Изобретение относится к автоматизации технологических процессов, может быть использовано для контроля, ориентации и сортировки асимметричных деталей.
Известно устройство для сортировки деталей, содержащее разгрузочные лотки, ограничительную шторку, транспортирующую цепь и выталкиватель, связанный через систему рычагов с приводом.
Известное устройство имеет следующие недостатки:
может быть использовано только для определенного типа деталей (вкладыши), т. е. ограничены технологические возможности;
в конструкции не предусмотрена возможность ориентации деталей, т. е. ограничены функциональные возможности;
наличие большого количества рычагов и их кинематическая взаимосвязь усложняет конструкцию и снижает надежность работы.
Прототипом предложенного способа и устройства для его осуществления является способ разделения потока конических деталей и устройство для его осуществления, заключающегося в последовательном перемещении деталей по наклонному направляющему лотку, разделении потока и отведении из потока неправильно ориентированных деталей после их схода с лотка при помощи отводящего упора. Отводящий упор установлен между наклонными подводящими и отводящими лотками.
Известные способ и устройство для его осуществления имеют следующие недостатки:
могут быть использованы только для определенного типа деталей (конические детали - ролики), т. е. ограничены технологические возможности;
в конструкции использован принцип отвода из потока неправильно ориентированных роликов и возврат их вновь на подводящий наклонный лоток для повторной ориентации. Вновь поданные ролики на повторную ориентацию могут быть опять отведены из потока и т. д. Следовательно, снижается производительность.
Задачей изобретения является:
расширение технологических возможностей за счет расширения номенклатуры ориентируемых деталей;
повышение производительности за счет исключения отвода из потока неправильно ориентированных деталей.
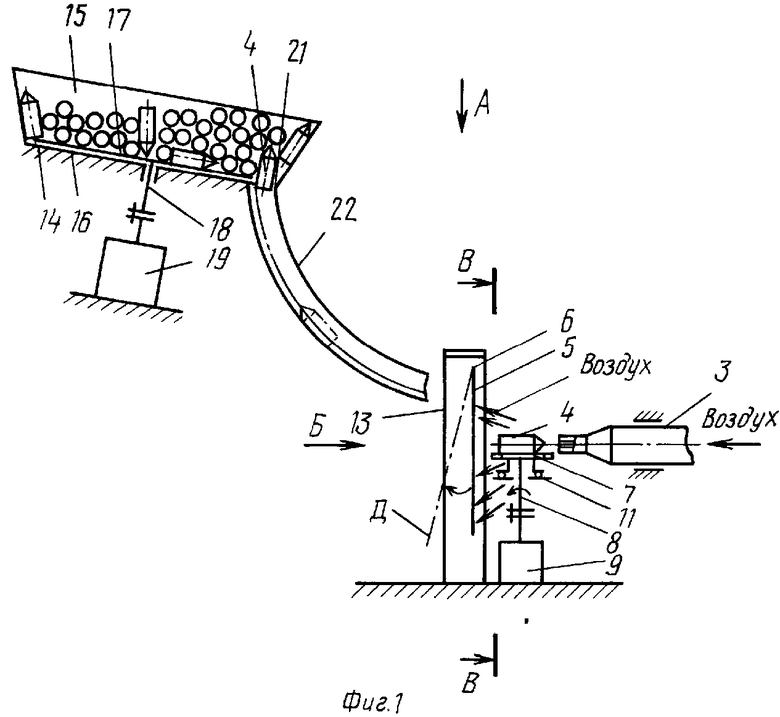
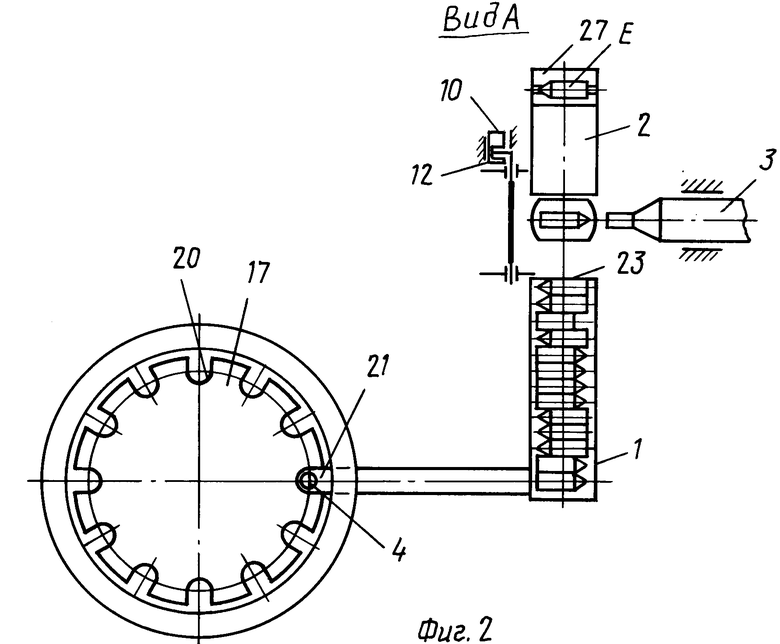
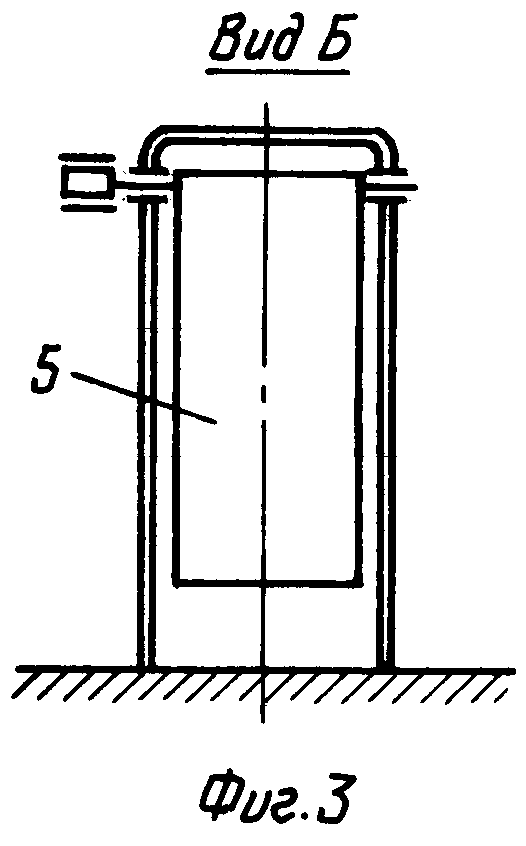
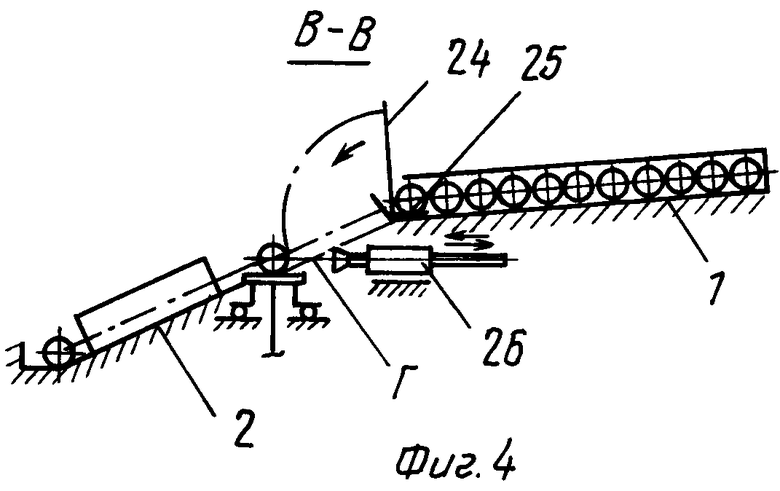
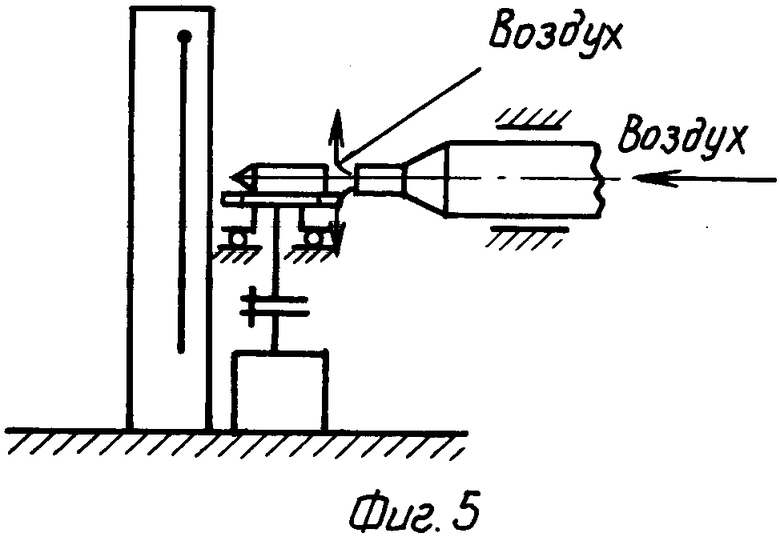
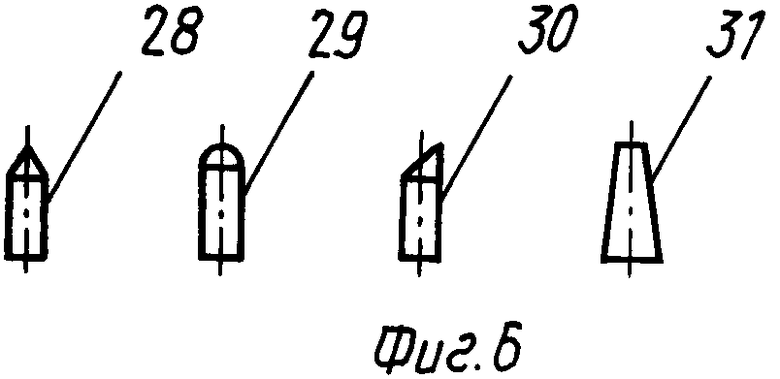
На фиг. 1 изображено устройство для осуществления способа, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - механизм ориентации; на фиг. 6 - некоторые ориентируемые детали (для примера).
