Изобретение относится к металлообработке и может быть использовано при сверлении, расточке отверстий, нарезании в них резьб.
Известно приспособление для обработки отверстий в крупногабаритных корпусах, содержащее накладную плиту, кондукторные втулки, прижимные устройства.
Недостатком известного приспособления является то, что в нем не предусмотрена возможность переустановки и фиксации при этом относительно обрабатываемого корпуса, а также возможность нарезания ориентированной резьбы.
Известно приспособление для обработки отверстий в деталях, содержащее корпус с гайкой, резьбовую оправку со сменным метчиком.
Недостаток известного приспособления заключается в том, что оно не обеспечивает нарезания резьбы в глухих отверстиях изделия с ориентированным заходом этой резьбы.
Технический результат, обеспечиваемый предлагаемым техническим решением, заключается в расширении технологических возможностей за счет нарезания в отверстиях изделия резьбы с заданной ориентацией ее захода.
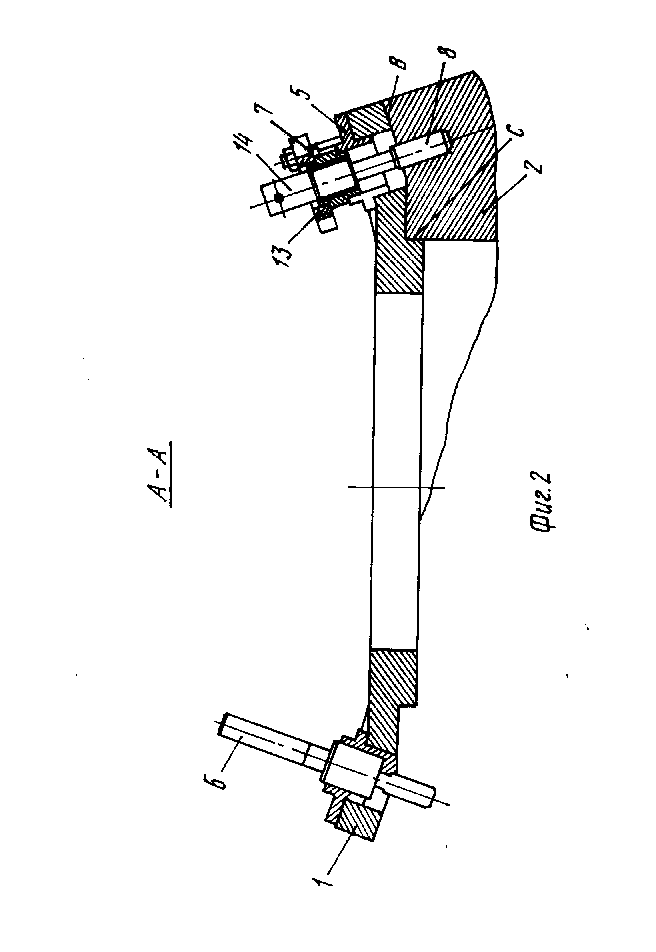
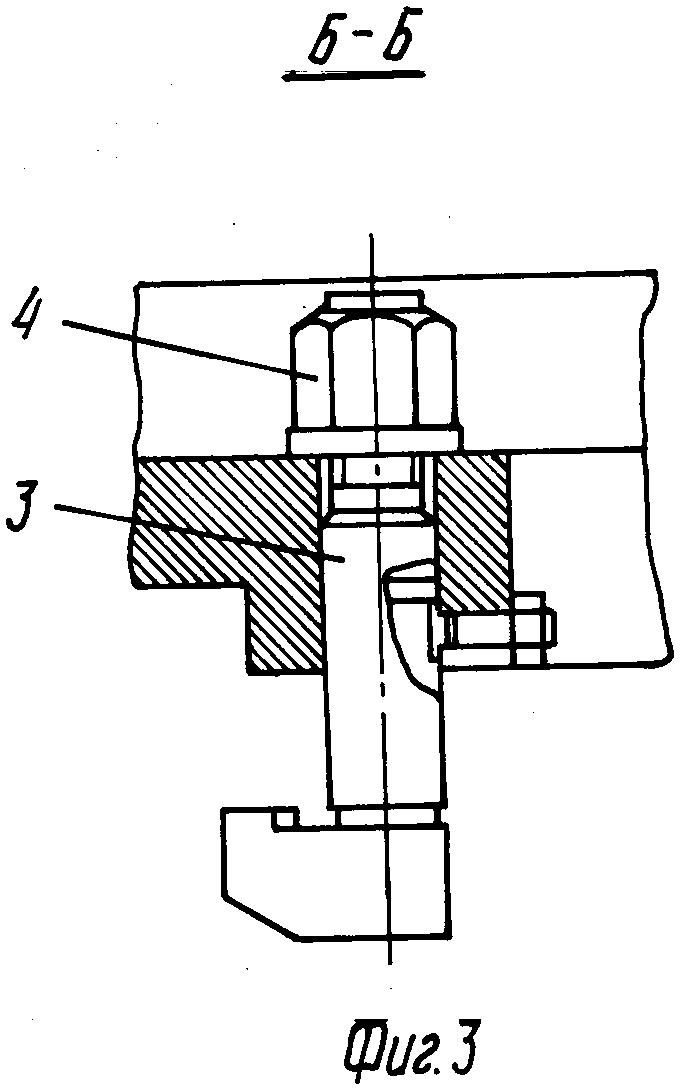
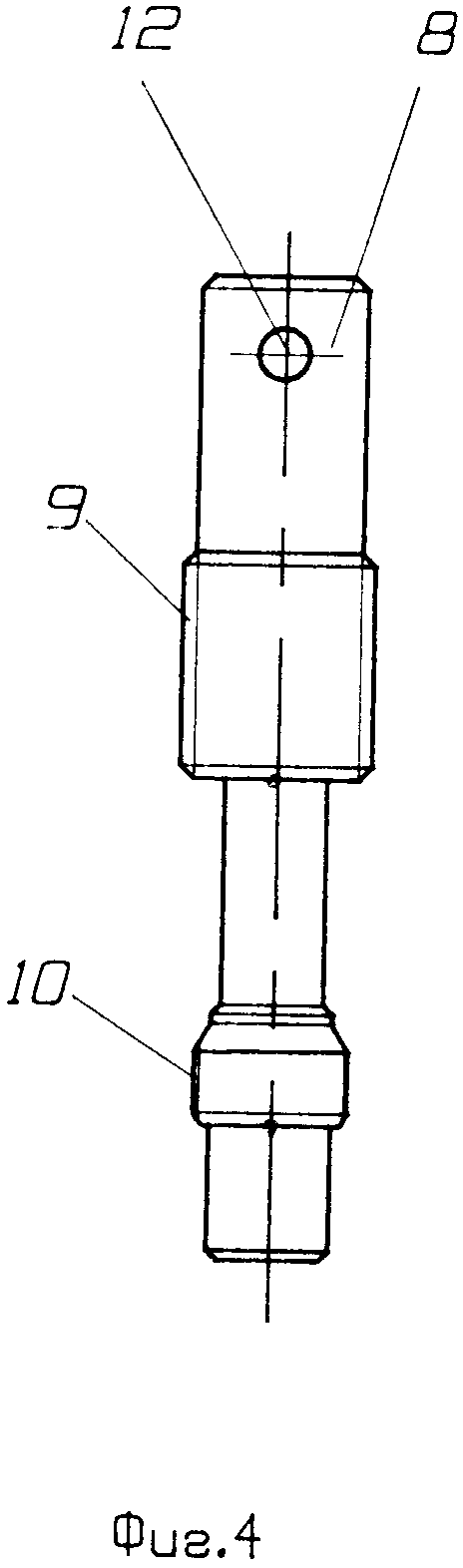
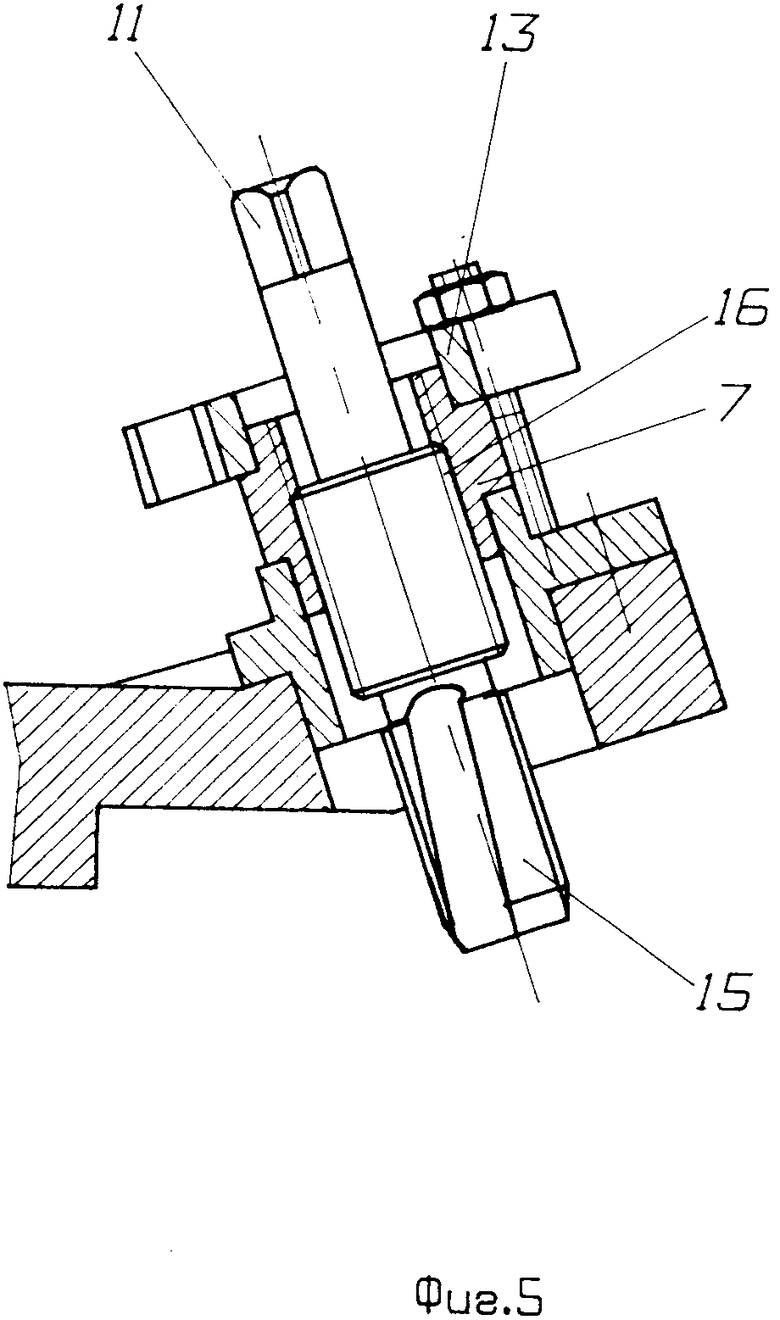
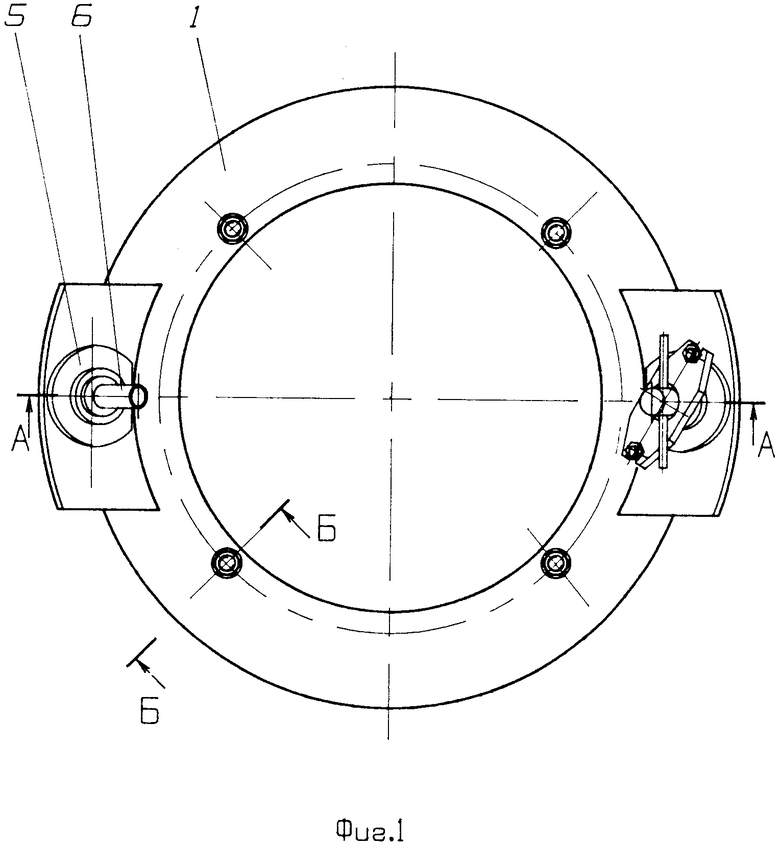
На фиг. 1 изображен общий вид устройства; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - задающая оправка; на фиг. 5 - устройство с оправкой-метчиком.
Устройство состоит из накладной плиты 1, на базовой поверхности В которой размещена обрабатываемая деталь 2 (фиг. 2). Плита 1 сцентрирована относительно детали 2 по цилиндрической поверхности С и закреплена на ней прихватами 3 с гайками 4 (фиг. 3). На противоположных концах диаметра плиты 1 размещены две кондукторные втулки 5. В одну из втулок 5 введен фиксирующий при угловых поворотах приспособления элемент 6. Во вторую втулку 5 через гайку 7 с кондукторной резьбой введена задающая оправка 8.
