Изобретение относится к оборудованию для сварки давлением с подогревом, в частности к устройствам для диффузионной сварки, и может быть использовано для создания давления на свариваемые заготовки или детали, размещаемые в вакуумной камере или в камере со специальной атмосферой (инертные газы, углекислый газ, водород и др. ).
Известно устройство для создания давления, преимущественно при диффузионной сварке, включающее термопуансон, с помощью которого создается давление на свариваемые детали, размещенные в вакуумной камере (авт. св. N 1243921, кл. В 23 К 20/26, 1985).
Недостатком данного устройства является то, что термопуансон, размещенный в вакуумной камере, прогревается неравномерно. Это вызывает неравномерное неконтролируемое прижатие деталей друг к другу и снижает качество сварных соединений.
Известно устройство для создания давления, преимущественно при сварке, содержащее корпус с двумя цилиндрическими полостями и с торцовыми крышками и шток с поршнями, проходящий через нижнюю крышку, причем шток пропущен через верхнюю крышку корпуса и снабжен тарелкой для размещения грузов (авт. св. N 475830, кл. В 23 К 19/00, 1973).
Недостаток известного устройства заключается в сложности обеспечения надежного уплотнения поршней, особенно при необходимости увеличения нагрузки на свариваемые детали.
Наиболее близким к изобретению является устройство, включающее рабочий шток для сжатия свариваемых деталей, введенный через крышку вакуумной камеры с помощью сильфонного уплотнения и механически нагружаемый снаружи [1] .
Недостаток известного устройства состоит в том, что нагружения рабочего штока требуется специальная система создания и передачи усилия от внешнего привода, например от гидроцилиндра, размещенного вне вакуумной камеры на силовой раме. Такое выполнение привода усложняет конструкцию устройства и оборудования для сварки в целом.
Целью изобретения является упрощение системы нагружения рабочего штока.
Это достигается тем, что в известном устройстве для создания давления, включающем источник давления и сильфон, связанный с рабочим штоком, источник давления выполнен в виде засыпки порошка металлогидрида, размещенной в емкости, полость которой соединена с замкнутой полостью сильфона, рабочий шток закреплен на торце сильфона, а емкость снабжена системой терморегулирования.
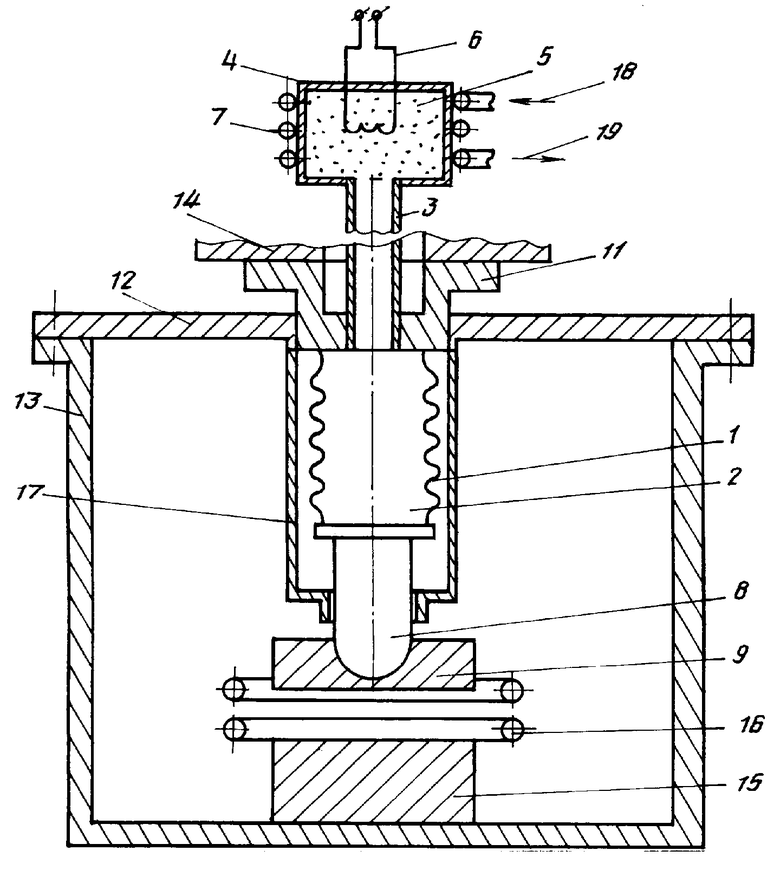
На чертеже показано предлагаемое устройство, разрез.
