Изобретение относится к области автоматизации технологических процессов в машиностроении, в частности для ориентации стержней.
Известен способ ориентации плоских деталей, включающий поштучную подачу деталей в пазы в верхней части наклонного диска, их транспортирование путем вращения диска и передачу правильно ориентированной детали в отводящий лоток, предварительно подвергая по меньшей мере одной кантовке неправильно сориентированную деталь [Авт. свид. SU, N 1705011 A1, В 23 Q 7/02, 1992 (аналог)].
Однако известный способ применим для ориентации деталей с гранями и не применим для ориентации цилиндрических стержней.
Наиболее близким к заявляемому является способ ориентации ступенчатых стержней, реализованный в селекторном механизме, заключающийся в поштучной подаче детали в отверстие наклонного кольца, ее транспортировании путем вращения кольца, смещении правильно ориентированной детали по отверстию кольца с заходом ее наименьшей по диаметру ступени в кольцевую канавку неподвижной пробки, закреплении неправильно ориентированной детали в отверстии кольца и транспортировании ее в зафиксированном состоянии, передаче правильно ориентированной детали в отводящий лоток при совмещении отверстия кольца с каналом, выполненным в неподвижной пробке, переориентации неправильно ориентированной детали в требуемое положение путем вращения кольца, до совмещения его отверстия с отводящим лотком, освобождении ее от фиксации и передаче в отводящий лоток [Малов А.Н. Загрузочные устройства для металлорежущих станков. -М.: Машиностроение, 1965, с. 26, фиг. 16 (прототип)].
Однако известный способ имеет ограниченные технологические возможности, поскольку не позволяет переориентировать цилиндрические стержни, у которых один из торцов выполнен сферическим, а другой содержит фаску. Наличие таких конструктивных элементов позволяет как правильно ориентированным, так и неправильно ориентированным деталям заходить в кольцевую канавку неподвижной пробки. При этом положения таких деталей вдоль паза становятся мало различимыми, а последующее закрепление приведет к фиксации как неправильно ориентированной, так и правильно ориентированной детали, что делает невозможным использование этого способа для ориентации подобных деталей.
В основу настоящего изобретения была положена задача разработки такого способа, который обеспечивает расширение технологических возможностей за счет ориентации стержней, у которых один из торцов выполнен сферическим, а другой содержит фаску.
Это достигается тем, что поштучно подают деталь в паз диска, транспортируют ее путем вращения диска, при транспортировании отклоняют деталь от вертикального положения на угол, обеспечивающий неправильно ориентированной детали неустойчивое положение, переориентируют неправильно ориентированную деталь в требуемое положение путем ее опрокидывания в провальное окно при совмещении последнего с пазом в верхней части диска и передают ее в отводящий лоток, а правильно ориентированную деталь передают в отводящий лоток при совмещении паза в верхней части диска со сквозным каналом.
Сравнение предложенного способа с прототипом показывает, что предложенный способ отличается следующими признаками: расположением детали в пазу диска, условиями транспортирования неправильно ориентированной детали и условиями переориентации неправильно ориентированной детали, что позволяет расширить его технологические возможности.
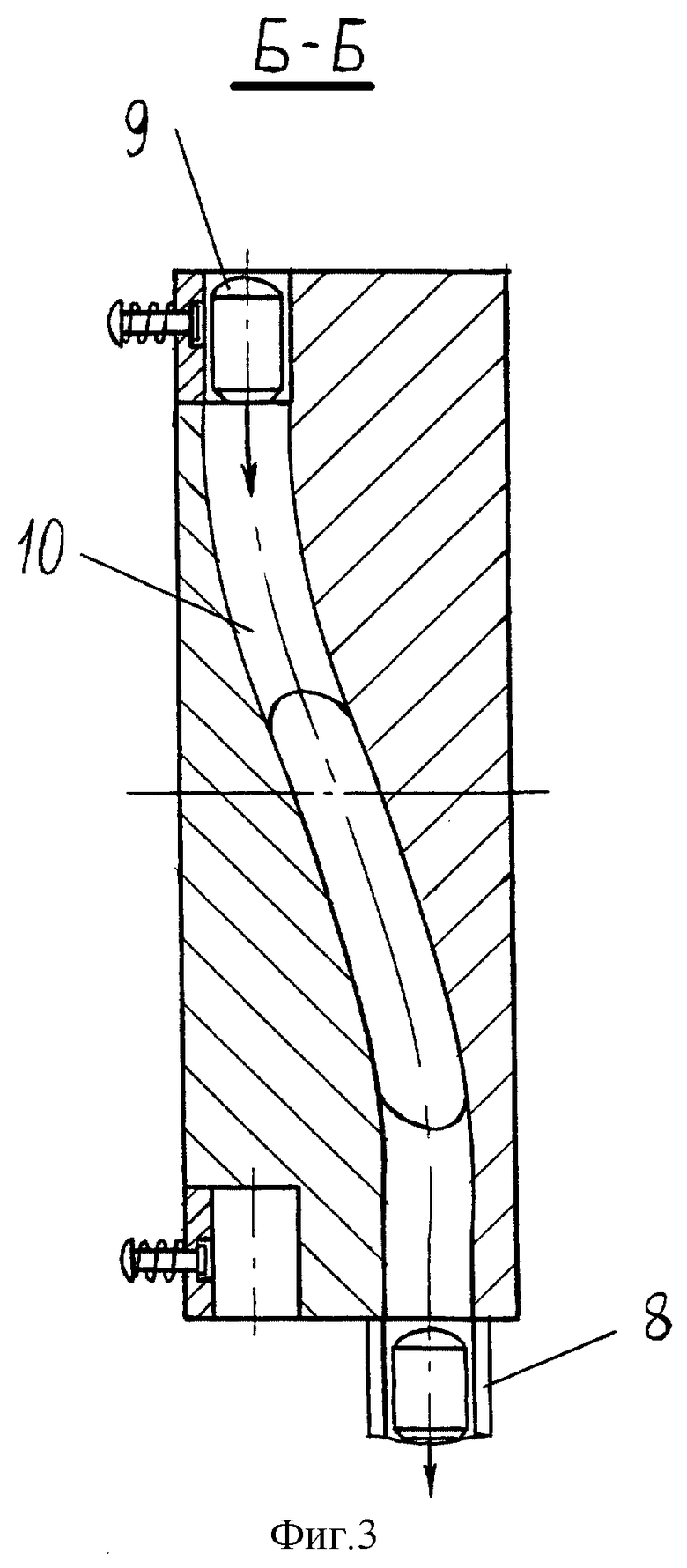
На фиг. 1 показана схема осуществления способа, вид спереди; на фиг. 2 - разрез по В-В на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по А-А на фиг. 1.
