Изобретение относится к области измерений, предназначено для неразрушающих испытаний ультразвуковыми методами и может быть использовано в различных отраслях машиностроения для толщинометрии образцов материалов и изделий, преимущественно крупногабаритных и с большим затуханием ультразвука.
Известен интегральный способ свободных колебаний, используемый при проверке стеклянной посуды, бандажей железнодорожных колес, ударных и струнных музыкальных инструментов и других объектов по «чистоте звона», вызываемого механическим ударом [см. Неразрушающий контроль и диагностика: Справочник / В.В.Клюев, Ф.Р.Соснин, А.В.Ковалев и др.; Под ред. В.В.Клюева, 2-изд., испр. и доп. М.: Машиностроение, 2003, 656 с.]. Появление в спектре колебаний дополнительных частот, например дребезжания, приводит к наличию дефектов. Колебания в абразивном круге возбуждают ударом молотка, регистрируют ответ микрофоном, усиливают и подают на систему обработки информации. Об отсутствии трещин судят по измерению основной частоты свободных колебаний. Частота свободных колебаний зависит от геометрии изделия и свойств его материала. Для объектов простой формы типа стержней, пластин основная частота поддается теоретическому расчету. Для более сложных изделий ее определяют экспериментально по заведомо доброкачественных изделиях и сравнивают с результатами текущего контроля. По длительности колебаний судят о затухании звука в материале объекта, при этом длительность уменьшается под влиянием множественных мелких дефектов.
Недостатком такого способа является низкая чувствительность, обуславливающая высокую погрешность контроля толщины, особенно при контроле крупногабаритных изделий, выполненных из материалов с высоким затуханием ультразвука.
Наиболее близким по технической сущности к изобретения является резонансной способ ультразвуковой толщинометрии с использованием вынужденных колебаний, описанный в [см. Неразрушающий контроль: Справочник: в 7 т. Под общей ред. В.В.Клюева. Т.3 Ультразвуковой контроль / И.Н.Ермолов, Ю.В.Ланге. - М.: Машиностроение, 2004, с.292-293]. Способ заключается в том, что в объекте контроля гармоническим сигналом возбуждают вынужденные колебания непрерывно меняющейся частоты, принимают эхо-сигнал и регистрируют амплитудно-частотную характеристику объекта контроля, измеряют значение частот, соответствующих максимуму амплитудно-частотной характеристики, на которых по толщине объекта контроля укладывается четное число полуволн, а значение толщины Н объекта контроля вычисляют по следующей формуле:
 ,
,
где n - номер гармоники;
С - скорость ультразвука;
fn - резонансная частота, соответствующая гармонике n.
По максимуму резонансной частоты определяют толщину объекта контроля.
Недостатком такого способа являются низкие точность и достоверность контроля, т.к. при сложной конфигурации контролируемых изделий в них в узком диапазоне частот может возбуждаться несколько частотных резонансов, значения которых определяются геометрическими размерами уступов, выступов, приливов, ступеней, опорных площадок и пр. и которые не позволяют идентифицировать искомый резонанс, связанный с измеряемым размером и точно измерить значение частоты, соответствующей его максимуму.
Техническая задача предлагаемого способа заключается в повышении точности и достоверности контроля.
Эта задача достигается тем, что в известном способе ультразвукового контроля, заключающемся в том, что в объекте контроля гармоническим сигналом возбуждают вынужденные колебания непрерывно меняющейся частоты, принимают эхо-сигнал, регистрируют амплитудно-частотную характеристику объекта контроля и по максимуму резонансной частоты определяют толщину объекта контроля, регистрацию амплитудно-частотных характеристик производят не менее двух раз в различных точках на поверхности объекта контроля, после окончания измерения амплитудно-частотные характеристики взаимно перемножают, а по полученному результату определяют резонансную частоту.
Сущность изобретения поясняется чертежами, где
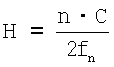
на фиг.1 изображена структурная схема устройства, реализующего способ ультразвуковой толщинометрии; на фиг.2 представлена основная амплитудно-частотная характеристика объекта контроля; на фиг.3. изображено семейство дополнительных амплитудно-частотных характеристик; на фиг.4 изображена совокупная резонансно-мультипликативная амплитудно-частотная характеристика объекта контроля.
