Изобретение относится к области ультразвуковой (УЗ) ЭХО-импульсной дефектоскопии.
Известен способ ультразвукового контроля материалов и изделий (см. патент RU 2444009 C1, опублик. 27.02.2012). Сущность заключается в том, что в изделии зондирующим сигналом возбуждают ультразвуковые колебания, принимают эхо-сигналы и накапливают их в накопителе, а по результату накопления импульсов определяют параметры контролируемого изделия, при этом в изделие излучают 2N, где N - целое число и больше нуля, фазоманипулированных комплиментарными кодами Голея импульсов, причем первые N радиоимпульсов модулируют первой последовательностью Голея, вторые N радиоимпульсов модулируют второй последовательностью Голея, а каждый радиоимпульс принимаемого сигнала перед накоплением оптимально фильтруют.
Также известно изобретение, которое относится к технике неразрушающего контроля качества материалов и изделий и может быть использовано для неразрушающего контроля изделий, имеющих большое интегральное затухание ультразвука (см. патент RU 2006852 C1, опублик. 30.01.1994). Это достигается тем, что в изделие вводят широкополосный ультразвуковой зондирующий сигнал, принимают отраженный от дефекта широкополосный эхо-сигнал, опорным гармоническим сигналом сдвигают спектр принятого сигнала в область низких частот, уменьшают частоту опорного сигнала от значения, равного несущей (или средней) частоте зондирующего сигнала, до значения, соответствующего максимуму амплитуды спектра принятого эхо-сигнала, фиксируют эту частоту, выделяют низкочастотную часть спектра принятого сигнала на частоте, равной или меньшей разности несущей (или средней) и зафиксированной частот, а по амплитуде выделенного эхо-сигнала судят о качестве изделия.
Известные устройство и способ ультразвукового неразрушающего контроля предусматривают удлиненную ленту из проводящего ультразвук материала, присоединенную проксимальным концом к испытуемому объекту (см. патент EA 15437 B1, опублик. 30.08.2011). Удлиненная лента имеет поперечное сечение с соотношением ширины и толщины больше единицы, согласованное с ультразвуковым преобразователем, возбуждение которого создает, по существу, не подверженный дисперсии ультразвуковой сигнал для распространения вдоль удлиненной ленты к проксимальному концу и вхождения в испытуемый объект. Эти не подверженные дисперсии импульсы в особенности пригодны для измерений времени пролета, измерений толщины, измерения трещин и т.п. Удлиненная лента помогает отделить преобразователь от возможной агрессивной среды, в которой находится испытуемый объект.
Отличие заявленного изобретения от известных заключается в том, что известные способы ультразвукового неразрушающего контроля не отвечают условиям с технологической и потребительской точек зрения, причем, от реализации заявленного способа достигается отсутствие паразитного сигнала электрической наводки, что повышает достоверность ультразвукового неразрушающего контроля.
Один из недостатков УЗ дефектоскопии - электроакустическая наводка. Электрическая и акустическая наводки формируют мертвую зону, которая ограничивает возможности обнаружения дефектов вблизи от рабочей поверхности пьезопреобразователя. Импульсная паразитная наводка может маскировать небольшой по амплитуде эхо-сигнал от близко расположенного к поверхности дефекта небольшого размера. Электроакустическая наводка состоит, в свою очередь, из двух компонент - электрической и акустической составляющих.
Электрическая составляющая паразитного сигнала наводки присутствует и не меняет своей формы и амплитуды вне зависимости от того, расположен пьезопреобразователь на поверхности контролируемого объекта и акустически контактирует с ним или не касается поверхности объекта.
Акустическая составляющая может не менять свою амплитуду и формы в случае, если акустическое сопротивление пьезопреобразователя (со стороны плоскости апертуры) значительно больше акустического сопротивления, из которого выполнен контролируемый объект (маловероятный вариант), либо будет менять свою форму, если акустическое сопротивление материала контролируемого объекта мало отличается от акустического сопротивления преобразователя или превышает его (наиболее вероятный вариант). В последнем случае амплитуда и форма акустической наводки будет изменяться в зависимости от акустических свойств материала контролируемого объекта. Но для вполне определенного материала объекта контроля форма электроакустической наводки не будет зависеть от координаты точки контроля. Другими словами, при сканировании пьезопреобразователем вдоль поверхности контролируемого объекта, форма и амплитуда электроакустической наводки существенно не меняется.
Технический результат заявленного изобретения заключается в повышении достоверности ультразвукового неразрушающего контроля. Для этого предполагается до начала контроля изделия запомнить только сигнал паразитной электроакустической наводки и далее, в процессе контроля, каждый раз вычитать ее из эхо-сигналов, регистрируемых в каждой из точек контроля.
