Область техники
Изобретение относится к области автоматизации технологических процессов в машиностроении, в частности к загрузочно-ориентирующим устройствам.
Уровень техники
Известно селекторное устройство, содержащее наклонно установленный корпус с окнами, одно из которых выполнено напротив приемного лотка, смонтированного на верхней части корпуса, а другое - напротив отводящего лотка в нижней части корпуса, и гнездом, выполненным напротив радиального канала неподвижно установленной в корпусе центральной пробки, сопряженное с ней и корпусом кольцо с радиальными пазами, смонтированное с возможностью вращения относительно оси центральной пробки от привода, закрепленного на корпусе, в гнезде которого расположен механизм зажима, а в центральной пробке на ее поверхности сопряжения с кольцом выполнен кольцеобразный паз [Малов А.Н. Загрузочные устройства для металлорежущих станков. - М.: Машиностроение, 1965, с.26, фиг.16 (аналог)].
Однако указанный механизм применим для цилиндрических стержней с уступом и имеет низкую надежность в случае применения его для плоских деталей, имеющих форму равнобедренной трапеции со скосом на одном из ее оснований.
Наиболее близким к заявляемому относится селекторное устройство, содержащее наклонно установленный корпус с окнами, одно из которых выполнено напротив приемного лотка, смонтированного в верхней части корпуса, а другое - напротив отводящего лотка в нижней части корпуса, и гнездом, выполненным напротив радиального канала неподвижно установленной в корпусе центральной пробки, сопряженное с ней и корпусом кольцо с радиальными пазами, смонтированное с возможностью вращения относительно оси центральной пробки от привода, закрепленного на корпусе, в гнезде которого расположен механизм зажима, а в центральной пробке на ее поверхности сопряжения с кольцом выполнен кольцеобразный паз, и снабженное дополнительным механизмом зажима, размещенным в выполненной на центральной пробке выемке, и желобом, закрепленным в нижней части корпуса, на кольце на его поверхности сопряжения с корпусом выполнена кольцевая канавка, а на его поверхности сопряжения с центральной пробкой - кольцевая выточка, в корпусе выполнен проем, расположенный напротив желоба и выемки центральной пробки, кольцевая канавка сопряжена с входами радиальных пазов, а кольцевая выточка - с их выходами, каждый из механизмов зажима выполнен в виде подпружиненного двуплечего рычага, установленного на оси с возможностью качания в плоскости, перпендикулярной оси центральной пробки, при этом двуплечий рычаг первого механизма зажима размещен с возможностью выхода одним из своих плеч в кольцевую канавку, а двуплечий рычаг другого механизма - в кольцевую выточку [см. патент RV N 2103146, кл. B 23 Q 7/02, опубл. 27.01.98].
Однако указанное устройство позволяет переориентировать только те детали, которые неправильно ориентированы по длине, и не позволяет путем вращения кольца переориентировать неправильно ориентированные по высоте. Поэтому применение этого устройства для многогранных пластин, имеющих форму равнобедренной трапеции со скосом на одном из ее оснований, дает невысокую производительность ввиду малой вероятности правильно ориентированных деталей.
Раскрытие изобретения
В основу настоящего изобретения была положена задача разработки такого устройства, которое обеспечивает повышение производительности за счет увеличения вероятности выхода правильно ориентированных деталей в виде пластин, имеющих форму равнобедренной трапеции со скосом на одном из ее оснований.
Это достигается тем, что устройство вторичной ориентации плоских деталей содержит наклонно установленный корпус с окнами, одно из которых выполнено напротив приемного лотка, смонтированного в верхней части корпуса, а другое - напротив отводящего лотка в нижней части корпуса, и проем, выполненный напротив желоба в нижней части корпуса, неподвижно закрепленную в корпусе центральную пробку со сквозным каналом, размещенным напротив проема, тоннелем, размещенным напротив отводящего лотка, и выемкой, сопряженное с корпусом и центральной пробкой кольцо с радиальными пазами, смонтированное с возможностью вращения относительно оси центральной пробки от привода, закрепленного на корпусе, диск с радиальными каналами, жестко закрепленный на кольце и сопряженный с центральной пробкой с возможностью вращения относительно ее оси, торцовый кулачок и торцовый копир, жестко закрепленные на корпусе, и механизмы зажима, причем радиальные каналы расположены под радиальными пазами с шагом, равным шагу расположения радиальных пазов, в центральной пробке на ее поверхности сопряжения с кольцом выполнены кольцеобразный паз и кольцевая выточка, сопряженные между собой, со сквозным каналом и выходами радиальных пазов, а на поверхности ее сопряжения с диском - кольцевая канавка, сопряженная со входами радиальных каналов и с тоннелем, выемка размещена в верхней части центральной пробки между сквозным каналом и тоннелем с возможностью сопряжения при совмещении своего входа с выходом радиального паза, а выхода - со сходом радиального канала, кроме того одни механизмы зажима, число которых соответствует количеству радиальных пазов, размещены на кольце и каждый из них выполнен в виде подпружиненного относительно кольца штока, расположенного с возможностью взаимодействия с торцовым кулачком и с размещенными с возможностью выхода в радиальный паз подпружиненными прижимами, а другие механизмы зажима, число которых соответствует количеству радиальных каналов, размещены на диске и каждый из них выполнен в виде подпружиненного относительно диска толкателя, расположенного с возможностью взаимодействия с торцовым копиром и с размещенным с возможностью выхода в радиальный канал прихватом.
