Изобретение относится к сварочному оборудованию, в частности, к устройствам для обеспечения реализации технологии диффузионной сварки применительно к крупногабаритным изделиям энергетического машиностроения, авиационного и ракетного двигателестроения.
Известны установки диффузионной сварки в вакууме (Казаков Н.Ф. Диффузионная сварка материалов. М.: Машиностроение, 1976, 312 с). Они состоят из вакуумной сварочной камеры с вакуумной системой, источника нагрева деталей и системой создания и передачи необходимого сжимающего усилия на свариваемые детали. Конструкция любой из таких установок представляет собой основную силовую раму, в центре которой размещается вакуумная рабочая камера, внизу - вакуумные насосы и элементы вакуумной системы, а на верху - механизмы системы нагружения свариваемых деталей. Все представленные установки имеют рабочую вакуумную камеру, которая позволяет сваривать малогабаритные (диаметром до 200 мм и высотой до 250 мм) изделия машиностроения, приборостроения, электротехники и электроники. Нагрев деталей в них осуществляется индукционным или радиационным методами. При приложении сварочного давления к свариваемым деталям оно передается и на днище сварочной камеры, т.к. рабочий стол с находящимися деталями располагается на этом днище. Поэтому прикладывавмое сварочное давление ограничивалось 5-6 кгс/мм2 для исключения повреждения (деформации) камеры, что для деталей с большой площадью свариваемых поверхностей могло оказаться малым.
В настоящее время при создании, например, газотурбинных устройств (двигателей, энергетических станций и др.) возникла необходимость соединения деталей и сборочных единиц, чьи габаритные размеры составляют диаметром не менее 800 мм и высотой не менее 800 мм. Учитывая такие габариты изделий, а также необходимость равномерного прогрева деталей при сварке и приложения многотонного сварочного усилия к ним, потребовались сварочные установки (устройства) диффузионной сварки принципиально иной конструкции и с другой схемой расположения их основных систем.
Предлагается устройство для диффузионной сварки крупногабаритных изделий, содержащее вакуумную рабочую камеру, выполненную в виде куба с габаритными размерами, превышающими габаритные размеры свариваемых изделий на 20-40% для того, чтобы иметь возможность закреплять оснастку для фиксации свариваемых деталей относительно друг друга и устанавливать нагревательные элементы. Сама камера располагается в внизу установки на уровне пола, чтобы крупногабаритные (а, следовательно, и массивные) изделия легко можно переместить со сборочного стола в камеру. Лицевая сторона камеры представляет собой дверцу, имеющей размер стороны куба. В боковых стенках камеры выполнены герметичные вводы для измерительных приборов (термопары), системы вакуумирования с трубопроводами, обеспечивающими откачку воздуха из камеры и создания в ней вакуума. Вакуумные насосы с затворами и клапанами располагаются позади вакуумной камеры.
Вверху вакуумной камеры имеется сильфонный ввод. Над вакуумной камерой на силовой раме расположен электромеханический привод с редуктором для создания сварочного давления. Для контроля и автоматического регулирования величины передаваемого сварочного давления на свариваемые детали между редуктором и сильфонным вводом располагают силоизмерительное устройство.
Система нагрева свариваемых изделий может быть выполнена по двум вариантам. Первый. Нагревательные элементы выполнены в виде керамических панелей с каналами, в которых размещены спирали сопротивления (обычно из вольфрамового или циркониевого сплава). Панели прикреплены к стенкам камеры на шарнирах с возможностью окружения в рабочем положении свариваемых изделий. Второй вариант предусматривает закрепление на днище по углам камеры водоохлаждаемых токоподводов. К ним крепятся нагревательные элементы, изготовленные из ниобия, и выполненные по форме свариваемых изделий (круглы или квадратные или прямоугольные и др.).
