Изобретение относится к формованию бетонных и железобетонных трубчатых изделий на стенках радиального прессования.
Известна головка для радиального прессования изделия из бетонных смесей, Содержащая жестко закрепленный на приводном валу диск с укатывающими роликами и расположенную под ним направляющую юбку, выполненную со ступицей, установленной на нижнем конце приводного вала посредством подшипников качения.
Недостатком данного устройства является невозможность получения изделий с качественной внутренней поверхностью из- за отсутствия в его конструкции отделяющего элемента.
Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является головка станка радиального прессования трубчатых изделий из бетонных смесей, содержащая вертикально подвижный приводной вал, на нижнем конце которого смонтирована ступица с верхним распределительным и нижним опорным дисками, между которыми размещены укатывающие ролики и установленная на ступице регулируемая по высоте отражательная диафрагма, выполненная с вырезами под укатывающие ролики.
Недостатком данной конструкции голо вки является малый срок службы отражательной диафрагмы и низкое качество внутренней поверхности изделия из-за большой длины роликов и совмещения у них функций прессования бетонной смеси и калибровки внутренней поверхности трубчатого изделия.
С увеличением высоты и диаметра укатывающих роликов возрастает сила прессования и сила упругого последействия со стороны бетонной смеси, достигающих максимума на половине высоты роликов. Это способствует выдавливанию бетонной смеси из стенки трубчатого изделия, часть которой попадает на отражательную диафрагму, а часть внутрь трубчатого изделия. Это, с . одной стороны ведет к интенсификации износа отражательной диафрагмы, испытывающей истирание от попавшей на нее
ел
С
Ч 00 VJ v| Ч 0
бетонной смеси, а с другой стороны, к безвозвратной потере бетонной смеси.
Из-за вовлечения в прессование большого объема смеси и выдавливания ее из- под низа роликов появляется волнистость внутренней поверхности трубчатого изделия, снижающая качество изделия.
Целью предлагаемого изобретения является повышение качества формируемых изделий и увеличение межремонтного сро- ка службы головки.
Поставленная цель достигается тем, что в головке для радиального прессования изделий из бетонных смесей, содержащей вертикально подвижный приводной вал, на нижнем конце которого смонтирована ступица с верхним распределительным и нижним опорным дисками, между которыми размещены укатывающие ролики и калибрующий элемент, согласно предполагаемого изобретения, калибрующий элемент выполнен в виде роликов, оси которых смещены в плане относительно осей укатывающих роликов и закреплены на дополнительном диске с возможностью свободного враще- ния относительно своей оси.
Установка роликов в два яруса со смещением их осей ведет к разделению между ними функций прессования и катшбровки внутреннего размера изделия и обеспечи- вает повышение качества уплотнения бетонной смеси.
