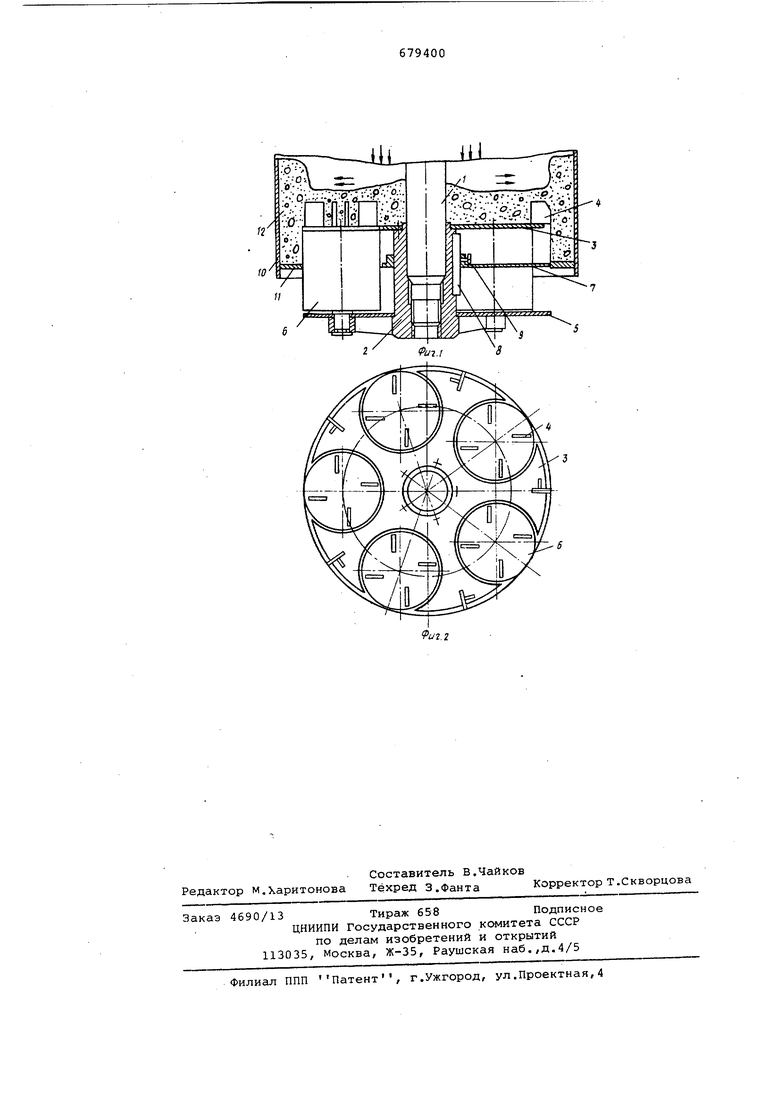
Изобретение относится к области производства иэдeJ Iий из бетона и железобетонаi Известна головка к трубоФормовочному станку радиального прессования содержащая цилиндрический сердечник метатели и формующие ролики 1. Недостатком этой головки.является то, что при формовании армированных труб часть формуемой, массы, набрасываемой метателями на стенки наружной формы, задерживается, арматурным каркасом, создавая частичное экранирование; . Наиболее близким техническим реше нием к изобретению является головка станка радиального прессования трубчатых изделий из бетонных смесей,содержащая вертикёшьно подвижный приво ной вал, на нижнем конце которого смонтирована ступица с верхним/ распределительным и нижним дисками, и размещенные между последними укатывающими ролики 2. Недостатком известной головки станка радиального прессования трубчатых изделий из бетонных смесей является значительный износ направляющего цилиндра из-за выдавлива ния бетонной смеси нижней частью уплотняющих роликов и частичного разрушения внутренней поверхности формуемой трубы вдавливания частиц смеси. Целью изобретения является повышение ее долговечности и качества внутренней поверхности изделия. Это достигается тем, что головка станка радиального прессования трубчатых изделий из бетонных смесей, содержащая вертикально подвижный приводной вал, на нижнем конце которого смонтирована ступица с верхним распределительным и нижним опорным дисками, и размещенные между ними укатывающие, ролики снабжена установленной на ступице между дисками регулируемой по высоте отражательной диафрагмой, выполненной с вырезами под укатывающие ролики. На фиг. 1 схематично изображена предлагаемая головка станка радиального прессования трубчатых изделий из бетонных смесей; на фиг. 2 - то же, вид в плане на фиг. 1. Головка станка радиального прессования трубчатых изделий из бетонных смесей состоит из вертикально подвижного приводного вала 1с закрепленной на нижнем конце ступицей 2, на которой закреплены верхний
распределительный 3 с лопастями 4 и нижний 5 диски, причем между дисками 3 и 5 размещены укатывающие ролики 6, смонтированные на нижнем диске 5.
