Изобретение относится к области формования бетонных и железобетонных трубчатых изделий на станках радиального прессования.
Известна головка для радиального прессования изделий из бетонных смесей, содержащая жестко закрепленный на приводном валу диск с укатывающими роликами и расположенную под ним направляющую юбку, выполненную со ступицей, установленной на нижнем конце приводного вала посредством подшипников качения, и жестко закрепленную на валу дополнительную направляющую юбку, расположенную под основной.
Недостатком данной конструкции головки является малоэффективное использование укатывающих роликов по высоте. В существующей конструкции головки эпюра прессующего давления роликов на бетонную смесь представляет собой трапецию. При этом на верхнем обрезе роликов давление прессования приблизительно равно нулю, далее оно постепенно возрастает до максимального значения на половине высоты роликов, оставаясь практически постоянным до нижнего их обреза. Таким образом, в процессе формования эффективно участвует лишь приблизительно половина высоты ролика. Это снижает производительность станка радиального прессования из-за необходимости понижения скорости подъема головки для обеспечения требуемых параметров формования, главным образом количества проходов роликов.
Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является головка станка радиального прессования трубчатых изделий из бетонных смесей, содержащая смонтированную на нижнем конце вертикально-подвижного вала ступицу, закрепленный на ней диск с укатывающими роликами с верхней конической частью, образующая которой наклонена под углом 60-70о к основанию, распределительный диск с лопастями и направляющим конусом, цилиндрический электрод с диэлектрической втулкой и токопроводящим кольцом.
Недостатком данной конструкции головки является неэффективное использование по высоте укатывающих роликов из-за не включения в работу верхней наклонной части роликов, предназначаемой лишь для образования зазора, в котором размещаются цилиндрические электроды, диэлектрическая втулка и токопроводящее кольцо. Это ведет к увеличению высоты роликов по сравнению с требуемой из условий формования, вызывая увеличение расхода металла для их изготовления.
Целью изобретения является повышение производительности станка для радиального прессования за счет увеличения эффективности использования укатывающих роликов головок по высоте.
Поставленная цель достигается тем, что в головке для радиального прессования изделий из бетонных смесей, содержащей смонтированную на нижнем конце вертикально-подвижного вала ступицу с закрепленным на ней жестко диском с укатывающими роликами, имеющими верхнюю коническую часть, распределительный конус с лопастями, дополнительную направляющую юбку, расположенную под основанием, которая закреплена на валу свободно на подшипнике качения, укатывающие ролики выполнены с верхней в пределах трети высоты конической частью, образующая которой установлена под углом 15-20о относительно вертикальной оси головки.
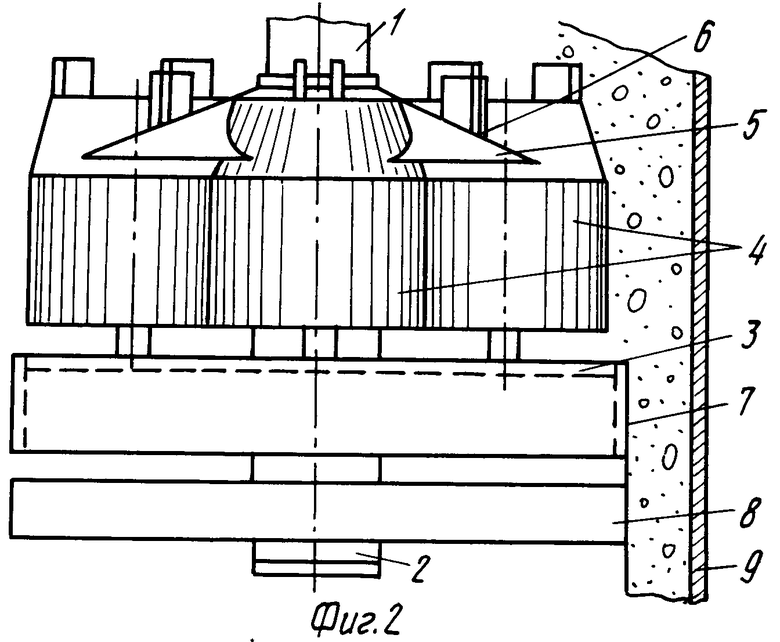
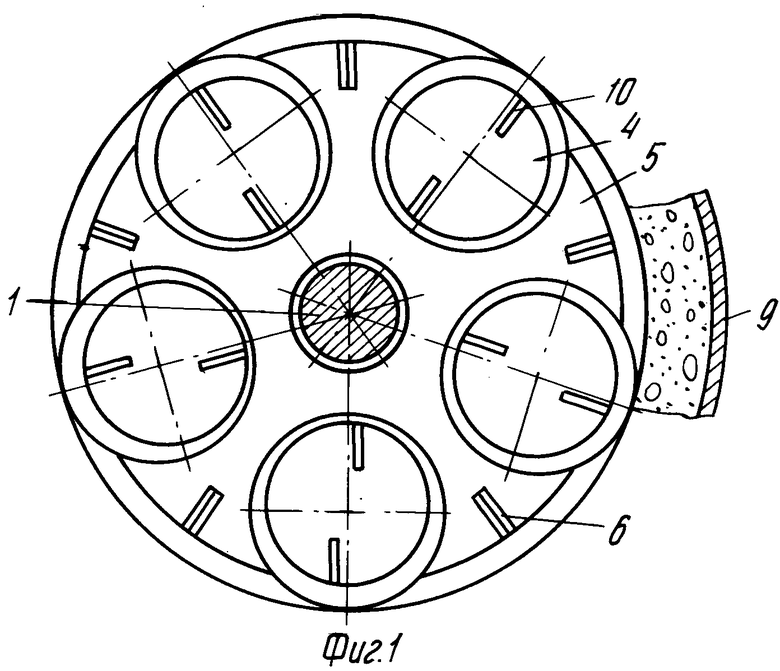
На фиг. 1 показана головка, вид сверху; на фиг. 2 - то же, вид сбоку.