Резонансный способ ультразвуковой толщинометрии заключается в том, что в объекте контроля в одной точке возбуждают, излучая гармонические колебания непрерывно меняющейся частоты. Принимают эхо-сигнал, регистрируют возбужденные в этой точке объекта контроля колебания и измеряют основную резонансную амплитудно-частотную характеристику объекта контроля. Далее в другой точке возбуждают, излучая гармонические колебания непрерывно меняющейся частоты, или (и) принимают эхо-сигнал в новом положении таким образом, чтобы оно отстояло от прежнего на расстояние не менее половины измеряемой толщины, а излучение осуществляют вдоль плоскости, ограничивающей измеряемую толщину, и производят измерение дополнительной резонансной характеристики. Таким образом, для нескольких точек излучения или (и) приема электроакустического сигнала на поверхности объекта контроля производят измерения соответствующих (не менее 2) дополнительных амплитудно-частотных характеристик. Все амплитудно-частотные характеристики взаимно перемножаются, образуя итоговую резонансно-мультипликативную амплитудно-частотную характеристику, на которой практически полностью отсутствуют помеховые резонансы, связанные со сложной формой объекта контроля. Следовательно, по максимуму резонансной частоты определяют толщину объекта контроля
Устройство, реализующее резонансный способ ультразвуковой толщинометрии, содержит электроакустически последовательно соединенные генератор 1 непрерывных гармонических колебаний, излучающий электроакустический преобразователь 2, приемный электроакустический преобразователь 3, входной усилитель 4, полосовой фильтр 5, первый вход блока перемножения 6, блок памяти 7 и индикатор 8. Выход блока памяти 7 соединен со вторым входом блока перемножения 6. Излучающий электроакустический преобразователь 2 и приемный электроакустический преобразователь 3 располагают и акустически фиксируют их на поверхности объекта контроля 9 в области контролируемого размера.
Устройство для резонансной ультразвуковой толщинометрии работает следующим образом.
Вся процедура измерения состоит из нескольких циклов с количеством, равным количеству положений электроакустических преобразователей 2 и 3 на поверхности измеряемого объекта 9 (не двух). В объекте контроля 9 в первом цикле измерения излучающим электроакустическим преобразователем 2 возбуждают непрерывные гармонические колебания переменной частоты. Приемным электроакустическим преобразователем 3 принимают эхо-сигнал и регистрируют возбужденные в объекте контроля 9 колебания, которые после усиления в усилителе 4 и полосой фильтрации в полосовом фильтре 5 поступают на первый вход перемножителя 6. Начальное состояние ячеек блока памяти 7 перед проведением измерения соответствует "1" и потому в первом цикле измерения сигнал на выходе блока перемножения 6 равен входному сигналу. Таким образом, в конце первого цикла измерения в блоке памяти 7 записывается основная резонансная амплитудно-частотная характеристика объекта контроля 9. Далее передвигают излучающий электроакустический 2 или (и) электроакустический принимающий преобразователь 3 в новое положение на поверхности объекта контроля 9, вновь их фиксируют. В объекте контроля 9 во втором цикле измерения излучающим электроакустическим преобразователем 2 вновь возбуждают непрерывные гармонические колебания переменной частоты того же, что и в первом цикле измерения, частотного диапазона. Приемным электроакустическим преобразователем 3 регистрируют колебания, усиливают их в усилителе 4 и фильтруют в полосовом фильтре 5 и сигнал, соответствующий дополнительной резонансной амплитудно-частотной характеристике, подают на первый вход блока перемножения 6, на второй вход которого поступает сигнал, соответствующий основной резонансной амплитудно-частотной характеристике, сохраненный в блоке памяти 7 во время реализации первого цикла измерения. Таким образом, в результате реализации второго цикла измерения на выходе перемножителя 6 появляется сигнал, соответствующий перемноженным основной и дополнительной резонансным амплитудно-частотным характеристикам. Таким образом, для нескольких положений излучающего 2 или (и) приемного 3 электроакустического преобразователя на поверхности объекта контроля производят измерения итоговой резонансно-мультипликативной амплитудно-частотной характеристики, на которой практически полностью отсутствуют помеховые резонансы, связанные со сложной формой объекта контроля.