Способ включает в себя следующие операции: подают поштучно деталь 1 из подводящего лотка 2 в паз 3 диска 4; транспортируют деталь 1 путем вращения диска 4; отклоняют деталь 1 при транспортировании от вертикального положения на угол α, обеспечивающий неправильно ориентированной детали 5 неустойчивое положение; переориентируют неправильно ориентированную деталь 5 в требуемое положение путем ее опрокидывания в провальное окно 6 при совмещении последнего с пазом 3 в верхней части диска 4 и передают по тоннелю 7 в отводящий лоток 8; передают правильно ориентированную деталь 9 в отводящий лоток 8 при совмещении паза 3 в верхней части диска 4 со сквозным каналом 10.
Способ реализуется следующим образом. Из подводящего лотка 2 поштучно подают детали 1 в паз 3 диска 4, вращающегося со скоростью V. В пазу 3 деталь 1 может занимать одно из двух возможных положений. При одном положении деталь своим сферическим торцом обращена к оси вращения диска 4, а торцом с фаской - к периферии упомянутого диска (это положение принято как положение неправильно ориентированной детали 5). При другом "сложении деталь обращена своим торцом с фаской к оси вращения диска 4, а сферическим торцом - к периферии этого диска (это положение принято как положение правильно ориентированной детали 9). При дальнейшем транспортировании деталь отклоняют от вертикального положения на такой угол α, который обеспечивает неправильно ориентированной детали 5 неустойчивое положение, а правильно ориентированная деталь 9 при этом угле продолжает находиться в устойчивом состоянии.
При совмещении паза 3 с провальным окном 6 в верхней части диска 4, неправильно ориентированную деталь 5 переориентируют в требуемое положение путем опрокидывания в упомянутое окно и передают по тоннелю 7 в отводящий лоток 8. При совмещении паза 3 в верхней части диска 4 со сквозным каналом 10 передают правильно ориентированную деталь 9 в отводящий лоток 8.
Таким образом, в отводящий лоток 8 попадают детали в правильно ориентированном положении.
Способ может быть использован на машиностроительных предприятиях для ориентации деталей в виде стержней, у которых один из торцов выполнен сферическим или коническим, а другой содержит фаску, а также в виде ступенчатых стержней с большим перепадом ступеней, при автоматизации операций механической обработки, наплавки, сборки, измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 2000 |
|
RU2176584C2 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 1998 |
|
RU2171736C2 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2008 |
|
RU2366555C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2000 |
|
RU2181321C2 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2004 |
|
RU2271916C1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1996 |
|
RU2103145C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |


Изобретение относится к области автоматизации технологических процессов в машиностроении, в частности для ориентации цилиндрических стержней, у которых один из торцов выполнен сферическим или коническим, а другой - с фаской. Из подводящего лотка в паз диска подают деталь, транспортируют ее путем вращения диска. При транспортировании деталь отклоняют от вертикального положения на угол, который обеспечивает неправильно ориентированной детали неустойчивое положение. Переориентирование ее в требуемое положение осуществляют опрокидыванием в провальное окно при совмещении в верхней части диска паза с окном с последующей передачей по тоннелю в отводящий лоток. Правильно ориентированную деталь передают в отводящий лоток при совмещении паза в верхней части диска со сквозным каналом. Использование способа обеспечивает расширение технологических возможностей ориентации стержней. 4 ил.
Способ вторичной ориентации стержней, включающий подачу детали в паз диска, транспортировку ее путем вращения диска и передачу в отводящий лоток правильно ориентированной детали при совмещении в верхней части диска паза со сквозным каналом, переориентирование в требуемое положение неправильно ориентированной детали и передачу ее в отводящий лоток, отличающийся тем, что при транспортировке деталь отклоняют от вертикального положения на угол, который обеспечивает неустойчивое положение неправильно ориентированной детали, а переориентирование последней осуществляют ее опрокидыванием в провальное окно при совмещении в верхней части диска паза с окном.
| МАЛОВ А.Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| - М.; Машиностроение, 1965, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| Устройство для вторичной ориентации деталей | 1989 |
|
SU1703367A2 |
| Устройство для ориентации | 1987 |
|
SU1449319A1 |
| Ориентирующее устройство | 1987 |
|
SU1484572A1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1995 |
|
RU2082583C1 |
| СПОСОБ КОНТРОЛЯ ДЫХАНИЯ ПОЧВЫ В ПОСЕВЕ | 2012 |
|
RU2507517C1 |