Таким образом в предлагаемом устройстве по сравнению с прототипом, за счет дополнительных конструктивных элементов, их связи с существующими элементами, а также между собой обеспечивается повышение надежности отбора правильно ориентированных деталей в виде пластин, имеющих форму равнобедренной трапеции со скосом на одном из ее оснований.
Краткое описание чертежей
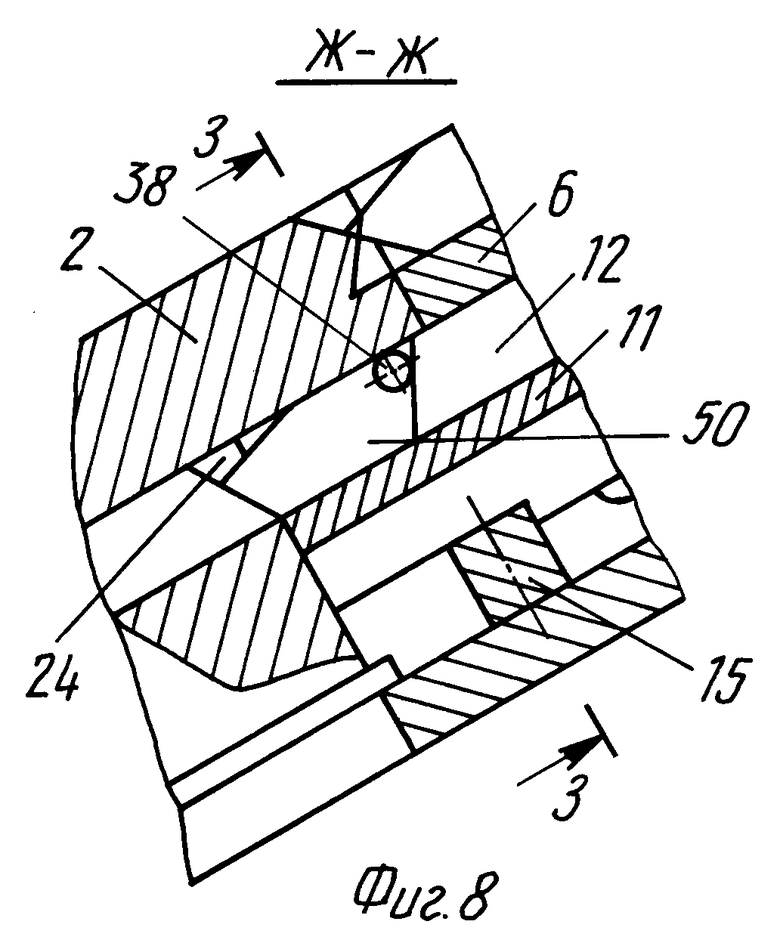
На фиг. 1 показано устройство, общий вид; на фиг.2 - разрез по А-А на фиг. 1; на фиг.3 - разрез по Б-Б на фиг.2; на фиг.4 - разрез по В-В на фиг.2 с возможными положениями ориентируемой детали; на фиг.3 - разрез по Г-Г на фиг.4; на фиг.6 - разрез по Д-Д на фиг.2; на фиг.7 - разрез по Е-Е на фиг.2; на фиг.8 - разрез по Ж-Ж на фиг.2; на фиг.9 - разрез по 3-3 на фиг.8.
