Изобретение относится к конструкциям электроустановок проведения восстановительных процессов, например, получение сплавов бора и т. п.
Так известна установка для получения сплавов с редкоземельными металлами, состоящая из графитового тигля с устройством для заливки жидких расплавов, когда с целью сокращения выбросов металла и попадания шлака в металл при разливке, тигель снабжен графитовым экраном, выполненным в виде усеченного конуса, обращенного малым основанием внутрь тигля с загрузочным отверстием и расположенным перпендикулярно основанию экрана выступом [1] .
Недостатком приведенной конструкции печи с графитовым тиглем является ее неприспособленность для ведения восстановительной плавки.
Наиболее близкой по технологической сути и достигаемым конечным результатам является конструкция рудно-термической печи, имеющей футеровку, включающую компенсационный слой, огнеупорную кирпичную кладку, боковую угольную обстановку и угольную подину, когда для повышения стойкости угольная подина имеет, по крайней мере, одну прослойку их графита или графитированного материала, отношение толщины которой к толщине угольной подины составляет от 0,04 до 0,3 при этом для плавки используют графитовые электроды [2] .
Недостатком приведенной конструкции печи при выплавке, например сплавов бора является: невозможность равномерного поступления шихты в верхнюю часть графитового тигля по всей ее площади поперечного сечения; возможность газовых выбросов и недостаточно надежная фильтрация газов отходящих из реакционного пространства выше расположенным слоем шихты; высокие скорости и температуры уходящих газов; подвисание шихты по периметру графитового тигля; зарастание выпускного отверстия и подины гарнисажем; невозможность варьирования места расположения летки, без выполнения соответствующих отверстий в водоохлаждаемом корпусе печи; возможность ухода металла в случае прожига подины графитового тигля.
Данное изобретение направлено на равномерное поступление шихты в верхнюю часть графитового тигля, обеспечение самосхода шихтовых материалов, разогрев и варьирование положения летки, предотвращение ухода расплава через днище печи, отвод тепла от анода, предотвращение зарастания тигля гарнисажем.
Поставленная цель достигается тем, что печь дополнительно снабжена водоохлаждаемой надставкой с объемом 0,2-0,5 емкости графитового тигля, подовым цилиндрическим анодом в виде ванны из графита, а графитовый тигель состоит, по крайней мере, из двух частей по высоте с теплоизоляционными слоями между ними, причем каждая из частей графитового тигля имеет внизу диаметр поперечного сечения рабочего пространства равный 0,6-0,9 диаметра ниже расположенной части графитового тигля.
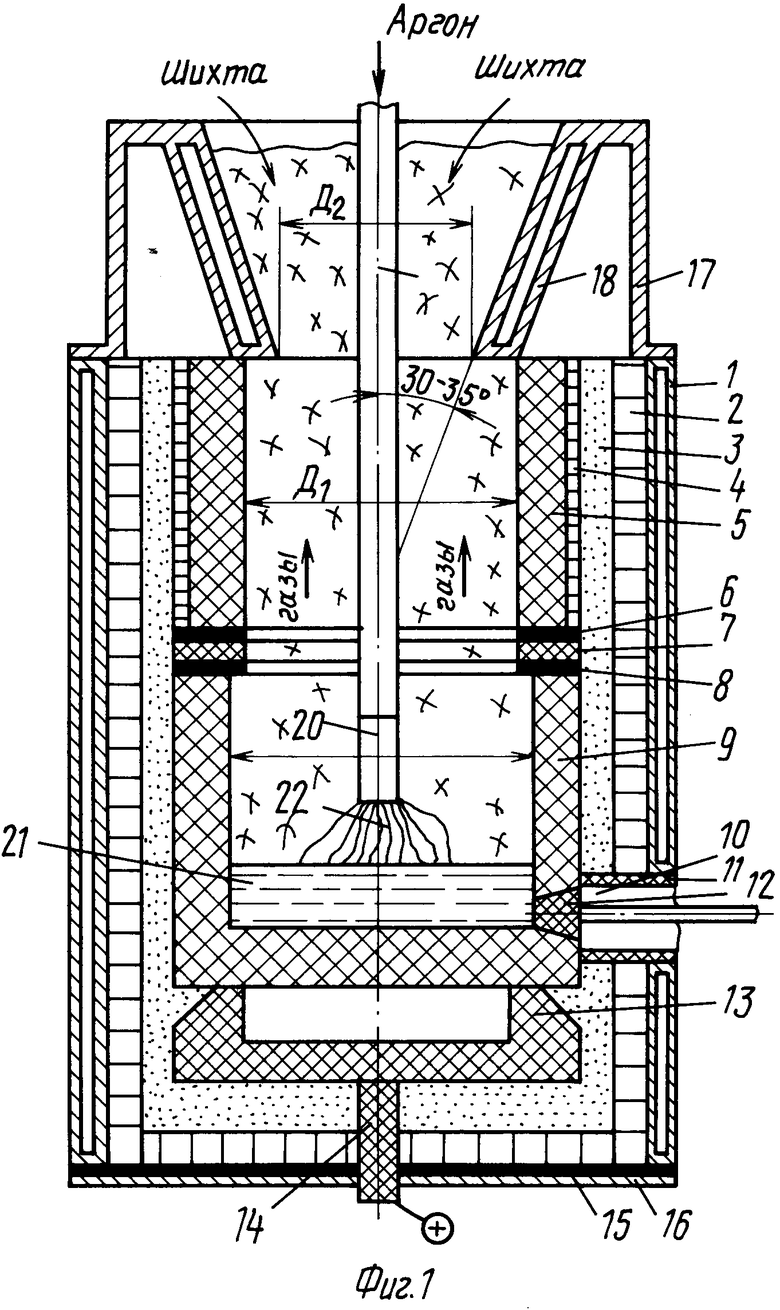