Практически способ реализуется в два этапа. На первом этапе реализации предлагаемого способа контроля опорный эхо-сигнал электроакустической наводки регистрируется и запоминается в блоке накопителя. Опорный сигнал формируется следующим образом: из материала, идентичного материалу контролируемого образца изготавливается бездефектный эталонный стандартный образец (СО), бездефектность которого гарантируется применением других методов испытаний (например, УЗ теневого или рентгеновского метода). Размер контролируемой толщины этого бездефектного эталонного образца выбирается большим, чем максимальная толщина контролируемого объекта, что гарантирует отсутствие каких-либо донных сигналов в пределах контролируемого интервала глубин. Таким образом, при установке на стандартный образец пьезоэлектрического преобразователя на первом этапе реализации предлагаемого способа контроля регистрируется и запоминается опорный сигнал электроакустической наводки.
Далее на втором этапе предлагаемого способа контроля пьезопреобразователь устанавливается на поверхность контролируемого изделия, регистрируется рабочий эхо-сигнал, который подается на первый вход блока вычитания, на второй вход которого подается сигнал из блока накопителя, а сигнал с выхода блока вычитания подается на индикатор. Таким образом, в индицируемом сигнале будет отсутствовать паразитный сигнал электрической наводки, что повысит достоверность контроля.
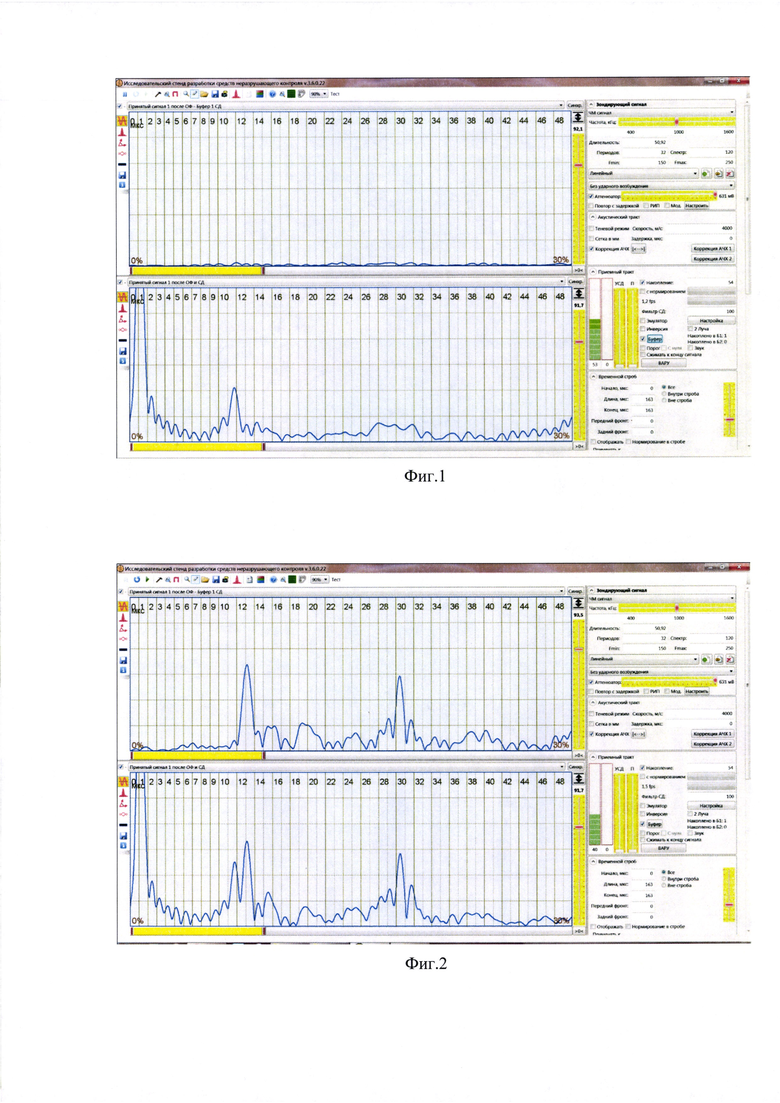
На фиг. 1 и фиг. 2 приведены скриншоты экрана дефектоскопа в различных режимах работы. На фиг. 1 в нижнем окне экрана дефектоскопа (называемого "Исследовательский стенд разработки средств неразрушающего контроля") приведена эпюра эхо-сигнала, полученного при установке пьезопреобразователя на стандартный образец, выполненный из оргстекла. Присутствуют два характерных импульса: первый импульс на задержке 1 мкс соответствует паразитной электрической наводке и второй импульс на задержке 12 мкс соответствует паразитной акустической наводке. В верхнем окне приведена эпюра сигнала на выходе вычитателя. Очевидно, вычитание сигнала самого из себя дает практически "0". Это означает практически полную компенсацию паразитного сигнала электроакустической наводки на стандартном образце. Перенесем пьезоэлектрический преобразователь на контролируемый образец, также изготовленный из оргстекла меньшей толщины, в котором выполнено боковое сверление. На фиг. 2. В нижнем окне приведена эпюра эхо-сигнала, на которой присутствуют паразитный сигнал электрической наводки (задержка 1 мкс), акустической наводки (задержка 12 мкс), эхо-сигнал от искусственного дефекта (бокового сверления, задержка 13 мкс) и донный эхо-сигнал (задержка 30,5 мкс). Сигнал акустической наводки, находящийся в непосредственной близости от эхо-сигнала от дефекта, может быть ошибочно квалифицирован как второй сигнал от дефекта, либо, если эхо-сигнал от дефекта будет иметь небольшую амплитуду, то его легко не заметить и пропустить на фоне сигнала акустической наводки. На фиг. 2 в верхнем окне экрана дефектоскопа показана эпюра сигнала с скомпенсированными сигналами электрической и акустической наводок. Хорошо идентифицируются сигнал от искусственного дефекта и донный эхо-сигнал. Сигнал электроакустической наводки полностью отсутствует.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2010 |