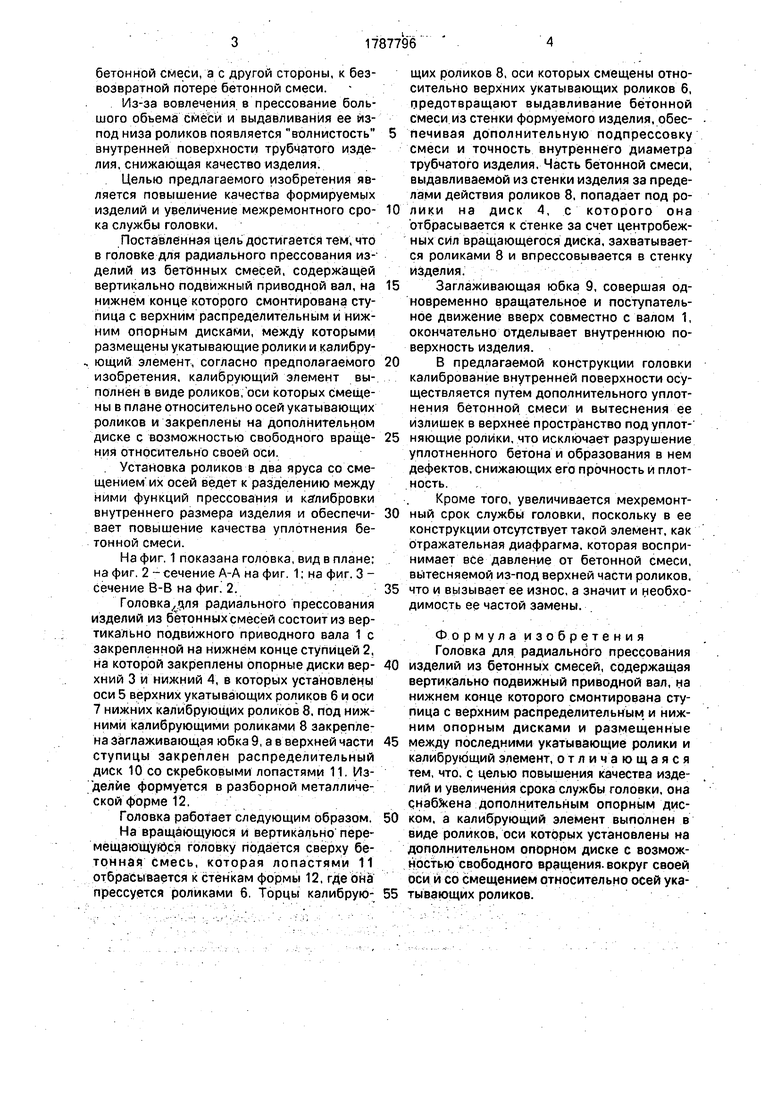
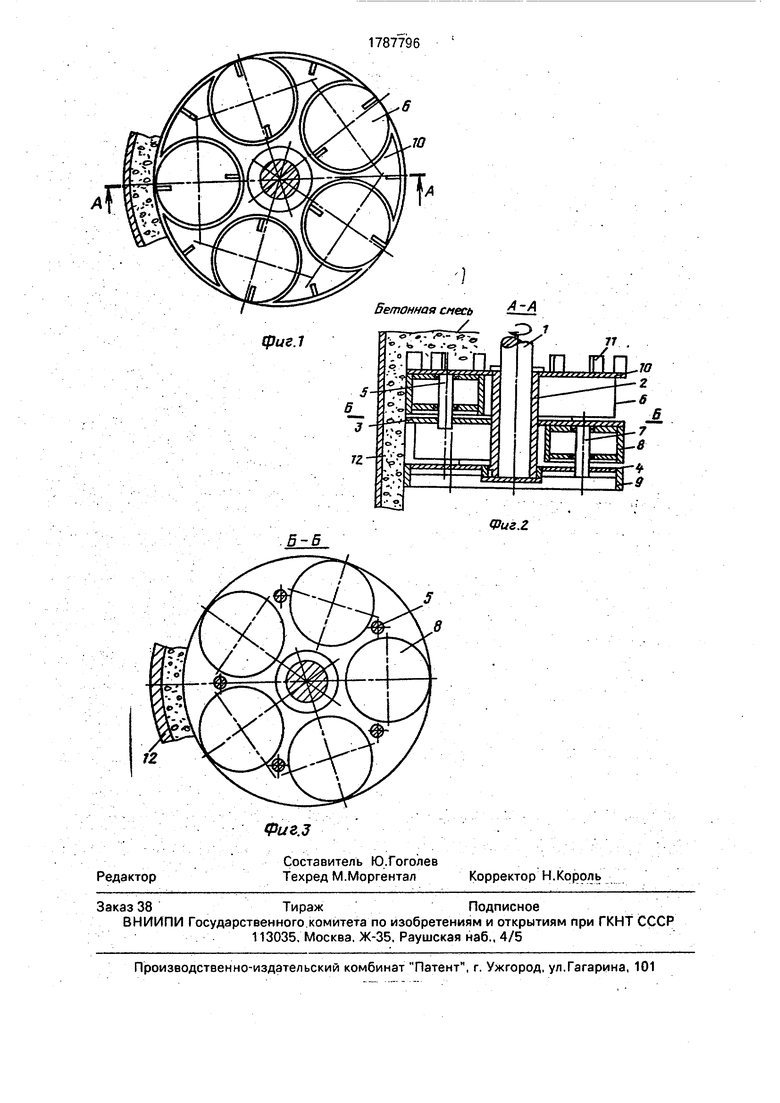
На фиг. 1 показана головка, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение В-В на фиг. 2.