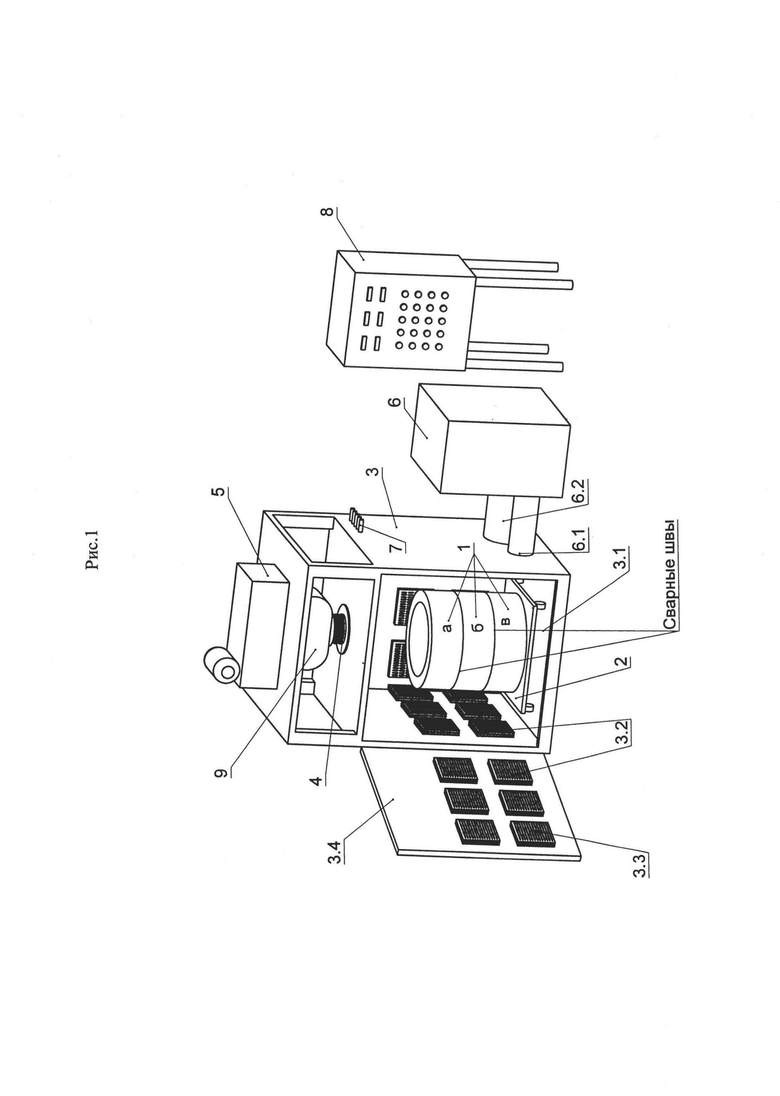
Установка работает следующим образом. Вариант первый (рис. 1). Свариваемые детали 1а, 1б и 1в собирают на столе 2 с помощью специализированной технологической оснастки (не показана). Затем их перемещают в рабочую вакуумную камеру 3, устанавливают на днище камеры 3.1. Между свариваемыми деталями и сильфонным вводом 4 устанавливают шток для передачи сжимающего усилия (не показан). К деталям крепят термопару или несколько термопар, вводимых в камеру от контрольных приборов 8 через герметичные вводы 7 в камере. Вокруг свариваемых деталей размещают нагревательные панели 3.2, в которых сделаны каналы 3.3 со спиралями сопротивления. Панели расположены по всем стенкам и двери 3.4 рабочей камеры так, чтобы равномерно нагреть свариваемые детали до нужной температуры.
Дверь камеры закрывают, начинают откачивать воздух из камеры с помощью системы вакуумирования 6, которая подключена к камере через боковые отверстия 6.1 и трубопроводы 6.2. В это же время между сильфонным узлом 4 и электромеханическим приводом 5 устанавливают силоизмерительное устройство 9 для передачи и контроля величины сжимающего усилия на свариваемые детали.
После достижения в камере заданного вакуума (обычно не хуже 1,33⋅10-3 мм рт.ст.) включают нагрев и устанавливают необходимое сварочное давление. После выдержки в течение заданного времени отключают нагрев, снимают сжимающее усилие, детали охлаждают до комнатной температуры. Далее в камеру напускают воздух, открывают дверцу, отводят нагревательные панели, отсоединяют термопару, разбирают технологическую оснастку и извлекают сваренные детали. Затем из подвергают визуальному или иному контролю.
