Изобретение относится к цветной металлургии, а именно к производству алюминий-кремниевых сплавов.
Как известно, алюминий в чистом виде используется мало, применяются преимущественно его сплавы. Алюминиевые сплавы - по способу изготовления из них изделий - делят на две группы: деформируемые (имеют высокую пластичность в нагретом состоянии) и литейные (имеют хорошую жидкотекучесть).
Деформируемые сплавы составляют около 60% от применяемых, остальные сплавы - литейные. Более 90% литейных сплавов и часть деформируемых по составу являются алюминий-кремниевыми, т.е. суммарно алюминий-кремниевые сплавы составляют более трети всех применяемых алюминиевых сплавов.
На сегодня основным способом получения алюминий-кремниевых сплавов является сплавление технически чистого электролитического алюминия с техническим кремнием.
В настоящее время единственный способ производства технически чистого алюминия в промышленных масштабах - это электролиз глинозема в расплавленных фтористых солях - процесс Эру-Холла (Беляев, А.И., Электрометаллургия алюминия: науч. изд. / А.И.Беляев, М.Б.Рапопорт, Л.А.Фирсанова. - М.: Металлургия, 1953. - 287 с.). Для этого из редких минералов - высокосортных бокситов - получают промежуточный продукт - глинозем, - из которого методом электролитического разложения производят технически чистый алюминий в электролизных ваннах с обожженными анодами и в электролизных ваннах с самообжигающимся анодом (анодом Содерберга).
Основными недостатками способа являются:
1) необходимость получения дорогого промежуточного продукта - глинозема - из редких высокосортных бокситов;
2) большие энергозатраты из-за низкого КПД электролизеров (расход энергии на основную реакцию не более 35-40%, остальное - потери тепла в окружающую среду);
3) низкая производительность электролизеров (0,5-1,1 т алюминия с одного электролизера в сутки) и, соответственно, высокие капитальные затраты (т.е. чтобы получить, например, порядка 300000 т алюминия в год, надо иметь порядка 750-1650 электролизеров);
4) высокие расходы на производство углеродистых анодов или анодной массы;
5) высокие расходы на электролит - фтористые соли;
6) выделение в окружающую среду высокотоксичных фтористых соединений;
7) высокие тепловые потери через стенки электролизеров и с отходящими газами.
Известен альтернативный метод получения алюминия из недорогих алюмосиликатов (каолинов и низкокачественных бокситов) - способ Alcoa, который реализовала компания ТАС (Toth Aluminum Corp.) - хлорирование алюмосиликатов с последующим разложением хлорида алюминия методом электролиза на алюминий и хлор в электролизере с графитовыми катодом и анодом (Минцис, М.Я., Электрометаллургия алюминия / М.Я.Минцис, П.В.Поляков, Г.А.Сиразутдинов. - Новосибирск: Наука, 2001. - 368 с., - с.40-41).
Недостатки электролиза хлоридных расплавов:
1) необходимость использовать очень чистое и обезвоженное сырье;
2) высокие расходы на промежуточный передел - хлорирование алюмосиликатного сырья;
3) значительный расход энергии на электролиз (хотя и на треть ниже, чем в процессе Эру-Холла);
4) сложное и дорогое аппаратурное оформление;
5) технические сложности использования хлоридных соединений.
Таким образом, при получении алюминий-кремниевых сплавов традиционными методами сплавления технически чистого алюминия с кремнием очень затратной получается операция получения чистого алюминия, что обуславливает высокие затраты на готовый продукт.
Известен конкурентный способ получения алюминий-кремниевых сплавов - электротермический способ производства в мощных руднотермических электропечах (Гасик, М.И., Электроплавка алюмосиликатов / М.И.Гасик, Б.И.Емлин, Н.С.Климкович, С.И.Хитрик. - М.: Металлургия, 1971. - 304 с.). Шихтой служит смесь алюмосиликатного сырья и восстановителя - кокса. Шихту подвергают предварительной агломерации или брикетированию для последующей загрузки в ванну. Расплавление шихты и карботермическое восстановление алюминия и кремния производят в ванне с погруженными электродами пропусканием тока через расплав. Подача шихты производится засыпкой на поверхность расплава в околоэлектродные области, где температура имеет максимальные значения. Выпуск целевого продукта - алюминий-кремниевого сплава - производится периодически через шпуровые отверстия в торцевых стенках. В одной руднотермической электропечи за единицу времени можно получить в несколько раз больше алюминий-кремниевого сплава, чем первичного алюминия в электролизной ванне.