Лучший вариант осуществления изобретения
Устройство вторичной ориентации плоских деталей содержит наклонно установленный корпус 1 с закрепленной на нем неподвижной центральной пробкой 2, приемный лоток 3, смонтированный в верхней части корпуса 1, отводящий лоток 4 и желоб 5, смонтированные в нижней части корпуса 1, сопряженное с корпусом 1 и центральной пробкой 2 кольцо 6 с радиальными пазами 7, смонтированное с помощью фланца 8 и кронштейна 9 на корпусе 1 с возможностью вращения вокруг оси центральной пробки 2 от закрепленного на кронштейне 9 привода 10, диск 11 с радиальными каналами 12, жестко закрепленный на кольце 6 с помощью винтов 13 и сопряженный с центральной пробкой 2 с возможностью вращения относительно ее оси, торцовый кулачок 14 и торцовый копир 15, жестко закрепленные на корпусе 1. В корпусе 1 выполнены окно 16, расположенное напротив приемного лотка 3, окно 17, расположенное напротив отводящего лотка 4, и проем 18, расположенный напротив желоба 5. В центральной пробке 2 выполнены сквозной канал 19, размещенный напротив проема 18, тоннель 20, размещенный напротив отводящего лотка 4, и выемка 21, размещенная в верхней части указанной пробки между сквозным каналом 19 и тоннелем 20 с возможностью сопряжения при совмещении своего входа с выходом радиального паза 7, а выхода - со входом радиального канала 12. На центральной пробке 2 на ее поверхности сопряжения с кольцом 6 выполнены также кольцеобразный паз 22 и кольцевая выточка 23, сопряженные между собой, со сквозным каналом 19 и выходами радиальных пазов 7, а на поверхности ее сопряжения с диском 11 - кольцевая канавка 24, сопряженная со входами радиальных каналов 12 и тоннелем 20. Причем радиальные каналы 12 расположены под радиальными пазами 7 с шагом, равным шагу расположения указанных пазов. Кроме того устройство содержит механизмы зажима, одни из которых выполнены количественно по числу радиальных пазов 7, размещены на кольце 6 и каждый из них содержит шток 25 со скосами 26 и 27, плунжеры 28 и 29, прижимы 30 и 31 и пружины 32, 33, 34, а другие, число которых соответствует количеству радиальных каналов 12, размещены на диске 11 и каждый из них содержит толкатель 35 со скосом 36, плунжер 37, прихват 38 и пружины 39 и 40. Шток 25 подпружинен с помощью пружины 32 относительно кольца 6 и расположен с возможностью взаимодействия с рабочей поверхностью 41 торцового кулачка 14 и плунжерами 28 и 29. Толкатель 35 подпружинен с помощью пружины 39 относительно диска 11 и расположен с возможностью взаимодействия с рабочей поверхностью 42 торцового копира 15 и плунжером 37. Прижимы 30 и 31 размещены с возможностью выхода в радиальный паз 7, а прихват 38 с возможностью выхода в радиальный канал 12.
Корпус 1, кольцо 6, диск 11, приемный лоток 3, отводящий лоток 4 и желоб 5 наклонены к горизонту под углом, обеспечивающим самотечное перемещение ориентируемой детали 43. Ориентируемая деталь 43 содержит большое основание 44, малое основание 45, длинную боковую сторону 46, короткую боковую сторону 47 и скос 48.
Устройство вторичной ориентации плоских деталей работает следующим образом.
Ориентируемая деталь 43 из приемного лотка 3, на дне которого она размещается одним из оснований после первичной ориентации, поштучно под действием собственного веса через окно 16 корпуса 1 смещается в радиальный паз 7 кольца 6. В радиальном пазу 7 ориентируемая деталь 43 может занимать одно из четырех положений: правильно ориентированное (лежит малым основанием 45 на дне радиального паза 7, а длинная боковая сторона 46 заходит в кольцеобразный паз 22 центральной пробки 2); положение, неправильно ориентированное по длине и позволяющее переориентировать ее в требуемое путем вращения кольца 6 (лежит малым основанием 45 на дне радиального паза 7, а короткая боковая сторона 47 заходит в кольцеобразный паз 22); два положения как неправильно ориентированные по высоте (оба при размещении большого основания 44 на дне радиального паза 7, причем в кольцевую выточку 23 заходит либо короткая боковая сторона 47, либо длинная боковая сторона 46). Независимо от положения ориентируемая деталь 43 транспортируется в радиальном пазу 7 кольцом 6, получающим вращение вокруг оси центральной пробки 2 через фланец 8 от привода 10, смонтированного с помощью кронштейна 9 на корпусе 1.