Головка состоит из вертикально-подвижного вала 1 с жестко закрепленными на нем ступицей 2 и диском 3, в котором установлены оси укатывающих роликов 4, имеющих верхнюю в пределах трети высоты коническую часть с образующей, установленной под углом 15-20о к вертикали. Под роликами 4 расположены направляющая юбка 7 и дополнительная юбка 8. В верхней части головки установлен распределительный конус 5 со скребковыми лопастями 6. На укатывающих роликах 4 закреплены формующие лопасти 10 подающие бетонную смесь в стенку 9 трубы.
Головка работает следующим образом.
На вращающуюся и вертикально поднимающуюся головку сверху подается бетонная смесь, которая по распределительному конусу 5 под действием сил тяжести и центробежных сил лопастей 10 поступает в стенку трубчатого изделия, где и прессуется укатывающими роликами 4. Ролики при этом совершают планетарное движение - вращаются вокруг приводного вала и вокруг своей оси. Благодаря конической верхней части роликов и соответствующей установки скребковых лопастей 6 количество бетонной смеси в рабочем пространстве головки между металлической формой и прессующей поверхностью роликов 4 увеличивается. Доведение роликами увеличенной толщины слоя бетонной смеси до проектной (толщины стенки) в процессе формования трубчатого изделия изменяет распределение по высоте ролика давление прессования. Зона максимального прессующего давления при этом смещается в сторону верхнего обреза роликов. Это ведет к включению в полную работу большей части роликов по высоте, повышает эффективность их действия. Увеличение площади прессования с максимальным давлением за один оборот роликов вокруг ведущего вала позволяет поднять скорость вертикального подъема головки, что повышает производительность станка радиального прессования. Направляющая юбка 7 предотвращает выдавливание бетонной смеси из стенки формуемого изделия. При работе юбка 7 поднимается вверх без вращения, так как посажена на вал 1 на подшипнике качения. Дополнительная юбка 8, совершая одновременно вращательное и поступательное движение вверх совместно с валом 1, затирает внутреннюю поверхность трубчатого изделия и окончательно калибрует ее.
Угол наклона верхней конической части роликов принимают, исходя из величины осадки бетонной смеси при прессовании и толщины стенки трубчатого изделия (принимаемой в пределах 80-100 мм). Угол подбирается таким образом, чтобы в результате осадки бетонной смеси после прессования толщина слоя не превышала проектного значения толщины стенки с учетом допуска в меньшую сторону. Очень важно при этом чтобы угол наклона конической части роликов был больше угла трения стали о бетонную смесь, равного 6о. Уплотняемость бетонной смеси (осадка) зависит от ее состава, главным образом от соотношения содержания мелкого и крупного заполнителей и от водоцементного фактора. Для наиболее распространенных составов бетонных смесей, используемых для формования трубчатых изделий методом радиального прессования, указанный угол находится в пределах 15-20о.
Кроме того, данная конструкция позволяет также при неизменной скорости вертикального подъема головки уменьшить высоту роликов. (56) Авторское свидетельство СССР N 1009775, кл, В 28 В 21/24, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для радиального прессования изделий из бетонных смесей | 1991 |
|
SU1838111A3 |
| Головка для радиального прессования трубчатых изделий | 1991 |
|
SU1794029A3 |
| Головка для радиального прессования изделий из бетонных смесей | 1991 |
|
SU1787796A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1990 |
|
SU1811494A3 |
| Головка станка радиального прессования трубчатых изделий из бетонных смесей | 1981 |
|
SU1009775A1 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1991 |
|
SU1787795A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1973 |
|
SU880756A1 |
| Головка станка радиального прессования трубчатых изделий | 1974 |
|
SU679400A1 |
| Устройство для радиального прессования трубчатых изделий | 1990 |
|
SU1811495A3 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1985 |
|
SU1283112A1 |
Изобретение относится к области формования бетонных и железобетонных трубчатых изделий на станках радиального прессования. Сущность изобретения: каждый ролик выполнен с соотношением высот конической и цилиндрической частей, составляющим 1 : 3, а образующая конической части ролика расположена под углом 15 - 20относительно вертикальной оси головки. 2 ил.
ГОЛОВКА ДЛЯ РАДИАЛЬНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая смонтированную на нижнем конце вертикально-подвижного вала ступицу, жестко закрепленный на последней диск с укатывающими роликами, имеющими верхнюю коническую часть, распределительный конус с лопастями, дополнительную направляющую юбку, размещенную под основной и свободно закрепленную на валу посредством подшипника качения, отличающаяся тем, что каждый ролик выполнен с соотношением высот конической и цилиндрической частей 1 : 3, а образующая конической части ролика расположена под углом 15 - 20o относительно вертикальной оси головки.