Конструкция печи поясняется чертежами. На фиг. 1 показан водоохлаждаемый корпус 1, огнеупорная футеровка 2 по всей высоте водоохлаждаемого корпуса 1, огнеупорная засыпка 3, футеровка 4 верхней части 5 графитового тигля, асбестовая прокладка 6, графитовое кольцо 7 и асбестовое кольцо 8. Позиции 6, 7, 8 образуют теплоизоляционный слой, которых может быть и 2 и более в зависимости от количества составных частей графитового тигля по высоте. Для простоты и наглядности в данном случае графитовый тигель состоит из двух частей: верхней 5 в виде графитовой трубки и нижней 9 в виде графитового тигля с выпускным отверстием 10, проходящим также через полость трубки (кольца ) 11. Выпускное отверстие закрывается электродом 12 с пробкой на торце. Цилиндpический анод 13, в виде ванны из графита, подовый электрод 14 с токоподводом. Слой асбеста 15 и днище печи 16. Печь дополнительно снабжена обечайкой 17 с водоохлаждаемой надставкой 18 с объемом 0,2-0,5 емкости графитового тигля. Электрод (плазмотрон) 19 с графитовым катодом 20 опускается к подине графитового тигля и между подиной графитового тигля или расплавом 21 и катодом 20 показана дуга 22, горящая в атмосфере плазмообразующего газа (аргон и т. п. ). При этом в зависимости от емкости надставки 21 зависит поступление сыпучей шихты из нее в верхнюю часть графитового тигля, что очень сильно влияет на фильтрацию, температуру и скорость отходящих газов. При емкости надставки менее 0,2 емкости графитового тигля ухудшается фильтрация отходящих газов, повышается их скорость и температура, что экологически и экономически невыгодно. При емкости надставки 18>0,5 дополнительных положительных эффектов не достигали, кроме увеличения высоты печи и необходимости постоянного прокола слоя шихты для обеспечения ее нормального схода. Снабжение печи постоянного тока вместо стержневого анода, графитовым цилиндрическим анодом 13 в виде ванны из графита, позволило при прекращении подачи шихты в случае прожига подины графитового тигля, полностью осуществить проплавление оставшейся шихты в графитовом тигле. При прожоге подины расплав 21 поступал в ванну графитового анода 13. Каждая из выше расположенных частей графитового тигля имеет внизу диаметр поперечного сечения рабочего пространства равный 0,6-0,9 диаметра верхнего сечения ниже расположенной части графитового тигля, что наряду с теплоизоляционным слоем позволяло изолировать нижнюю реакционную часть 9 графитового тигля, обеспечить в нее самосход шихты. При величине диаметра выше расположенной части графитового тигля более 0,9 диаметра верха ниже расположенной части приводило к образованию сплошного вязкого слоя на стенке графитового тигля, вплоть до середины части 5 графитового