При повороте кольца 6 шток 25 коснется подъема, выполненного на рабочей поверхности 41 торцового кулачка 14, и, взаимодействуя с этим подъемом, преодолевает усилие пружины 32 и смещается вверх. Своими скосами 26 и 27 шток 25 воздействует соответственно на плунжеры 28 и 29 и через пружины 34 и 33 на прижимы 31 и 30. При этом прижимы 30 и 31 выходят в радиальный паз 7. Если ориентируемая деталь 43 в указанном пазу находится в положении, неправильно ориентированном по длине, то она закрепляется прижимом 30, если в положениях, неправильно ориентированных по высоте, то она закрепляется прижимом 31.
При совмещении радиального паза 7 со сквозным каналом 19 правильно ориентированная деталь 43, поскольку она не закреплена, смещается в указанный канал и по нему через проем 18 попадает в желоб 5, а неправильно ориентированная деталь, поскольку она закреплена, остается в радиальном пазу 7 и транспортируется дальше.
По мере дальнейшего поворота кольца 6 шток 25 дойдет до частичного спуска, выполненного на торцовом кулачке 14 и позволяющего штоку 25 частично опуститься. При этом плунжер 28, взаимодействуя со скосом 26, вытянет из радиального паза 7 прижим 31, который в свою очередь открепит деталь, неправильно ориентированную по высоте. В то же время при таком частичном смещении штока 25 вниз скос 27 будет находиться в контакте с плунжером 29. Поэтому прижим 30 будет продолжать удерживать в радиальном пазу 7 неправильно ориентированную по длине деталь.
При совмещении радиального паза 7 с выемкой 21 неправильно ориентированная по высоте деталь, поскольку она откреплена, опрокидывается со своего малого основания 45 на большое основание 44 через указанную выемку в радиальный канал 12 диска 11, а неправильно ориентированная по длине деталь, поскольку она закреплена, остается в радиальном пазу 7 и транспортируется дальше. В радиальном канале 12 правильно сориентированная деталь 49 своей длинной боковой стороной 46 заходит в кольцевую канавку 24, а неправильно сориентированная деталь 50 заходит в эту канавку своей короткой боковой стороной 47.
При дальнейшем повороте кольца 6 с диском 11 толкатель 35 коснется подъема, выполненного на рабочей поверхности 42 торцового копира 15, и, взаимодействуя с этим подъемом, преодолевает усилие пружины 39 и смещается вверх. Своим скосом 36 толкатель 35 воздействует на плунжер 37 и через пружину 40 на прихват 38, при этом последний выходит в радиальный канал 12 и закрепляет в нем неправильно сориентированную деталь 50. При совмещении радиального канала 12 с тоннелем 20 правильно сориентированная деталь 49, поскольку она не закреплена, смещается в указанный тоннель и по нему через окно 17 попадает в отводящий лоток 4, а неправильно сориентированная деталь 50, поскольку она закреплена, остается в указанном канале и транспортируется дальше.
При последующем повороте кольца 6 шток 25 дойдет до полного спуска, выполненного на торцовом кулачке 14 и позволяющего штоку 25 полностью опуститься. При этом скос 27 выйдет из контакта с плунжером 29, который, смещаясь, вытянет из радиального паза 7 прижим 30 и открепит неправильно ориентированную по длине деталь, которая переориентируется в требуемое положение путем вращения кольца 6 и сместится в желоб 5 при совмещении радиального паза 7 с проемом 18.
По мере дальнейшего поворота кольца 6 с диском 11 толкатель 35, взаимодействуя со спуском, выполненным на торцовом копире 15, опустится, а скос 36 выйдет из контакта с плунжером 37, который, смещаясь, вытянет из радиального канала 12 прихват 38. Этот прихват открепит неправильно сориентированную деталь 50, которая переориентируется в требуемое положение путем вращения диска 11 и при совмещении радиального канала 12 с окном 17 сместится в отводящий лоток 4.