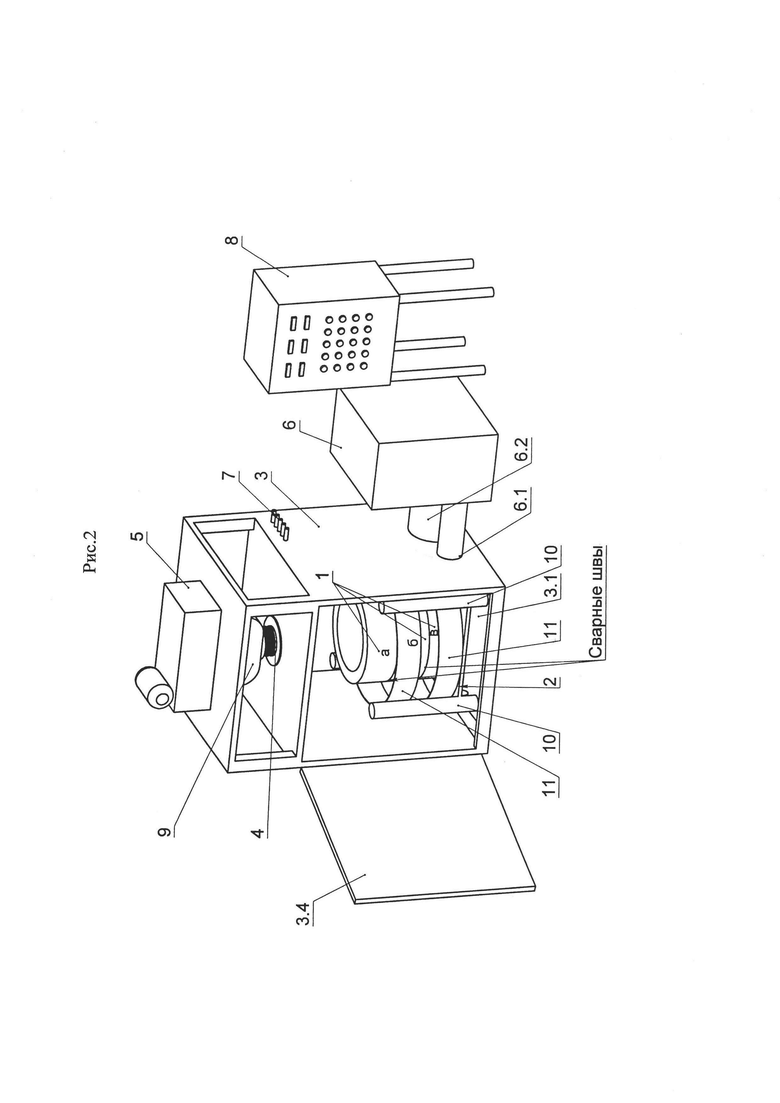
Вариант второй (рис. 2). Свариваемые детали 1а, 1б, 1в также собирают на столе и перемещают в вакуумную камеру 3, устанавливают на днище камеры 3.1. Также устанавливают шток для передачи сжимающего усилия между свариваемыми деталями и сильфонным вводом 4. Крепят термопару (термопары), вводимые от контрольных приборов 8 через герметичные вводы 7. В углах камеры имеются токоподводы 10, на которые после все вышеуказанных операций устанавливаются напротив сварных швов ниобиевые нагреватели 11, имеющие форму свариваемых деталей, в данном случае, круглую.
Далее дверь камеры закрывают, окачивают воздух и повторяют все манипуляции, что и в варианте первом.
Отличие видов нагрева заключается в том, что в первом вариант под сварку нагревают всю сборку из трех деталей. А во втором варианте разогрев концентрируется только на сварных швах.
Предлагаемая конструкция установки диффузионной сварки с двумя вариантами нагрева свариваемых изделий обеспечивает получение качественных сварных крупногабаритных узлов в различных отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2007 |
|
RU2355537C1 |
| Установка для сварки давлением | 1990 |
|
SU1738554A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ДАВЛЕНИЯ | 1991 |
|
RU2008157C1 |
| Установка для диффузионной сварки металлов | 1959 |
|
SU137605A1 |
| Установка для диффузионной сварки | 1979 |
|
SU863250A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| Вакуумная установка | 1988 |
|
SU1556851A1 |
| Устройство для диффузионной сварки | 1978 |
|
SU774862A1 |
Изобретение может быть использовано при изготовлении крупногабаритных изделий энергетического машиностроения, авиационного и ракетного двигателестроения. Вакуумная рабочая камера устройства выполнена в виде куба с габаритными размерами, превышающими габаритные размеры свариваемых изделий на 20-40% для закрепления оснастки, фиксирующей свариваемые детали, и размещения нагревательных элементов. В боковых стенках камеры выполнены герметичные вводы для измерительных приборов и системы вакуумирования. Вакуумные насосы с затворами и клапанами располагаются позади вакуумной камеры. Над вакуумной камерой на силовой раме расположен электромеханический привод с редуктором для создания сварочного давления. Между редуктором и сильфонным вводом располагают силоизмерительное устройство. В соответствии с первым вариантом выполнения системы нагрева свариваемых изделий нагревательные элементы выполнены в виде керамических панелей с каналами, в которых размещены спирали сопротивления. Панели прикреплены к стенкам камеры на шарнирах с возможностью окружения в рабочем положении свариваемых изделий. По второму варианту на днище по углам камеры закреплены водоохлаждаемые токоподводы, к которым крепятся нагревательные элементы, выполненные по форме свариваемых изделий. Устройство обеспечивает равномерный прогрев и необходимое сварочное усилие при изготовлении крупногабаритных деталей. 2 н.п. ф-лы, 2 ил.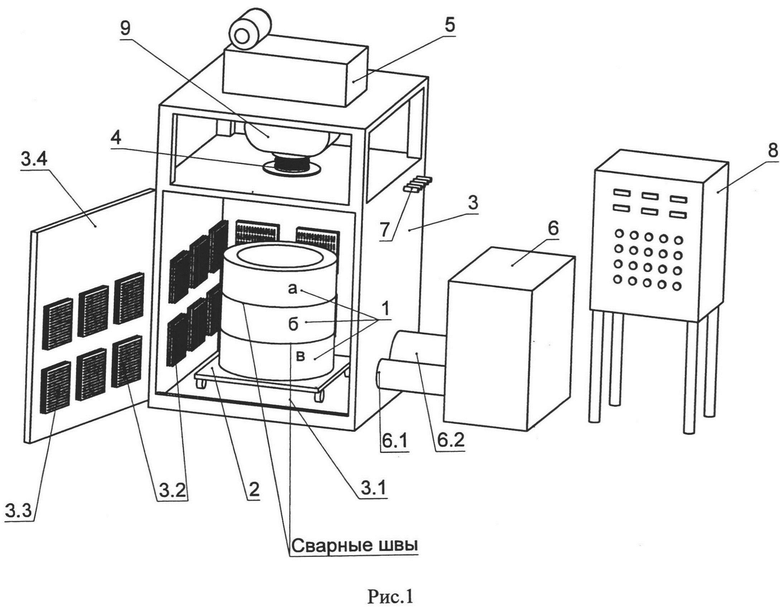