Устройство содержит сильфон 1, полость 2 которого с помощью трубки 3 соединена с емкостью 4, в которой размещена засыпка порошка 5 металлогидрида с нагревателем 6, а снаружи емкости установлен проточный теплообменник 7. К нижнему торцу сильфона прикреплен рабочий шток 8, связанный посредством шаровой опоры 9 с нажимной плитой 10. Верхний торец 11 сильфона герметично закреплен в отверстии съемной крышки 12 камеры 13 и жестко связан с силовой опорой 14. Нижняя плита 15 служит для размещения свариваемых деталей. Позицией 16 обозначен индуктор, служащий для нагрева деталей. Осесимметричное положение штока и сильфона обеспечивается с помощью втулки 17. Вход и выход проточного теплообменника обозначены стрелками 18 и 19.
Предлагаемое устройство работает следующим образом.
После размещения деталей между плитами 10 и 15, вакуумирования камеры 13 и включения индуктора 16 осуществляют нагрев порошка 5 металлогидрида с помощью электронагревателя 6. Водород, выделяющийся в результате нагрева порошка, поступает через трубку 3 в полость 2 сильфона 1, который по мере увеличения давления водорода растягивается в осевом направлении и перемещает вниз рабочий шток 8, который через плиту 10 сжимает друг с другом детали, лежащие на плите 15. Силовая опора 14 исключает нагружение крышки 12 вакуумной камеры при сжатии деталей. Поддержание необходимой температуры порошка в течение времени сварки обеспечивается за счет прокачивания через теплообменник 7 теплоносителя-воды или обеспечивается за счет автоматического режима работы электронагревателя при естественном конвективном охлаждении поверхности емкости 4.
После завершения процесса сварки нагреватель выключают и обеспечивают принудительное или самопроизвольное охлаждение емкости 4. В результате происходит обратное поглощение водорода порошком из полости сильфона, который упруго сжимается в осевом направлении и поднимает рабочий шток с плитой 10, после чего детали, освобожденные от нагрузки, извлекают из камеры.
Для контроля температуры и давления водорода в емкости 4 используются стандартные средства-термопара и импульсная трубка (на чертеже не показаны).
Заявляемое устройство выполняется в виде автономного узла, который может быть встроен практически в любой замкнутый объем - вакуумную или газонаполненную камеру, печь, автоклав и т. д. с обеспечением возможности его замены на новый в случае ремонта или выработки ресурса.
Ресурс работы устройства определяется в основном количеством циклов поглощение - выделение водорода для металлогидрида и составляет более 50 тысяч циклов для названных порошков без ухудшения их свойств. При этом происходит самопроизвольное измельчение и обновление поверхности дисперсных частиц вследствие многократного изменения их объема, т. е. увеличения объема частицы при поглощении водорода и уменьшении ее объема при выделении водорода. В устройстве используются стандартные многослойные сильфоны, рассчитанные на высокое внутреннее давление (25-30 МПа и более) и количество циклов ≈ 105 при упругой работе сильфона, т. е. ресурс работы устройства составляет несколько лет.
Так как ограничения на величину давления водорода при нагреве порошка практически отсутствуют, поскольку, например, в одном объеме гидрида сплава лантан-никель может запасаться ≈ 1450 объемов водорода, то заявляемое устройство развивает давление, в несколько раз превышающее давление в гидронасосах, обычно используемых в оборудовании для диффузионной сварки.