тигля, содержащего до 50-55% В2О3, что мешало самосходу шихты. При значениях указанной выше величины менее 0,6 из-за резкого сужения поперечного сечения графитового тигля в верхней его части, возможны случаи газовых выбросов совместно с шихтой, что недопустимо, при этом электрод 19 не должен оказывать препятствия для схода шихты вниз. Закрытие летки 10 электродом 12 с пробкой на торце позволяет при помощи дуги обеспечить открытие летки и ее разделку перед выпуском расплава 21 из печи. Новизна усматривается также в том, что верхняя часть графитового тигля снабжена холодильником, а днище корпуса печи является изолированный от него анод.
Как показано на фиг. 2, печь состоит из тех же элементов, что и на фиг. 1 с тем отличием, что появились новые элементы: холодильник 23, изолятор из огнеупорных материалов 24, обечайка 25 и основание 26 с охлаждением. Применение холодильника 23 позволило избежать нагрев верхней части 5 графитового тигля и образования на его стенке вязкого слоя. Применение в качестве днища корпуса печи графитового анода-ванны 13 с охлаждением его донной части, позволило установить его на огнеупорное основание 26. Преимуществом данной конструкции является отсутствие газовых пустот под анодом-ванной 13 из-за спекания и усадки огнеупорной засыпки 3.
Новизна усматривается также в том, что корпус печи состоит из верхнего и нижнего водоохлаждаемого кожуха и футеровки между ними, высотой 0,1-0,4 высоты графитового тигля, считая от его основания. На фиг. 3 показана конструкция печи, отличающаяся от приведенных ранее тем, что корпус печи комбинированный, а для упрощения конструкции анод-ванна 13 заменена стержневым подовым электродом 14. Дополнительно показано второе отверстие 28 для выпуска расплава 21. Выпускное отверстие проходит через полость трубки 29 и закрывается электродом 30 с пробкой на торце, на подине графитового тигля позицией 31 показан гарнисаж. Технический эффект от наличия огнеупорной части корпуса, образованной незащищенной частью огнеупорной кладки 2 состоит в том, что можно сделать не одну летку, а сколько угодно и где угодно по периметру на высоте 0,1-0,4 высоты графитового тигля, что также позволяет осуществить выпуск при зарастании летки 10 гарнисажем 31 через летку 28 и т. п. расположенных выше уровня гарнисажа 31. При высоте промежутка между частями 1 и 27 водоохлаждаемого корпуса печи менее 0,1 высоты графитового тигля от его основания не позволяет и затрудняет разделку летки, а свыше 0,4 приводит к ухудшению условий работы у летки из-за высокой температуры футеровки 2. Требуются дополнительные меры защиты.
Новизна усматривается также в том, то печь дополнительно оборудована устройством для наружного подогрева подины графитового тигля.