1. Устройство для диффузионной сварки крупногабаритных изделий, содержащее вакуумную рабочую камеру, выполненную в виде куба с габаритными размерами на 20-40% больше габаритных размеров свариваемых изделий, лицевая стенка которой является загрузочным отверстием и выполнена с дверцей, имеющей размер, соответствующий площади стороны куба, а в боковых стенках выполнены герметичные вводы для измерительных приборов, систему вакуумирования с трубопроводами, врезанными в заднюю и боковые стенки камеры, систему нагружения, включающую электромеханический привод, расположенный на силовой раме над рабочей камерой редуктор, сильфонный ввод в вакуумную рабочую камеру и расположенное между штоком редуктора и сильфонным вводом силоизмерительное устройство, систему нагрева с нагревательными элементами, выполненными в виде керамических панелей с каналами, в которых размещены спирали сопротивления, причем панели прикреплены шарнирами к внутренним стенкам камеры с возможностью окружения в рабочем положении свариваемых изделий, при этом вакуумная камера снабжена расположенными между внутренними стенками камеры и нагревательными элементами экранами для устранения перегрева стенок и концентрации тепла вокруг свариваемых деталей и расположена днищем на сборочном столе, выполненном с возможностью перемещения после сборки свариваемых деталей в рабочую камеру таким образом, чтобы ось приложения сварочного давления совпадала с осью симметрии свариваемых деталей.
2. Устройство для диффузионной сварки крупногабаритных изделий, содержащее вакуумную рабочую камеру, выполненную в виде куба с габаритными размерами на 20-40% больше габаритных размеров свариваемых изделий, лицевая стенка которой является загрузочным отверстием и выполнена с дверцей, имеющей размер, соответствующий площади стороны куба, а в боковых стенках выполнены герметичные вводы для измерительных приборов, систему вакуумирования с трубопроводами, врезанными в заднюю и боковые стенки камеры, систему нагружения, включающую электромеханический привод, расположенный на силовой раме над рабочей камерой редуктор, сильфонный ввод в вакуумную рабочую камеру и расположенное между штоком редуктора и сильфонным вводом силоизмерительное устройство, систему нагрева с нагревательными элементами, выполненными по форме свариваемых изделий из ниобиевой фольги и закрепленными на водоохлаждаемых токоподводах, расположенных по углам камеры и закрепленных в ее днище, при этом вакуумная камера снабжена расположенными между внутренними стенками камеры и нагревательными элементами экранами для устранения перегрева стенок и концентрации тепла вокруг свариваемых деталей и расположена днищем на сборочном столе, выполненном с возможностью перемещения после сборки свариваемых деталей в рабочую камеру таким образом, чтобы ось приложения сварочного давления совпадала с осью симметрии свариваемых деталей.
| Установка для диффузионной сварки | 1983 |
|
SU1117167A1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2009 |
|
RU2397053C1 |
| Установка для диффузионной сварки | 1988 |
|
SU1563926A2 |
| JP 2006181641 A, 13.07.2006. | |||

