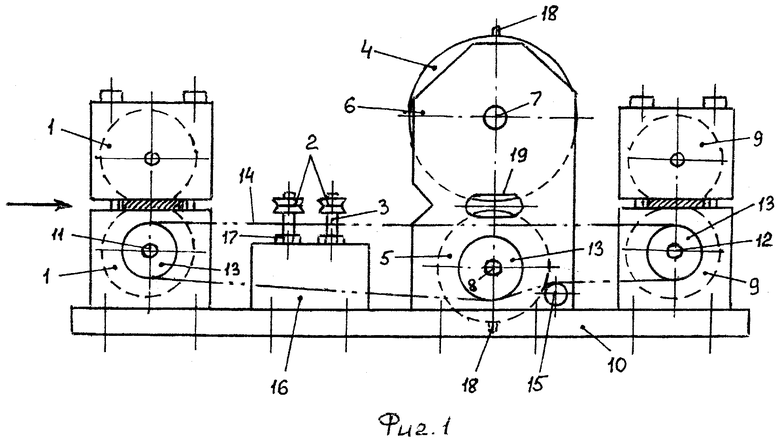
Тянуще-режущий блок профилегибочного агрегата, преимущественно легкого типа, содержащий барабанные ножницы с установленными в станинах на валах барабанами, в поперечных пазах которых размещены ножи, с приводным нижним валом и приводом верхнего вала через шестерни и пару подающих горизонтальных роликов, кинематически связанных с нижним валом ножниц, отличающийся тем, что он дополнительно содержит на выходе пару горизонтальных роликов, из которых нижний кинематически связан с нижним валом ножниц, и приводными выполнены только нижние ролики, а между подающими роликами и ножницами смонтированы с возможностью индивидуального перемещения по вертикали две пары вертикальных роликов с изменяемым поперечным расстоянием между роликами, при этом в станине ножниц со стороны управления и на уровне пересечения окружностей реза их ножей выполнено овальное отверстие, а верхняя шестерня ножниц составлена из двух зубчатых колес одинаковой ширины и с возможностью поворота одной из них на валу в пределах угла 1,0-1,5o.
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 0 |
|
SU264121A1 |
| Барабанные летучие ножницы | 1978 |
|
SU880641A1 |
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 1992 |
|
RU2049604C1 |
| US 4305317, 15.12.1981 | |||
| US 4399727, 23.08.1983 | |||
| ВЫСОКОЭФФЕКТИВНЫЙ ТЕПЛООБМЕННИК ДЛЯ СВОБОДНОГО ОТ КРИОГЕНА МАГНИТА ДЛЯ МАГНИТНО-РЕЗОНАНСНОЙ ТОМОГРАФИИ (MRI) | 2012 |
|
RU2606036C2 |