Недостатки электротермического способа производства:
1) необходимость дорогих подготовительных переделов - агломерации или брикетирования шихты;
2) в печи имеют место зоны, в которых вследствие недостаточной температуры и слабого конвективного перемешивания невозможно создать условия для полной переработки вводимой шихты, отсюда снижение выхода целевого продукта;
3) значительные затраты электроэнергии;
4) высокая стоимость углеродистых электродов;
5) высокая чувствительность процесса к составу шихты.
Известен способ производства алюминий-кремниевого сплава восстановлением алюмосиликатов в ванне расплава углеродосодержащим восстановителем по патенту RU 2148670, выбранный нами в качестве прототипа.
Способ заключается в подаче в ванну шихты, содержащей оксиды алюминия и кремния и углеродосодержащий восстановитель. Также в ванну подается энергия, достаточная для расплавления шихты и восстановления оксидов до металлов. Энергию для этого создают, добавляя в шихту ранее произведенный алюминий-кремниевый сплав, сжигая его кислородом, причем оксидосодержащую шихту подают в период сжигания алюминий-кремниевого сплава, а восстановление оксидов до металла осуществляют подачей восстановителя, в частности конвертированного природного газа или водяного генераторного газа после завершения операций по расплаву оксидосодержащей шихты. Соответственно, процесс является периодическим, состоящим из двух последовательных операций.
В качестве расплавляемой оксидосодержащей шихты в способе предлагается использовать концентрат кианита. Ранее произведенный алюминий-кремниевый сплав рекомендуется добавлять в шихту в жидком виде. При сжигании сплава кислород целесообразно вводить под ранее произведенный жидкий алюминий-кремниевый сплав. Подачу концентрата кианита в период сжигания алюминий-кремниевого сплава рекомендуется первоначально размещать на поверхности жидкого алюминий-кремниевого сплава.
В качестве углеродосодержащего восстановителя используются углеводороды. Это либо конвертированный природный газ, либо водяной генераторный газ, состоящие в основном из смеси Н2 и СО. В случае отсутствия природного газа на предприятии целесообразно иметь газогенератор, в котором из многих видов твердого топлива можно получить газообразное топливо.
Восстановитель необходимо подавать в таком количестве, чтобы его хватило и на восстановление вновь образуемых при сгорании алюминий-кремниевого сплава оксидов алюминия и кремния.
Описанный способ реализуется в плавильном агрегате, представляющем собой печь для производства алюминий-кремниевых сплавов восстановлением алюмосиликатов. Печь, как и любой агрегат подобного типа, содержит футерованную ванну, узел подачи шихты, выпускные отверстия в виде леток для выпуска сплава и шлака, фурмы для подачи кислорода, а также окно с газоходом для отвода технологических газов. Дополнительной особенностью агрегата является то, что он снабжен устройством, позволяющим с помощью электромагнитного поля с регулируемой пониженной частотой (от 0,5 до 2,0 Гц) в определенные периоды плавки обеспечивать вращение металлического расплава в агрегате и тем самым оказывать положительное влияние в восстановительный период плавки и обеспечивать эффективное удаление алюминий-кремниевого сплава из агрегата, когда это станет необходимым. В период удаления металлического расплава из агрегата увеличивается число оборотов расплава относительно цилиндрической плавильной камеры агрегата, металл поднимается по стенке камеры и в установленном количестве сливается через летку. Указанную печь выбираем в качестве прототипа для устройства.
Способ-прототип, по сравнению с электротермическим способом, уменьшает энергозатраты на производство алюминий-кремниевого сплава. Однако он обладает рядом недостатков.
Во-первых, топливом для получения энергии для расплава шихты и восстановления оксидов служит готовый продукт - алюминий-кремниевый сплав, который на рынке стоит в сотни раз дороже, чем обычные энергоносители (уголь, мазут, природный газ), что обуславливает высокую стоимость производства по прототипу.
Во-вторых, процесс в прототипе носит периодический характер, а периодические процессы в металлургии всегда технически сложнее и дороже непрерывных.
В-третьих, в качестве углеродосодержащего восстановителя предлагается использовать либо конвертированный природный газ, либо водяной генераторный газ, состоящие в основном из смеси Н2 и СО, которые с точки зрения термодинамики не могут восстанавливать оксиды алюминия и кремния до металлов.