|
RU2444009C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТНОСТИ ТИТАНОВОГО ПРОКАТА | 2009 |
|
RU2406083C1 |
| СПЛИТ-СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1997 |
|
RU2126538C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2013 |
|
RU2523781C1 |
Использование: для ультразвуковой дефектоскопии. Сущность изобретения заключается в том, что на первом этапе опорный эхо-сигнал электроакустической наводки регистрируется и запоминается в блоке накопителя, при этом для формирования опорного сигнала из материала, идентичного материалу контролируемого образца, изготавливается бездефектный эталонный стандартный образец (СО), бездефектность которого гарантируется применением других методов испытаний, размер контролируемой толщины этого бездефектного эталонного образца выбирается большим, чем максимальная толщина контролируемого объекта, что гарантирует отсутствие каких-либо донных сигналов в пределах контролируемого интервала глубин; далее на втором этапе пьезопреобразователь устанавливается на поверхность контролируемого изделия, регистрируется рабочий эхо-сигнал, который подается на первый вход блока вычитания, на второй вход которого подается сигнал из блока накопителя, а сигнал с выхода блока вычитания подается на индикатор. Технический результат: повышение достоверности ультразвукового неразрушающего контроля. 2 ил.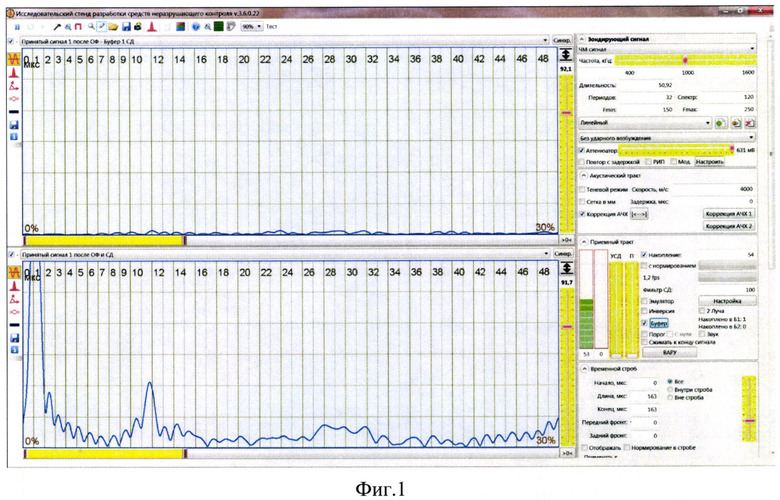
Способ ультразвукового неразрушающего контроля, заключающийся в том, что на первом этапе опорный эхо-сигнал электроакустической наводки регистрируется и запоминается в блоке накопителя, при этом для формирования опорного сигнала из материала, идентичного материалу контролируемого образца, изготавливается бездефектный эталонный стандартный образец (СО), бездефектность которого гарантируется применением других методов испытаний, размер контролируемой толщины этого бездефектного эталонного образца выбирается большим, чем максимальная толщина контролируемого объекта, что гарантирует отсутствие каких-либо донных сигналов в пределах контролируемого интервала глубин; далее на втором этапе пьезопреобразователь устанавливается на поверхность контролируемого изделия, регистрируется рабочий это-сигнал, который подается на первый вход блока вычитания, на второй вход которого подается сигнал из блока накопителя, а сигнал с выхода блока вычитания подается на индикатор.
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2010 |
|
RU2444009C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2011193C1 |
| Способ ультразвукового контроля качества изделий с соединением сваркой давлением | 1987 |
|
SU1483353A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛА | 2003 |
|
RU2246724C1 |
| US 20130303908A1, 14.11.2013 | |||
| JP 2008286640A, 27.11.2008. | |||