На средней части задающей оправки 8 выполнена кондукторная резьба 9 (фиг. 4), а на вводимом в плиту 1 конце - предварительная резьба 10, одинаковая с резьбой, нарезаемой в детали 2 оправкой-метчиком 11. Резьба 10 имеет шаг, равный шагу резьбы 9, а диаметр меньшего размера. Обе резьбы 9 и 10 выполнены как продолжение одной винтовой линии. На задающей оправке 8 размещен элемент 12 ориентира начала захода резьбы 10, а через единую винтовую линию и резьбы 9.
После нанесения элемента 12 на оправку 8 с нее удалена предварительно выполненная резьба 10.
Гайка 7 фиксируется на втулке 5 прижимом 13 с возможностью бесступенчатого поворота вокруг оси 14 совместно с регулирующей положение гайки оправкой 8 до заданного положения размещенного на оправке 8 элемента 12 ориентира резьбы.
После фиксации гайки 7 в нее вводится оправка-метчик 11 (фиг. 5), для чего на последней кроме нарезающей резьбы 15 рабочего конца выполнена в средней части кондукторная резьба 16. Обе резьбы 15 и 16 на оправке 11 имеют один шаг при разных диаметрах и выполнены как продолжение одной винтовой линии.
Пример использования устройства.
Необходимо в отверстиях, фиксированных по глубине и расположенных по окружности в роторе сепаратора, нарезать ориентированную резьбу таким образом, чтобы выполненные взаимозаменяемыми мундштуками с боковыми выводами, будучи введенными по резьбе в эти отверстия до упора, расположились с направлением боковых выводов по касательной к окружности их размещения.
Элемент 12 ориентира резьбы нанесен на задающую оправку 8 в том же кондукторе, в котором выполняют боковые выводы на всех мундштуках, после вкручивания каждого из них до упора в резьбовое отверстие этого кондуктора.
Затем срезают предварительно выполненную резьбу 10 на конце оправки 8. Плиту 1 накладывают на деталь 2 поверхностью В, центрируют поверхностью С и фиксируют от углового поворота элементом 6, введенным в одну из кондукторных втулок 5.
На другой втулке 5 размещают гайку 7 с кондукторной резьбой и фиксирующим прижимом 13. Через гайку 7 по резьбе вводят в одно из предварительно просверленных заданной глубины отверстий под резьбу в детали 2 задающую оправку 8 до упора в дно отверстия. Затем поворачивают гайку 7 вместе с оправкой 8 до заданного положения элемента 12 ориентира захода резьбы на оправке 8 относительно детали 2 и фиксируют положение гайки 7 прижимом 13. После вывода из гайки 7 оправки 8 вводят в гайку оправку-метчик 11 и нарезают резьбу в отверстии детали 2.
Не меняя первоначально зафиксированного положения гайки 7 в приспособлении, переустанавливают последнее поочередно на новые пары отверстий детали. При этом фиксируют ее каждый раз элементом 6 через кондукторную втулку 5 в одном из отверстий и нарезают резьбу оправкой-метчиком 11 через гайку 7 во втором отверстии. (56) Фрумин Ю. А. Высокопроизводительный резьбообрабатывающий инструмент. М. : Машгиз, 1963, с. 40-41, фиг. 39.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОДНОЙ МЕХАНИЗМ (ВАРИАНТЫ) | 1992 |
|
RU2071578C1 |
| УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ РУЛОНОВ | 1992 |
|
RU2008161C1 |
| УПЛОТНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2005938C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
| Установка для спиральной навивки полосового материала на цилиндрический сосуд | 1991 |
|
SU1834733A3 |
| Устройство для нарезания внутренних резьб | 1976 |
|
SU651910A1 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| Устройство для обработки сверл | 1986 |
|
SU1351752A1 |
| Режущий вкладыш | 1990 |
|
SU1726153A1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1992 |
|
RU2049576C1 |
Использование: в металлообработке для сверления, расточки отверстий и нарезания в них резьб. Сущность изобретения: накладная плита 1 приспособления закреплена на детали 2 зажимами и элементом 6. В плите 1 размещены две кондукторные втулки 5. В одну втулку 5 введен элемент 6, а в другой расположена гайка 7 с кондукторной резьбой. Положение гайки в плите 1 задано с помощью задающей оправки 8 с кондукторной резьбой в средней части, элементом ориентира начала захода резьбы и предварительно выполненной резьбой на краю, равной резьбе метчика. Эти резьбы выполнены одного шага, разного диаметра и как продолжение одной винтовой линии. Гайка 7 зафиксирована в плите 1 прижимом 13 с возможностью бесступенчатого поворота вокруг оси 14. Резьбу в отверстиях детали 2 нарезают введенной в ориентированную гайку 7 оправкой-метчиком. Резьба метчика и кондукторная резьба на оправке-метчике выполнены как продолжение одной винтовой линии. 1 з. п. ф-лы, 5 ил.