Головка ля радиального прессования изделий из бетонных смесей состоит из вертикально подвижного приводного вала 1 с закрепленной на нижнем конце ступицей 2, на которой закреплены опорные диски вер- хний 3 и нижний 4, в которых установлены оси 5 верхних укатывающих роликов 6 и оси 7 нижних калибрующих роликов 8, под нижними калибрующими роликами 8 закреплена заглаживающая юбка 9, а в верхней части ступицы закреплен распределительный диск 10 со скребковыми лопастями 11. Изделие формуется в разборной металлической форме 12.
Головка работает следующим образом.
На вращающуюся и вертикально перемещающуюся головку подается сверху бетонная смесь, которая лопастями 11 отбрасывается к стенкам формы 12, гДе она прессуется роликами 6. Торцы калибрую-
щих роликов 8, оси которых смещены относительно верхних укатывающих роликов 6, предотвращают выдавливание бетонной смеси из стенки формуемого изделия, обеспечивая дополнительную подпрессовку смеси и точность внутреннего диаметра трубчатого изделия. Часть бетонной смеси, выдавливаемой из стенки изделия за пределами действия роликов 8, попадает под ролики на диск 4, с которого она отбрасывается к стенке за счет центробежных сил вращающегося диска, захватывается роликами 8 и впрессовывается в стенку изделия.
Заглаживающая юбка 9, совершая одновременно вращательное и поступательное движение вверх совместно с валом 1, окончательно отделывает внутреннюю поверхность изделия.
В предлагаемой конструкции головки калибрование внутренней поверхности осуществляется путем дополнительного уплотнения бетонной смеси и вытеснения ее излишек в верхнее пространство под уплотняющие ролики, что исключает разрушение уплотненного бетона и образования в нем дефектов, снижающих его прочность и плотность. ,
Кроме того, увеличивается мехремонт- ный срок службы головки, поскольку в ее конструкции отсутствует такой элемент, как отражательная диафрагма, которая воспринимает все давление от бетонной смеси, вытесняемой из-под верхней части роликов, что и вызывает ее износ, а значит и необходимость ее частой замены.