Что касается агрегата для реализации способа по прототипу, то он должен иметь в своем составе электромагнитное устройство для перемешивания расплава и эффективного удаления алюминий-кремниевого сплава, что делает его технически крайне сложным, энергозатратным и дорогим.
Таким образом, задачей изобретения является разработка энергетически эффективного, высокопроизводительного и простого в реализации метода получения алюминий-кремниевых сплавов с использованием широко распространенных видов алюмосиликатного сырья (кианитов, силлиманитов, каолинов и.т.д.).
Техническим результатом предлагаемого изобретения является создание непрерывного процесса восстановления оксидосодержащей шихты в барботируемой жидкой ванне с использованием в качестве энергоносителя дешевого топлива.
Предлагаемый способ, как и прототип, основан на восстановлении алюмосиликатов в ванне расплава углеродосодержащим восстановителем. Способ включает подачу в ванну шихты, содержащей оксиды алюминия и кремния и углеродосодержащего восстановителя, выпуск сплава, шлака и отходящих газов. Кроме того, в ванну вводится энергия, достаточная для расплава шихты и восстановления оксидов до металла.
В отличие от прототипа, весь объем ванны по горизонтали разделяют на реакционную зону и зону отстаивания. Тепло, необходимое для расплавления шихты и реакций восстановления обеспечивается энергией окисления (горения) топлива. Для этого осуществляют топливо-кислородное дутье в нижнюю часть реакционной зоны ванны расплава. В качестве топлива, в зависимости от доступности и экономической эффективности, могут использоваться уголь, мазут, природный газ. При этом обеспечивается достижение требуемой температуры и перемешивание расплава за счет барботирования его подаваемым дутьем и газами, образующимися в результате коксования угля, восстановления оксидов алюминия и кремния, частичного окисления углерода коксового остатка и сгорания топлива. Благодаря интенсивному перемешиванию расплава реакции восстановления протекают по всему объему реакционной зоны более интенсивно, чем в прототипе.
В качестве восстановителя используют уголь, подаваемый в составе шихты. Для этого, в том числе, может использоваться широко распространенный некоксующийся энергетический уголь.
Выпуск сплава производят из верхней части зоны отстаивания, а шлаковый расплав отводят из нижней части зоны отстаивания и загружают его вновь в верхнюю часть реакционной зоны для довосстановления. Отходящие газы выводят из ванны и дожигают в камере дожигания перед котлом-утилизатором.
Таким образом, разделение объема печи по горизонтали на реакционную зону и зону отстаивания позволяет разделять алюминий-кремниевый сплав и шлако-металлический расплав и выводить более легкий, чем шлако-металлический расплав, алюминий-кремниевый сплав из зоны отстаивания, где он находится в спокойном состоянии, т.е. появляется возможность использовать для получения легких алюминий-кремниевых сплавов метод восстановительной плавки в жидкой ванне.
Подачу шихты в предлагаемом способе осуществляют в зависимости от размеров ее частиц. Крупнокусковую шихту загружают сверху в реакционную зону непосредственно на поверхность расплава. При использовании мелкодисперсной шихты измельченные алюмосиликаты в смеси с мелким углем или угольной пылью вдувают в реакционную зону с помощью азота в верхнюю часть расплава. Азот используется вместо воздушного дутья для исключения попадания кислорода воздуха в верхнюю часть реакционной зоны, т.к. попадание кислорода будет приводить к обратным реакциям окисления целевого продукта - алюминий-кремниевого сплава.
Печь для производства алюминий-кремниевых сплавов восстановлением алюмосиликатов содержит футерованную ванну с охлаждаемыми кессонами, окно с газоходом для отвода технологических газов, узел подачи шихты, фурмы и выпускные отверстия в виде леток для выпуска сплава и шлакового расплава. В отличие от прототипа ванна по горизонтали разделена на реакционную зону и зону отстаивания. Фурмы для подачи топливно-кислородной смеси установлены в нижней части реакционной зоны. Летки выполнены непосредственно в стенке печи в зоне отстаивания, причем летка для выпуска алюминий-кремниевого сплава выполнена в верхней части, а летка для выпуска шлако-металлического расплава выполнена в нижней части зоны отстаивания. Газоход для отвода технологических газов соединен с камерой дожигания и котлом-утилизатором.
Реакционная зона и зона отстаивания могут иметь как условное разделение в едином объеме печи, при этом зона отстаивания имеет значительную длину, так и разделение перегородкой на два раздельных объема - с проходами в перегородке для перепуска расплава и газов из реакционной зоны в зону отстаивания - для сокращения длины зоны отстаивания.