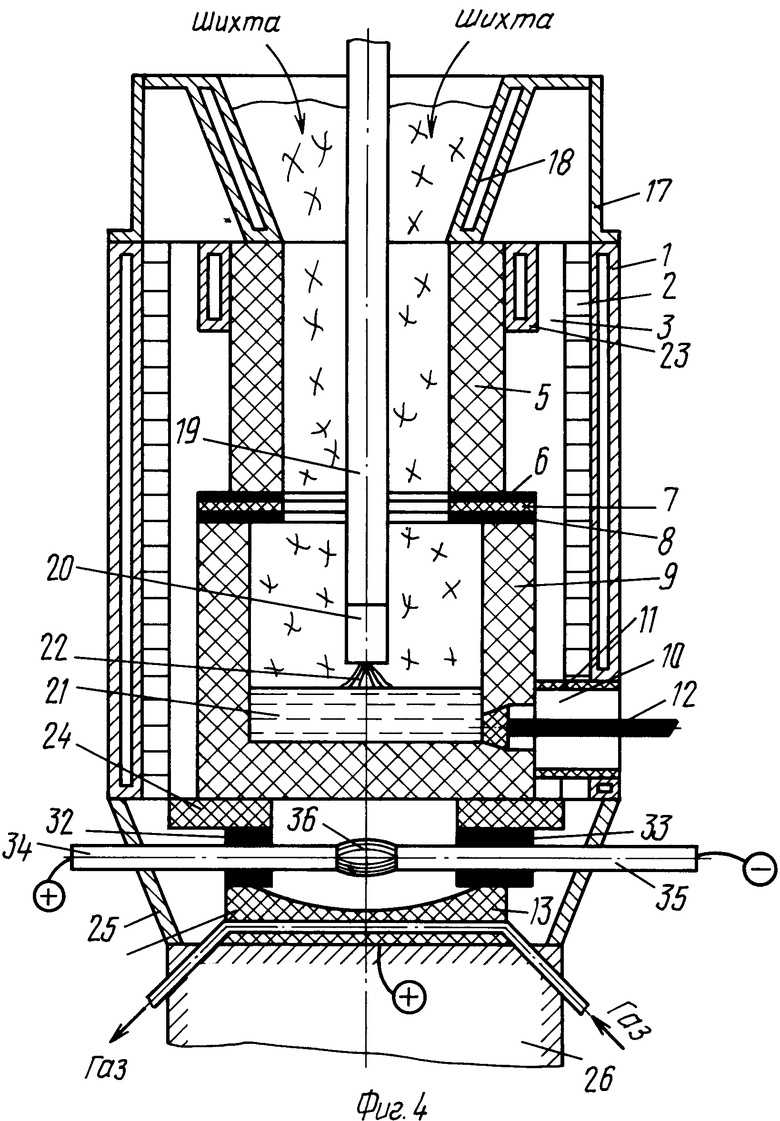
Как показано на фиг. 4, конструкция печи отличается тем, что дополнительно снабжена изоляторами-уплотнителями 32 и 35, между которыми горит дуга 36. Дуга 36 обогревает подину нижней части 9 графитового тигля, позволяя поддерживать температуру подины не ниже 1750оС, что снижает скорость нарастания гарнисажа на подине графитового тигля. Обогрев можно осуществить другими способами.
Устройство работает следующим образом.