Формула изобретения Головка для радиального прессования изделий из бетонных смесей, содержащая вертикально подвижный приводной вал, на нижнем конце которого смонтирована ступица с верхним распределительным и нижним опорным дисками и размещенные между последними укатывающие ролики и калибрующий элемент, о т л и ч а ю щ а я с я тем, что. с целью повышения качества изделий и увеличения срока службы головки, она Снабжена дополнительным опорным диском, а калибрующий элемент выполнен в виде роликов, оси которых установлены на дополнительном опорном диске с возможностью свободного вращения, вокруг своей бей и со смещением относительно осей укатывающих роликов.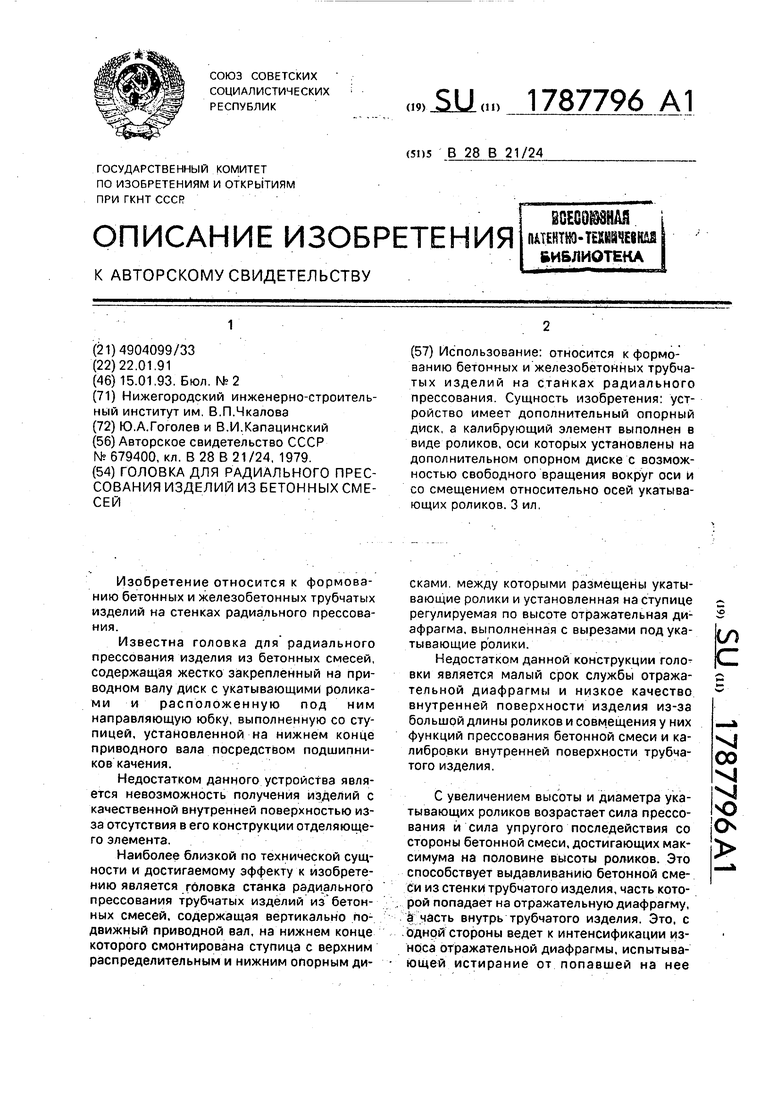
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка станка радиального прессования трубчатых изделий | 1974 |
|
SU679400A1 |
| Головка для радиального прессования трубчатых изделий | 1991 |
|
SU1794029A3 |
| ГОЛОВКА ДЛЯ РАДИАЛЬНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2008218C1 |
| Головка для радиального прессования изделий из бетонных смесей | 1991 |
|
SU1838111A3 |
| Головка для радиального прессования изделий из бетонных смесей | 1990 |
|
SU1811494A3 |
| Устройство для радиального прессования трубчатых изделий | 1990 |
|
SU1811495A3 |
| Головка станка радиального прессования трубчатых изделий | 1980 |
|
SU906709A2 |
| Головка станка радиального прессования трубчатых изделий из бетонных смесей | 1981 |
|
SU1009775A1 |
| Головка для радиального прессования трубчатых изделий из бетонных смесей | 1985 |
|
SU1276511A1 |
| Головка для радиального прессования изделий из бетонных смесей | 1976 |
|
SU942991A2 |
Использование: относится к формованию бетонных и железобетонных трубчатых изделий на станках радиального прессования. Сущность изобретения: устройство имеет дополнительный опорный диск, а калибрующий элемент выполнен в виде роликов, оси которых установлены на дополнительном опорном диске с возможностью свободного вращения вокруг оси и со смещением относительно осей укатывающих роликов. 3 ил.
| Головка станка радиального прессования трубчатых изделий | 1974 |
|
SU679400A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