Использование изобретения позволяет практически полностью подавить помеховые резонансы, что значительно повышает достоверность контроля при повышении точности толщинометрии в 3-5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резонансный способ ультразвуковой толщинометрии | 2016 |
|
RU2648292C1 |
| Резонансный способ ультразвуковой толщинометрии | 2017 |
|
RU2664785C1 |
| Резонансный способ ультразвуковой толщинометрии | 2021 |
|
RU2779755C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЯЗКОУПРУГИХ СВОЙСТВ ЖИДКИХ И ТВЁРДЫХ СРЕД И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2661455C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СТЕНКИ НЕФТЯНЫХ И ГАЗОВЫХ ТРУБОПРОВОДОВ И ЦЕЛОСТНОСТИ ВНЕШНЕЙ ИЗОЛЯЦИИ | 1996 |
|
RU2121105C1 |
| Способ обнаружения питтинговой коррозии | 2019 |
|
RU2714868C1 |
| Способ измерения параметров электроакустического преобразователя | 1983 |
|
SU1113737A1 |
| Акустический способ и устройство измерения параметров морского волнения | 2019 |
|
RU2721307C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТОЛЩИНЫ ИЗДЕЛИЙ | 1997 |
|
RU2121659C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2461820C1 |
Изобретение относится к контрольно-измерительной технике, в частности, для неразрушающих испытаний и может быть использовано для измерения толщины образцов материалов и изделий. Способ заключается в том, что в объекте контроля в одной точке возбуждают гармонические колебания непрерывно меняющейся частоты. Принимают эхо-сигнал, регистрируют возбужденные в этой точке объекта контроля колебания и измеряют основную резонансную амплитудно-частотную характеристику объекта контроля. Далее в другой точке возбуждают гармонические колебания непрерывно меняющейся частоты, принимают эхо-сигнал в новом положении таким образом, чтобы оно отстояло от прежнего на расстояние не менее половины измеряемой толщины, а излучение осуществляют вдоль плоскости, ограничивающей измеряемую толщину. Далее производят измерение дополнительной резонансной характеристики. Таким образом, для нескольких точек излучения и приема электроакустического сигнала на поверхности объекта контроля производят измерения соответствующих дополнительных амплитудно-частотных характеристик. Все амплитудно-частотные характеристики взаимно перемножаются, образуя итоговую резонансно-мультипликативную амплитудно-частотную характеристику. Технический результат заключается в повышении точности и достоверности контроля. 4 ил.
Резонансный способ ультразвуковой толщинометрии, заключающийся в том, что в точке излучения на поверхности объекта контроля гармоническим сигналом возбуждают вынужденные колебания непрерывно меняющейся частоты, в точке приема на поверхности объекта контроля принимают эхо-сигнал и регистрируют основную амплитудно-частотную характеристику объекта контроля, измеряют значения частоты, соответствующей максимуму амплитудно-частотной резонансной характеристики объекта контроля, по значению которой определяют толщину объекта контроля, отличающийся тем, что не менее двух раз изменяют местоположение одного из преобразователей, перемещая его в другую точку вдоль поверхности объекта контроля, отстоящую от первоначального положения на расстояние, не меньшее половины измеряемой толщины, гармоническим сигналом в том же частотном диапазоне возбуждают вынужденные колебания непрерывно меняющейся частоты, вновь принимают эхо-сигнал, регистрируют дополнительную амплитудно-частотную характеристику объекта контроля, перемножают основную и дополнительную зарегистрированные амплитудно-частотные характеристики, регистрируют полученную в результате перемножения амплитудно-частотную резонансную характеристику объекта контроля.
| Неразрушающий контроль | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| /Под общей ред | |||
| В.В.Клюева | |||
| Ермолов И.Н., Ланге Ю.В | |||
| Ультразвуковой контроль | |||
| - М.: Машиностроение, 2004, т.3, с.292, 293 | |||
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗАТУХАНИЯ УПРУГИХ ВОЛН | 1996 |
|
RU2112235C1 |
| Клюев В.В., Соснин Ф.Р., Ковалев А.В | |||
| и др | |||
| Неразрушающий контроль и диагностика | |||
| Справочник | |||
| /Под ред | |||
| В.В.Клюева, 2-изд., испр | |||
| и доп | |||
| - М.: Машиностроение, 2003, с.656 | |||
| Устройство для ультразвукового контроля | 1988 |
|
SU1582114A1 |