Устройство для ориентации деталей содержит наклонные подводящий 1 и отводящий 2 лотки. Между лотками 1 и 2 смонтированы устройство 3 для подачи сжатого воздуха и механизм ориентации деталей 4. Механизм ориентации выполнен в виде свободно качающейся шторки 5 с осью 6 и поворотной площадки 7 с осью 8 и приводом 9. Шторка 5 снабжена датчиком 10, включенным в электрическую цепь управления приводом 9 площадки 7. Площадка 7 смонтирована на подшипнике 11, а шторка 5 с осью 6, имеющей экран 12, на рамке 13. Над рамкой 13 установлена на корпусе 14 неподвижная чаша 15 для деталей 4. В чашу 15 на подшипнике 16 установлен диск-ворошитель 17 с осью 18 и приводом 19. Диск 17 имеет сквозные фигурные пазы 20 равнорасположенные по его наружному диаметру. Чаша 15 также имеет сквозное фигурное отверстие 21, под которым установлен лоток 22, соединенный с лотком 1. Лоток 1 имеет двуплечий рычаг 23 с большим 24 и малым 25 плечами и приводом его поворота (не показан). Под лотком 1 установлен сталкиватель 26, а за лотком 2 - площадка 27. Деталь 4 может иметь различную конфигурацию, например, 28, 29, 30, 31.