Диаметр распределительного диска 3 меньше внутреннего диаметра формуемой трубы на 1,0-1,5 .диаметра наибольших частиц уплотняемой смеси
Между дисками 3 и 5 установлена регулируемая по высоте отражательная диафрагма 7 с вырезами для прохода укатывающих роликов 6.
Диафрагма 7 фиксируется от проворота относительно ступицы 2 при помощи шпонки 8, а от вертикальных перемещений установленными болтами 9 ,
Головка станка радиального прессования трубчатых изделий из бетонных смесей работает следующим образом.
Перед началом формования головку вводят в наружную форму 10 и опускают до соприкосновения нижних частей укатывающих роликов б с поддоно 11 формы 10, так что поверхности диафрагмы 7 и поддона 11 расположены в одной плоскости. Затем включают привод вращения вала 1 и через . верх формы 10 в нее подают бетонную смесь,падающую при этомг на распределительный диск 3, с которого под действием центробежных сил сползает в полость между вращающейся головкой и внутренней поверхностью формы 10, где происходит постепенное уплотнение бетонной смеси 12 до обрзования тела трубы.
Достижение предельного уплотнейия бетонной смеси 12 характеризуется постепенным выдавливанием последней вверх над распределительным диском 3/ причем лопастями 4 зазор очища ется для прохода новых порций бетонной смеси 12. После того, как
количество смеси над диском 3 достигает 2-3-х толщин стенки трубы, включают подъем головки при одновременном вращении последней и подаче бетонной смеси, причем бетонная смесь 12 при этом проваливается до
поверхности диафрагмы 7, т.е. бетонная смесь 12 уплотняется верхней частью укатывающих роликов б, а нижние части их, выходящие за диафрагму 7, будут калибровать и окончательно укатывать внутреннюю поверхность формуемой трубы.
Скорость перемещения головки определяется тем, что высота выдавливаемой бетонной смеси 12 на протяже5 НИИ всего.процесса формования всегда постоянна и регулируется количеством подаваемой бетонной смеси 12.
Формула изобретения.
Голр.вк станка радиального прессования трубчатых изделий из бетонных смесей, содержащая вертикально подвижный приводной вал, на нижнем конце которого смонтирована студида с верхним распределительным и нижним опорным дисками, и размещенные между ними укатывающие ролики, отличающаяся тем, что, с целью повышения ее долговечности и
качества внутренней поверхности
изделия, она снабжена установленной на ступице между дисками регулируемой по высоте отражательной диафрагмой, выполненной с вырезами под укатывающие ролики.
Источники информации, принятые во внимание при экспертизе
1.. Авторское свидетельство СССР № 335106, кл. В 28 В 21/24, 1971.
2. Попов А.Н..И др. Оборудование для производства бетонных и железобетонных труб, м., .Машиностроение , 1965, с. 26, фиг. 13.
:-.ОУ.:;-.::: г Т::РУЛ.0 .-Ii- n .-nvi 1.- ;
йПШ|
iii
/ -O
.
о.
fessisis
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для радиального прессования изделий из бетонных смесей | 1991 |
|
SU1787796A1 |
| Головка станка радиального прессования трубчатых изделий | 1980 |
|
SU906709A2 |
| Головка станка для радиального уплотнения трубчатых изделий из бетонных смесей | 1980 |
|
SU903125A1 |
| Головка станка радиального прессования трубчатых изделий из бетонных смесей | 1981 |
|
SU1009775A1 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1991 |
|
SU1787795A1 |
| ГОЛОВКА ДЛЯ РАДИАЛЬНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2008218C1 |
| Головка для радиального прессования трубчатых изделий | 1991 |
|
SU1794029A3 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1985 |
|
SU1283112A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1981 |
|
SU990534A2 |
| Головка для радиального прессования изделий из бетонных смесей | 1991 |
|
SU1838111A3 |