Изобретение относится к станкостроению, а именно к инструментальному производству, и может быть использовано при изготовлении мелких спиральных сверл, применяемых, в частности, в часовом производстве.
Целью изобретения является повышение производительности и точности обработки мелких спиральных сверл путем нарезания канавки и заточки режущей кромки сверла при одной установке заготовки.
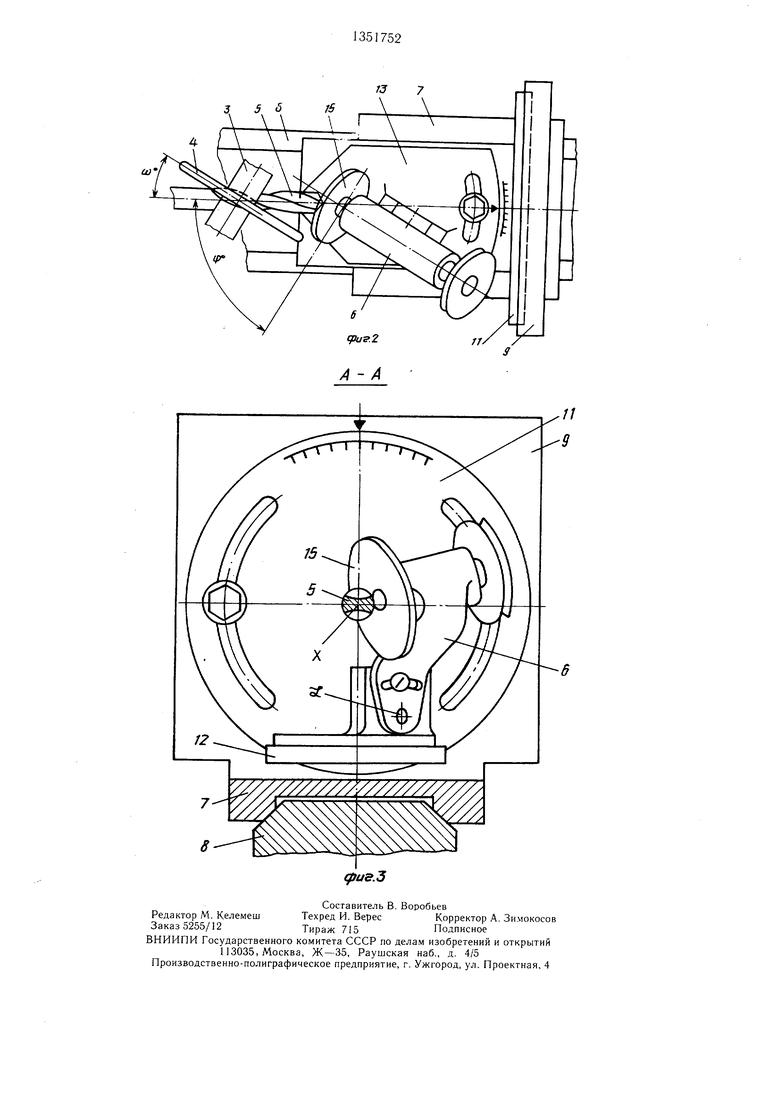
На фиг. 1 изображено устройство для обработки сверл, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1.
Устройство для обработки сверл включает узел зажима 1, например цанговый, расположенный внутри винтового копира 2, взаимодействующего с пальцем 3 узла зажима, щлифовальное приспособление (инструментальный шпиндель), несущее шлифовальный круг 4, за 1равленный по профилю обрабатываемой канавки и установленный под углом О) относительно оси сверла 5. Заточное приспособление состоит из заточной головки 6 и поворотного механизма, включающего каретку 7, расположенную в основании заточного приспособления и перемещающуюся в момент заточки по направляющим 8 вдоль оси сверла. Каретка несет на себе стойку 9, на выступе 10 которой установлен поворотный кронштейн 11. На его основании 12 расположена поворотная плита 13, на выступе 14 которой находится заточная головка 6 (второй инструментальный шпиндель) с заточным кругом 15, причем ось -у поворота плиты 13 пересекается с осью л: поворота кронштейна 11 в месте заточки сверла.
