Изобретение относится к технике неразрушающего контроля качества материалов и изделий и может быть использовано для ультразвукового контроля изделий, имеющих большое интегральное затухание ультразвука.
Известен способ ультразвукового эхо-импульсного контроля изделий, при котором величина затухания ультразвука оценивается по изменению амплитуды принятого эхо-сигнала по сравнению с амплитудой зондирующего сигнала [1] .
Известен способ оценки параметров контролируемого материала с большим затуханием ультразвука, при котором сравнивается частота, соответствующая максимуму амплитуды спектра эхо-сигнала, с частотой, соответствующей максимуму амплитуды спектра зондирующего сигнала, и по разности частот судят о параметрах контролируемого материала, например о твердости чугуна [2] .
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ ультразвукового контроля, заключающийся в том, что в изделие вводят широкополосный ультразвуковой зондирующий сигнал, принимают отраженный широкополосный эхо-сигнал, производят его синхронное детектирование, заключающееся в сдвиге спектра принятого эхо-сигнала в область низких частот путем перемножения с опорным гармоническим сигналом и выделении низкочастотной части этого спектра, а по амплитуде полученного в результате синхронного детектирования видеосигнала судят о качестве изделия [3] .
Недостатком известного способа являются низкие чувствительность и достоверность контроля, обусловленные тем, что синхронное детектирование производится на несущей (или средней) частоте зондирующего сигнала. Действительно, в результате того, что затухание ультразвука в большинстве материалов растет с частотой, спектр принятого эхо-сигнала искажается - более высокочастотные составляющие спектра затухают в большей степени, чем низкочастотные, и максимальная амплитуда спектра принятого эхо-сигнала смещается вследствие этого в область более низких частот по сравнению с несущей (или средней) частотой зондирующего сигнала. Это смещение тем больше, чем больше интегральное затухание ультразвука в контролируемом изделии.
Пpи синхронном детектировании на частоте, соответствующей несущей (или средней) частоте зондирующего сигнала, выделяются не все частотные составляющие спектра принятого эхо-сигнала, вследствие чего амплитуда выделенного видеоимпульса оказывается меньше истинной амплитуды принятого эхо-сигнала. В то же время затухание сигнала акустической наводки (с излучающего преобразователя на приемный) обычно незначительно, спектр этого сигнала в основном совпадает со спектром зондирующего сигнала. При синхронном детектировании сигнала акустической наводки на несущей частоте происходит выделение почти всех его частотных составляющих, в результате чего этот сигнал почти не подавляется.
Таким образом, в известном способе наблюдается снижение отношения эхо-сигнал/акустическая наводка, что и ведет к низкой чувствительности и достоверности контроля.