Перед загрузкой шихты в графитовый тигель печи опускали плазмотрон 19, с катодом 20 на торце, и зажигали дугу 22, прогревали тигель до температуры ≈1750оС после чего начинали загрузку шихты с постепенным доведением ее уровня в надставке 18 в пределах от середины до верхнего среза, что позволило снизить температуру отходящих газов и их скорость, предотвратить пылегазовые выбросы, которые происходили при порционной загрузке сыпучей шихты в графитовый тигель непосредственно (без надставки 18). При плавке ток и напряжение поддерживали в пределах 350-600 А и 10-50 В соответственно, когда напряжение увеличивалось уменьшали длину дуги 22. Наличие надставки 18 позволило упорядочить сход шихты, было установлено, что при емкости надставки менее 0,2 емкости графитового тигля (данной конструкции печи) ухудшалась фильтрация отходящих газов, повышалась температура и скорость, что увеличивало пылевынос и ухудшало показатели плавки. А при емкости надставки 18 более 0,5 емкости графитового тигля привело к необходимости постоянного прокола всего слоя шихты, затруднялся сход шихты, что недопустимо. В заявляемых пределах емкости 18 от 0,2 до 0,5 емкости графитового тигля печи заявляемой конструкции результаты оптимальны. Заявляемое соотношение диаметров частей 5 и 9 графитового тигля позволило достичь самосхода шихты, без зависания при условии наличия теплоизоляционного слоя между ними. Диаметр нижней части 9 графитового тигля обозначен буквой Д, верхней части 5 - Д1, а диаметр нижнего среза надставки 18 - Д2. При величине соотношения Д1 к Д в пределах 0,6-0,9 самосход шихты был удовлетворительный, а при величине соотношения менее 0,6 из-за очень резкого уменьшения диаметра Д1 возможен выброс шихты с отходящими газами, движение которых показано стрелками вверх, а при величине указанного отношения более 0,9 в нижней части 9 и в верхней части 5 графитового тигля образуется сплошной вязкий слой на стенке графитового тигля, который вызывает подвисание шихты над дуговым разрядом 22, что недопустимо. Беспрепятственный сход шихты позволил проводить непрерывный процесс плавления шихты, стабилизировал режим плавления, ускорил образование ванны расплава 21 без его значительного перегрева. Наличие теплоизоляционного слоя позволило совместно со сходящим потоком шихты локализовать реакционную зону в нижней части 9 графитового тигля, свести к минимуму передачу тепла от нижней части 9 графитового тигля к верхней части 5. Все это позволило вести плавку с равномерным поступлением шихты в графитовый тигель из надставки 18, отсутствие газовых выбросов совместно с шихтой, фильтрация отходящих газов слоем шихты, что снижало пылевынос до величины 0,2-2 мг/м3 отходящих газов при отсутствии надставки 18 пылевынос достигал 5-20 мг/м3 и выше в случае газовых выбросов. За счет расширения надставки снижалась скорость газов, их температура с учетом подсоса воздуха не превышала 50-150оС, отсутствие подвисания шихты над реакционной зоной с плазменной дугой 22. Объем газов, включая подсос, составлял 510-530 нм3/час, содержание В2О3 в пыли составило 10-30% .
Процесс плавления шел непрерывно до тех пор пока можно было осуществить выпуск расплава 21 через летку 10, которая закрывалась электродом 12 с пробкой на торце, что облегчало разделку летки, если выпуск шел плохо, то промывали подину графитового тигля от гарнисажа и продолжали плавку до тех пор, пока не наступит износ подины графитового тигля, в результате которого расплав из тигля вытекал в ванну-анод 13, после чего прекращали подачу шихты, доплавляли всю шихту в графитовом тигле и затем производили замену его нижней части 9.
Работа на конструкции, показанной на фиг. 2, имеет преимущества по сравнению с конструкцией фиг. 1. Так благодаря установке анода ванны 13 на основание 26 оседания графитового тигля не наблюдали, так как отсутствовала периклазовая засыпка под анодом-ванной 13. Оседание тигля, перекос его составных частей затрудняли эксплуатацию печи еще задолго до полного износа подины. Одновременно это позволило при эксплуатации рассредоточить нагрузки на обечайку 25 и анод-ванну 13.
Работа конструкции печи, приведенной на фиг. 3, отличается тем, что имеется комбинированный корпус печи, имеющий на величину 0,1-0,4 высоты графитового тигля, считая от его основания, незащищенную водоохлаждаемым корпусом огнеупорную стенку, что позволило варьировать высотой и местом расположения леток по периметру.
В данном случае выпуск расплава 21 может быть осуществлен через летку 28 и т. п. в случае зарастания летки 10 гарнисажем 31, который интенсивно образовывался благодаpя тому, что не всегда в реакционной зоне (нижняя часть графитового тигля) температура достаточна для прямого восстановления бора из В2О3 до элементарного бора, минуя образование карбида бора, образующегося при меньшей температуре.
Процесс плавки на приведенной конструкции шел нормально, при спекании засыпки 3 под подиной графитового тигля, возникала дополнительная нагрузка на подовый электрод 14.