Настройка заточного приспособления осуществляется следующим образом.
Положение заточного приспособления относительно оси к устанавливается в зависимости от места выхода нарезанной канавки на конец заготовки сверла, чтобы место касания заточного круга 15 при заточке приходилось на режущую кромку сверла 5. Поворотом плиты 13 относительно оси у задается угол в плане ф сверла. Поворотом заточной головки 6 относительно оси z задается задний угол а заточки сверла.
Устройство работает следующим образом.
При помощи винтового копира (втулки с винтовой канавкой) заготовка сверла 5, закрепленная в держателе узла зажима 1, подается под шлифовальный круг 4 для обра
ботки спиральной канавки. При этом начальная точка обработки спирали одновременно с поступательным движением соверщает поворот вокруг оси заготовки сверла на угол, определяемый зависимостью
;360 t
где Со - длина нарезаемой части сверла;
t - щаг спирали сверла.
При достижении заданной величины /о движение заготовки сверла 5 прекращается. Шлифовальный круг 4 отводится от заготовки сверла любым известным способом, а настроенное необходимым образом заточное
приспособление подводится по направляющим 8 к заготовке сверла 5 для заточки одной из режущих кромок сверла. Затем заготовка сверла 5 отводится в исходное положение посредством того же копира 2, затем поворотом, например на 180° осуществляется переиндексация узла зажима 1 совместно с заготовкой сверла 5. Нарезание второй спирали и заточка другой режущей кромки сверла выполняются аналогично.
Устройство для обработки сверл позволяет осуществлять нарезание канавки и заточку режущей кромки сверла при одной установке заготовки, что повышает производительность и точность обработки мелких спиральных сверл.
30
Формула изобретения
Устройство для обработки сверл, выполненное в виде установленного на основании держателя сверла с узлом винтового перемещения его и инструментального шпинделя, установленного в параллельной относительно оси держателя плоскости и под углом к нему, отличающееся тем, что, с целью упрощения устройства и повыщения его производительности, устройство дополнительно
снабжено установленной на основании каии
реткои и размещенным на ней с возможностью разворота в трех взаимно перпендикулярных плоскостях вторым инструментальным шпинделем, при этом узел винтового перемещения сверла выполнен в виде втулки с винтовой канавкой на внутренней ее поверхности, а держатель сверла установлен в указанной втулке и кинематически связан с ней посредством введенного в устройство пальца, установленного на держателе с возможностью взаимодействия с винтовой канавкой втулки.
/i -A
jftus.3
Составитель В. Воробьев
Редактор М. КелемешТехред И. ВересКорректор А. Знмокосов
Заказ 5255/12Тираж 715Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| УСТРОЙСТВО И СПОСОБ ПОДГОТОВКИ РЕЖУЩЕЙ КРОМКИ | 2020 |
|
RU2820876C2 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Устройство для многоплоскостной заточки режущего инструмента | 1984 |
|
SU1252135A1 |
| Станок для заточки сверл | 1987 |
|
SU1563941A1 |
| Способ заточки шнекового сверла | 2019 |
|
RU2709553C1 |
Изобретение относится к станкостроению и может быть использовано при обработке мелких спиральных сверл. Цель изобретения - повышение производительности и точности обработки мелких спиральных cBepvi. Сверло, установленное в узле зажима 1, имеет возможность винтового пе- ремеш.ения благодаря взаимодействию пальца 3 с рабочей поверхностью винтового копира 2. По окончании обработки сверла оно подводится к заточной головке 6, которая установлена с возможностью разворота в трех взаимно перпендикулярных плоскостях. 3 ил. // 9 S СО сд ел ГчЭ 1 13 12 (pus. 1
| Устройство для образования винтовых канавок на изделии | 1982 |
|
SU1066760A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