Промышленная применимость
Устройство может быть использовано на машиностроительных предприятиях для ориентации деталей в виде пластин, имеющих форму равнобедренной трапеции со скосом на одном из оснований, при автоматизации операций механической обработки, сборки, сварки и измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2000 |
|
RU2181321C2 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 2000 |
|
RU2176584C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2008 |
|
RU2381886C1 |
| СПОСОБ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 1998 |
|
RU2169655C2 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2005 |
|
RU2291773C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2006 |
|
RU2296661C1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 1998 |
|
RU2171736C2 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1996 |
|
RU2103145C1 |







Изобретение относится к автоматизации производства и может быть использовано при ориентации деталей в виде пластин, имеющих форму равнобедренной трапеции со скосом на одном из ее оснований, на операциях механической обработки, сборки, наплавки, измерения и т.д. Ориентируемая деталь транспортируется с помощью вращающегося кольца. При транспортировании неправильно ориентированная по длине деталь закрепляется в радиальном пазу прижимом, а неправильно ориентированная по высоте деталь - другим прижимом. Правильно ориентированная деталь при совмещении радиального паза, в котором она находится, со сквозным каналом скользит по нему под действием собственного веса и попадает в желоб. Неправильно ориентированная по длине деталь переориентируется в требуемое положение путем вращения кольца, открепляется прижимом в нижней части корпуса и при совмещении радиального паза с проемом смещается в желоб. Неправильно ориентированная по высоте деталь открепляется прижимом и при совмещении радиального паза с выемкой опрокидывается в радиальный канал со своего малого основания на большое основание. Неправильно сориентированная деталь закрепляется в радиальном канале прихватом, путем вращения диска переориентируется в требуемое положение и при совмещении с окном смещается в отводящий лоток, а правильно сориентированная деталь при совмещении радиального канала с тоннелем смещается в отводящий лоток. Устройство позволяет увеличить производительность за счет увеличения вероятности выхода правильно ориентированных деталей. 9 ил.
Устройство вторичной ориентации плоских деталей, содержащее наклонно установленный корпус с окнами, одно из которых выполнено напротив приемного лотка, смонтированного в верхней части корпуса, а другое - напротив отводящего лотка в нижней части корпуса, и проемом, выполненным напротив желоба в нижней части корпуса, неподвижно закрепленную в корпусе центральную пробку со сквозным каналом, размещенным напротив проема, и выемкой, сопряженное с корпусом и центральной пробкой кольцо с радиальными пазами, смонтированное с возможностью вращения относительно оси центральной пробки от привода, закрепленного на корпусе, механизмы зажима, кольцевую выточку, выполненную на поверхности сопряжения центральной пробки с кольцом и сопряженную с выходами радиальных пазов, и кольцевую канавку, причем в центральной пробке на ее поверхности сопряжения с кольцом выполнен кольцеобразный паз, сопряженный со сквозным каналом и выходами радиальных пазов, отличающееся тем, что оно снабжено диском с радиальными каналами, жестко закрепленным на кольце и сопряженным с центральной пробкой с возможностью вращения относительно ее оси, торцовым кулачком и торцовым копиром, жестко закрепленными на корпусе, при этом радиальные каналы расположены под радиальными пазами с шагом, равным шагу расположения радиальных пазов, кольцевая выточка выполнена на центральной пробке и сопряжена с кольцеобразным пазом, кольцевая канавка выполнена на центральной пробке на поверхности ее сопряжения с диском и сопряжена со входами радиальных каналов и с выполненным в центральной пробке напротив отводящего лотка тоннелем, одни механизмы зажима, число которых соответствует количеству радиальных пазов, размещены на кольце и каждый из них выполнен в виде подпружиненного относительно кольца штока, расположенного с возможностью взаимодействия с торцовым кулачком и с размещенными с возможностью выхода в радиальный паз подпружиненными прижимами, а другие механизмы зажима, число которых соответствует количеству радиальных каналов, размещены на диске и каждый из них выполнен в виде подпружиненного относительно диска толкателя, расположенного с возможностью взаимодействия с торцовым копиром и с размещенным с возможностью выхода в радиальный канал прихватом, причем выемка размещена в верхней части центральной пробки между сквозным каналом и тоннелем с возможностью сопряжения при совмещении своего входа с выходом радиального паза, а выхода - со входом радиального канала.
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2103146C1 |
| Малов А.Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| - М.: Машиностроение, 1965, с.26, фиг.16 | |||
| Устройство для ориентации ступенчатых деталей | 1985 |
|
SU1268365A1 |
| Ротор ориентации | 1987 |
|
SU1569173A1 |
| Устройство для ориентации деталей | 1988 |
|
SU1585113A2 |
| Устройство для ориентации деталей | 1988 |
|
SU1627363A1 |
| Способ ориентации деталей | 1989 |
|
SU1705011A1 |
| US 3870194 A, 11.03.75 | |||
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ МЕТАЛЛОКОРДНЫХ ПОКРЫШЕК | 1992 |
|
RU2024400C1 |
| ДВУМЕРНАЯ МАТРИЦА ЛАЗЕРНЫХ ДИОДОВ И СПОСОБ ЕЁ СБОРКИ | 2021 |
|
RU2757055C1 |