Работа конструкции, приведенной на фиг. 4, имеет то дополнительное преимущество перед работой описанных выше конструкций, что подина графитового тигля дополнительно подогревалась дугой снаружи, что позволило иметь температуру подины тигля не менее 1750оС, что позволило избежать интенсивного образования карбидной фазы и образование гарнисажа замедлилось, что увеличило межпромывочный период, количество промывных плавок уменьшилось.
Предлагаемая конструкция печи постоянного тока для восстановительной плавки имеет следующие преимущества: равномерное поступление шихты в графитовый тигель; самосход шихтовых материалов по всей высоте графитового тигля; варьирование положением летки по периметру и по высоте графитового тигля; предотвращение ухода расплава под печь благодаря наличию анод-ванны из графита; минимальное зарастание печи гарнисажем; снижение количества промывных плавок.
С экономической точки зрения затраты на производство единицы продукции снижаются в 3-4 раза, при получении основной массы ферробора с высоким процентом ведущего элемента.
Предложенное техническое решение может быть использовано при восстановительной плавке ферросплавов в печах постоянного тока с использованием сыпучей шихты. Плавка ферробора характеризовалась стабильным электрическим режимом при значительном изменении напряжения на дуге. Само падение напряжения незначительно и в стабильном режиме не превышало 10-30 В. (56) 1. Авторское свидетельство СССР N 281506, кл. F 27 B 14/04, 1970.
2. Авторское свидетельство СССР N 602580, кл. C 22B 4/08, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ БОРА ПРЕИМУЩЕСТВЕННО В ЭЛЕКТРИЧЕСКОЙ ПЕЧИ | 1992 |
|
RU2063462C1 |
| ПЛАЗМЕННАЯ ПРОТИВОТОЧНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МЕЛКОФРАКЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2007463C1 |
| Способ непрерывного плавления дисперсной шихты в печи постоянного тока со стекающим слоем расплава | 1991 |
|
SU1781306A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ И СПЛАВОВ | 1989 |
|
RU1716790C |
| ЭЛЕКТРОДУГОВОЙ СПОСОБ ПОЛУЧЕНИЯ ОЛОВА ПЕРВОЙ КАТЕГОРИИ КАЧЕСТВА (СПЛАВ, БЛИЗКИЙ ПО СОСТАВУ К МАРКЕ 04) ИЗ КАССИТЕРИТОВОГО КОНЦЕНТРАТА | 2002 |
|
RU2224037C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| Дуговая печь постоянного тока | 1989 |
|
SU1770419A1 |
| РУДНО - ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ С ГОРЯЧЕЙ ПОДИНОЙ И СИЛЬНОТОЧНЫМ ТОКОПОДВОДОМ | 2013 |
|
RU2550983C1 |
| СПОСОБ ОБОГАЩЕНИЯ ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2202639C1 |
| СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЙ-КРЕМНИЕВЫХ СПЛАВОВ И ПЛАВИЛЬНО-ВОССТАНОВИТЕЛЬНАЯ ПЕЧЬ ПОДОВОГО ТИПА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2484165C2 |


Использование: печь постоянного тока для восстановительной плавки с получением стали или сплава, в частности сплавов бора. Сущность изобретения: печь дополнительно снабжена водоохлаждаемой надставкой с объемом 0,2 - 0,5 емкости тигля. Подовый анод выполнен в виде цилиндрической ванны из графита, а графитовый тигель состоит по крайней мере из двух частей по высоте с теплоизоляционными слоями между ними, причем каждая часть графитового тигля имеет внизу диаметр поперечного сечения рабочего пространства, равный 0,6 - 0,9 диаметра ниже расположенной части графитового тигля. Верхняя часть графитового тигля снабжена холодильником с выходом наружу футеровки вместо водоохлаждаемого корпуса на 0,1 - 0,4 высоты тигля, считая от его основания, которое дополнительно подогревается снаружи. 3 з. п. ф-лы, 4 ил.