При диффузионной сварке потребный ход рабочего штока обычно не превышает 10 мм (редко до 20 мм), поэтому использование небольших по размерам сильфонов с числом гофр 10-15 штук, позволяет реализовать такие перемещения штока при небольших габаритах устройства в целом.
П р и м е р. Устройство для создания давления при диффузионной сварке содержит многослойный стандартный сильфон наружным диаметром 28 мм, числом гофр 12 шт. , длиной 54 мм, рассчитанный на внутреннее давление до 30 МПа при температуре до 550о С. Цилиндрическая емкость с порошком гидрида лантан-никель в количестве 200 г, соединена с сильфоном стальной трубкой и омывается снаружи водой из крана со смесителем горячей и холодной воды. Рабочий шток диаметром 20 мм, длиной 45 мм выполнен из жаропрочной никельсодержащей стали. Общая длина устройства равна 180 мм, при этом в камере размещается только сильфон со штоком (суммарная длина ≈ 110 мм). При проведении сварки осуществляется нагрев емкости с порошком горячей водой с температурой 80о С, что позволяет создать давление в сильфоне, равное 17 МПа. Ход штока при этом составляет 3,5 мм, а усилие сжатия, приходящееся на свариваемые детали со стороны нажимной плиты, составляет 12 тыс. кг и сохраняется в течение процесса сварки (15 мин) за счет поддержания температуры стенки цилиндра, равной 80о С. Нажимная и нижняя плиты выполняются сменными исходя из габаритов свариваемых деталей и изготавливаются из соответствующих высокотемпературных материалов (остальные сплавы, графит).
После проведения процесса температуру воды снижают до комнатной (15-20о С), что вызывает возврат сильфона в исходное ненагруженное состояние и снятие усилия с деталей. Быстродействие сильфона при нагреве от 20о С до 80о С составляет ≈ 1 мин, а при охлаждении ≈ 3 мин. Данное устройство может использоваться при сварке деталей с усилиями на них до 3 кг/мм2.
Использование заявляемого устройства обеспечивает упрощение системы нагружения рабочего штока, так как для его перемещения и создания необходимых усилий на свариваемые детали не требуется громоздких пневмо- или гидравлических систем с подвижными поршнями или механических приспособлений типа винтовых прессов и т. п.
Применяемые при изготовлении устройства материалы и детали выпускаются промышленностью, что позволяет сделать заключение о том, что экономическая эффективность заявляемого устройства может быть высокой, особенно учитывая его универсальность для различных типов камер, используемых в сварочной технике.
К преимуществам устройства можно также отнести его компактность и безопасность длительного хранения металлогидрида. (56) Авторское свидетельство СССР N 715259, кл. В 23 К 20/14, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТЕМПЕРАТУРНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 1992 |
|
RU2030036C1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1623849A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023560C1 |
| Устройство для диффузионной сварки | 1980 |
|
SU919835A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1539024A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2036761C1 |
| Установка для сварки давлением | 1990 |
|
SU1738554A1 |
| Установка для сварки давлением | 1986 |
|
SU1324805A1 |
Использование: оборудование для диффузионной сварки. Сущность: устройство содержит источник давления, выполненный в виде записки порошка металлогидрида, размещенной в емкости, которая соединена с полостью герметичного сильфона, имеющего на торце рабочий шток. При нагреве порошка происходит выделение водорода из засыпки, который под давлением заполняет сильфон, растягивает его и тем самым вызывает перемещение рабочего штока, сжимающего свариваемые детали. После выдержки порошка при заданной температуре в течение процесса сварки емкость охлаждают, что вызывает обратное поглощение водорода порошком, сжатие сильфона, обратное перемещение рабочего штока и снятие нагрузки с деталей. 1 ил.
УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ДАВЛЕНИЯ при сварке давлением, содержащее узел давления и сильфон, связанный с рабочим штоком, отличающееся тем, что узел давления выполнен в виде емкости, заполненной порошком металлогидрида и соединенной с полостью сильфона, причем емкость снабжена системой терморегулирования.