Способ ориентации деталей и работа устройства осуществляется следующим образом.
Детали 4 загружают в чашу 15 на корпусе 14, включают привод 19, который через ось 18 вращает диск-ворошитель 17 на подшипнике 16. При вращении диска 17 детали западают в пазы 20 и транспортируются до момента совпадения паза 20 с отверстием 21. Деталь 4 проваливается в отверстие 21 и перемещаясь под собственным веслом по лотку 22 попадает в лоток 1. Диск 17 вращается таким образом до тех пор, пока лоток 1 не заполнится деталями 4, при этом они могут располагаться асимметричным концом в разные стороны. От сигнала датчика (на черт. не показан) привод 19 останавливается, а привод поворота (на черт. не показан) рычага 23 поворачивает его и плечо 24 устанавливается в положение "1" на площадку 7, а плечо 25 подхватывает деталь 4. Деталь 4, перемещаясь по плечу 24, устанавливается на площадке 7, а рычаг 23 возвращается обратно и дает сигнал на привод 19. Очередная деталь 4 перемещается в лоток 1, а крайняя деталь в лотке 1 перемещается на плечо 25, привод 19 отключается. Деталь 4 установилась на площадке 7 асимметричной частью в сторону к устройству 3 для подачи сжатого воздуха (фиг. 1), включается подача сжатого воздуха на деталь 4. Воздух, обтекая асимметричную часть детали, действует на шторку 5. Шторка 5 поворачивается на оси 6 в рамке 13 и занимает положение "Д", при этом экран 12 воздействует на датчик 10. Сигнал от датчика 10 поступает на привод 9, который через ось 8 поворачивает площадку 7 на подшипнике 11 вместе с деталью. Подача воздуха прекращается и при помощи сталкивателя 26 деталь 4 перемещается по лотку 2 на площадку 27 в ориентированном положении. С площадки 27 деталь 4 подается дальше в технологический процесс.
Деталь 4 установилась на площадке 7 торцем к устройству 3 (фиг. 5), подается сжатый воздух, который расходится в стороны, не воздействует на шторку 5 и площадка 7 остается неподвижной. Сталкиватель 26 перемещает деталь по лотку 2 на площадку 27 в положение "Е". После освобождения площадки 7 от детали, рычаг 23 вновь поворачивается и подает следующую деталь. Точно также технологические операции могут быть проведены и с другими деталями, например, с деталями 28, 29, 30, 31 и др.
Предлагаемый способ ориентирования деталей и устройство для его осуществления позволяют:
ориентировать детали, имеющие различные виды поверхностей, например, коническую, цилиндрическую и другие, а также имеющие различную форму асимметричной части детали, например, конусную, сферическую, со скосом, коническую и т. д. , что расширяет технологические возможности;
исключить из технологического процесса отвод из потока неправильно ориентированных деталей, которые возвращаются обратно на их ориентацию. Возврат их может быть неоднократным, что увеличивает время всего процесса ориентирования и снижает производительность. (56) Авторское свидетельство СССР N 1405898, кл. В 07 С 1/06, 1988.
Авторское свидетельство СССР N 1388109, кл. В 07 С 5/00, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2098257C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 2000 |
|
RU2176584C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1993 |
|
RU2049643C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 1998 |
|
RU2171736C2 |
| СПОСОБ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 1998 |
|
RU2169655C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
Изобретение относится к автоматизации технологических процессов и позволяет расширить технологические возможности и повысить производительность. Сущность изобретения: ориентацию деталей осуществляют воздействием на механизм ориентации распределенного потока сжатого воздуха, подаваемого на асимметричную часть детали. Между лотками смонтированы устройство для подачи сжатого воздуха и механизм ориентации деталей. Механизм ориентации выполнен в виде свободно качающейся шторки и поворотной площадки с приводом. Шторка снабжена датчиком, включенным в электрическую цепь управления приводом поворотной площадки. 2 с. п. ф-лы, 6 ил.