Целью изобретения является повышение чувствительности и достоверности контроля изделий с большим затуханием ультразвука.
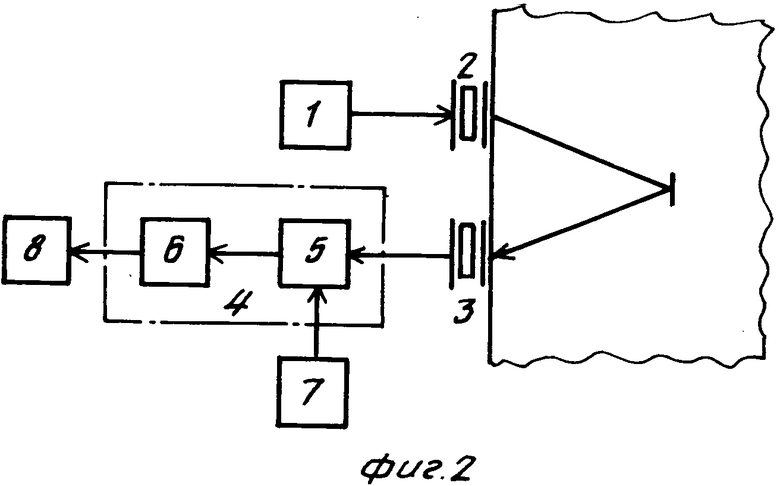
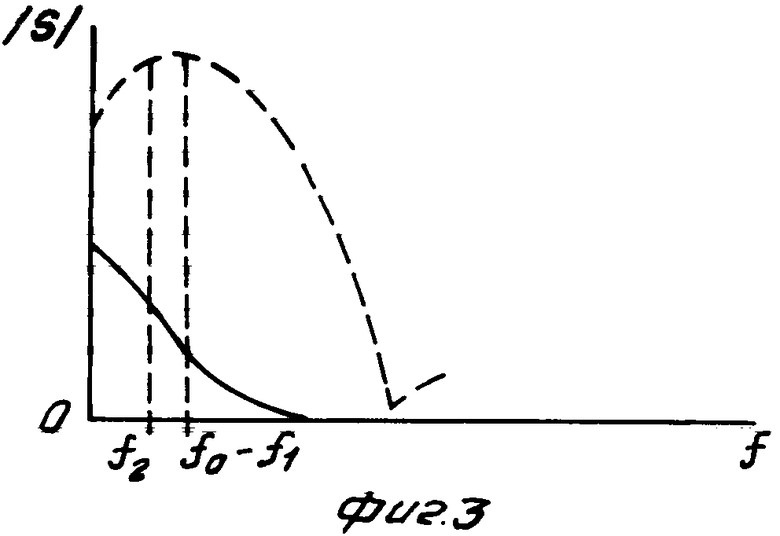
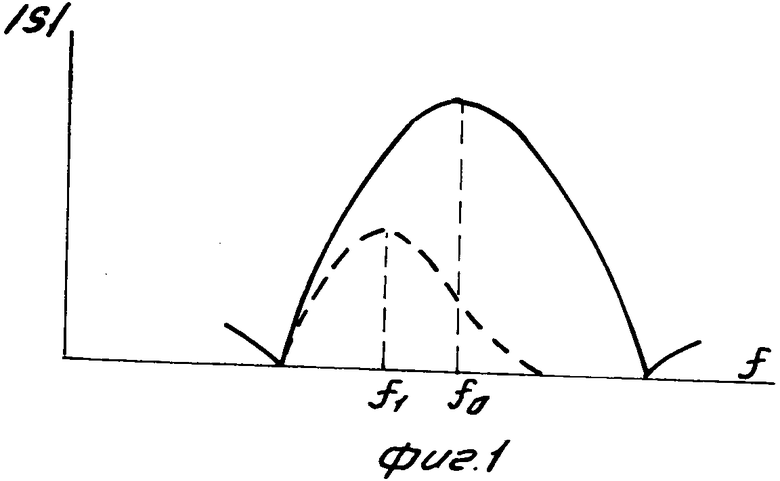
На фиг. 1 показаны сплошной линией - спектр зондирующего сигнала с несущей (или средней) частотой fo, пунктирной линией - спектр принятого эхо-сигнала с частотой максимума f1; на фиг. 2 - структурная схема ультразвукового дефектоскопа, реализующего предлагаемый способ ультразвукового контроля; на фиг. 3 - спектры принятого эхо-сигнала (сплошная линия) и сигнала акустической наводки (пунктирная линия) после перемножения с опорным гармоническим сигналом на частоте f1.
Предлагаемый способ ультразвукового контроля материалов с большим затуханием ультразвука заключается в следующем. В контролируемое изделие вводят широкополочный (например, короткоимпульсный) зондирующий сигнал с несущей (или средней) частотой fo. Из-за большой величины и частотной зависимости затухания ультразвука в материале изделия отраженный от дефекта эхо-сигнал на выходе из изделия имеет максимум спектра на частоте f1, меньшей частоты fo. Принятый эхо-сигнал перемножают с опорным гармоническим сигналом, причем частоту последнего уменьшают от значения fo до значения f1, при которой наблюдается максимум принятого сигнала. Фиксируют это значение частоты опорного гармонического сигнала и с помощью фильтра низких частот выделяют принятый эхо-сигнал на частоте f2 ≅ fo - f1.
Cигнал акустической наводки, возникающий за счет прохождения зондирующего сигнала по поверхности контролируемого изделия от излучающего преобразователя к приемному, претерпевает меньшие искажения по сравнению с эхо-сигналом и частота максимума его спектра почти совпадает с несущей частотой fo. Перемножение сигнала акустической наводки с опорным гармоническим сигналом, имеющим частоту f1 и выделение фильтром низких частот на частоте f2 ≅ fo - f1 приводят к тому, что основные более высокочастотные составляющие спектра сигнала акустической наводки отфильтровываются, и тем самым этот сигнал частично подавляется. Последнее в сочетании с выделением максимума полезного эхо-сигнала приводит к повышению отношения эхо-сигнал/акустическая наводка, и тем самым к повышению чувствительности и достоверности контроля изделий с большим затуханием ультразвука.
Предлагаемый способ реализуют следующим образом.
Генератор 1 (фиг. 2) формирует возбуждающий радиоимпульсный сигнал с несущей (или средней частотой fo). Широкополосный излучающий преобразователь 2 преобразует без искажения спектра возбуждающий сигнал в ультразвуковой зондирующий сигнал и излучает последний в контролируемое изделие. Широкополосный приемный преобразователь 3 преобразует без искажения спектра принятый ультразвуковой сигнал в его электрическую копию, состоящую из сигнала акустической наводки и полезного, отраженного от дефекта, эхо-сигнала.
Максимум спектра сигнала акустической наводки находится на частоте fo, а эхо-сигнала-частоте f1 (фиг. 1). Принятый сигнал обрабатывают в синхронном детекторе 4, состоящем из перемножителя 5 и фильтра низких частот 6 (фиг. 2). Перемножитель 5 перемножает принятый сигнал с опорным гармоническим сигналом, снимаемым с выхода отдельного перестраиваемого генератора опорной частоты 7. Частоту опорного сигнала устанавливают сначала равной несущей (или средней) частоте fo, а затем в процессе контроля плавно изменяют до значения f1, при которой эхо-сигнал имеет максимальную амплитуду. Фильтр низкой частоты 6 попускает частоты от нулевой до величины f2 ≅ fo - f1. При этом происходит частотное разделение спектров полезного эхо-сигнала и сигнала акустической наводки, что позволяет повысить отношение эхо-сигнал/акустическая наводка. Сигнал с выхода синхронного детектора 4 поступает на индикатор 8, в качестве которого может быть использован осциллограф.
Таким образом, использование перестраиваемого независимого генератора опорного сигнала и выделение принятого сигнала на частоте, равной или меньшей разности несущей (или средней) частоты зондирующего сигнала и частоты, соответствующей максимуму спектра принятого эхо-сигнала, позволяет повысить отношение эхо-сигнал/акустическая наводка, что выгодно отличает предлагаемый способ ультразвукового контроля от прототипа, в конечном счете повышает чувствительность и достоверность контроля и увеличивает сферу применения предлагаемого способа ультразвукового контроля. (56) 1. Ермолов И. Н. Теория и практика ультразвукового контроля. М. : Машиностроение, 1981, с. 89.
2. Дефектоскопия, 1985, N 3, с. 59-61.
3. Дефектоскопия, 1990, N 9, с. 3-20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2613567C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 1996 |
|
RU2106625C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2001 |
|
RU2204829C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2010 |
|
RU2444009C1 |
| СПЛИТ-СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1997 |
|
RU2126538C1 |
| Резонансный способ ультразвуковой толщинометрии | 2016 |
|
RU2648292C1 |
| РЕЗОНАНСНЫЙ СПОСОБ УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕТРИИ | 2007 |
|
RU2354932C2 |
| Способ исследования микрообразцов с помощью сфокусированных ультразвуковых волн | 1989 |
|
SU1682779A1 |
| Способ определения акустической плотности | 2017 |
|
RU2657314C1 |
| СПОСОБ РАСПОЗНАВАНИЯ МАТЕРИАЛОВ АКУСТИЧЕСКИХ ЦЕЛЕЙ | 2016 |
|
RU2635829C2 |
Изобретение относится к технике неразрушающего контроля качества материалов и изделий и может быть использовано для неразрушающего контроля изделий, имеющих большое интегральное затухание ультразвука. Цель изобретения - повышение чувствительности и достоверности контроля. Это достигается тем, что в изделие вводят широкополосный ультразвуковой зондирующий сигнал, принимают отраженный от дефекта широкополосный эхо-сигнал, опорным гармоническим сигналом сдвигают спектр принятого сигнала в область низких частот, уменьшают частоту опорного сигнала от значения, равного несущей (или средней) частоте зондирующего сигнала, до значения, соответствующего максимуму амплитуды спектра принятого эхо-сигнала, фиксируют эту частоту, выделяют низкочастотную часть спектра принятого сигнала на частоте, равной или меньшей разности несущей (или средней) и зафиксированной частот, а по амплитуде выделенного эхо-сигнала судят о качестве изделия. 3 ил.
СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С БОЛЬШИМ ЗАТУХАНИЕМ УЛЬТРАЗВУКА, заключающийся в том, что в изделие вводят широкополосный зондирующий сигнал, принимают отраженный от дефекта эхо-сигнал, сдвигают спектр принятого сигнала в область низких частот опорным гармоническим сигналом, а о качестве изделия судят по низкочастотной части спектра принятого эхо-сигнала, отличающийся тем, что, с целью повышения чувствительности и достоверности контроля, уменьшают частоту опорного гармонического сигнала от значения, равного несущей частоте зондирующего сигнала, до значения, соответствующего максимуму амплитуды спектра принятого эхо-сигнала, фиксируют эту частоту, а выделение низкочастотной части спектра принятого эхо-сигнала производят на частоте, равной или меньшей разности несущей и зафиксированной частот.