Узел подачи шихты, в зависимости от размера ее частиц, может быть выполнен в двух вариантах. Узел подачи крупнокусковой шихты выполняется в виде загрузочных люков, имеющих шлюзовую конструкцию, в верхней части печи над реакционной зоной. Узел подачи мелкодисперсной шихты выполняется в виде фурм, связанных с устройством подачи азота и шихты и расположенных в стенках реакционной зоны выше фурм для подачи топливно-кислородного дутья.
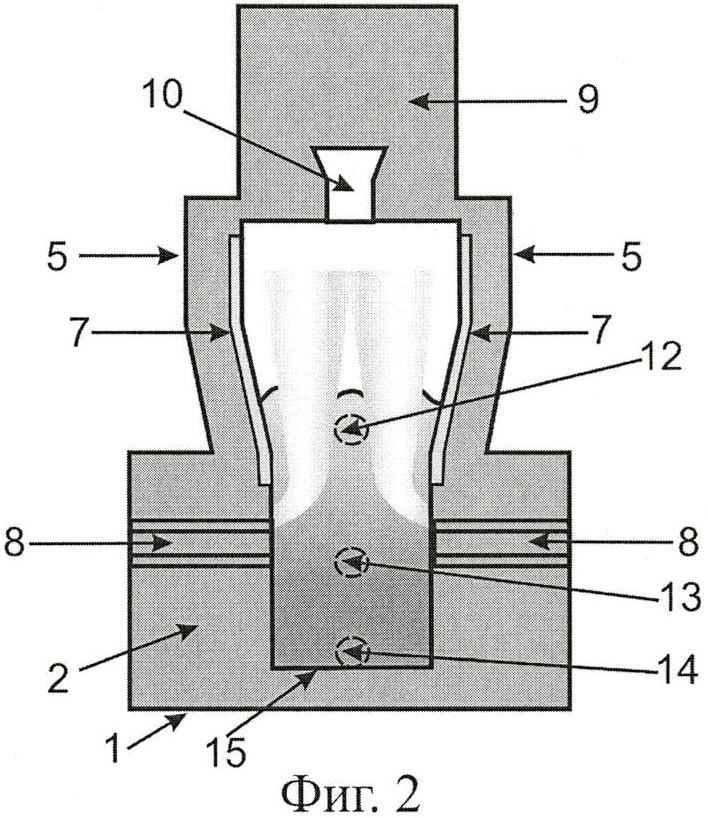
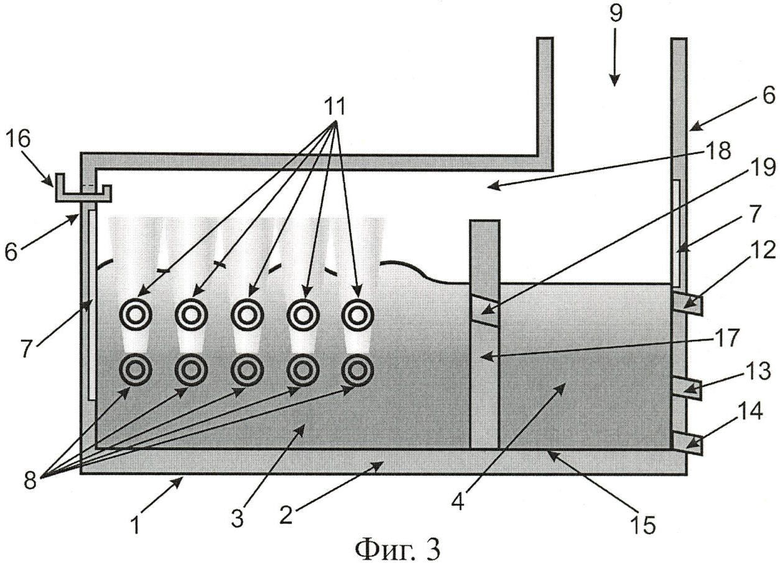
Изобретение иллюстрируется графическими материалами, где схематично на Фиг.1 в продольном разрезе и на Фиг.2 в поперечном разрезе представлена конструкция печи для восстановительной плавки в жидкой ванне с узлом загрузки крупнокусковой шихты, а на Фиг.3 и Фиг.4 - такая же печь, в продольном и поперечном разрезе соответственно, но для варианта конструкции с загрузкой мелкодисперсной шихты и с перегородкой между зонами.
На чертежах обозначено:
1 - металлический каркас печи;
2 - огнеупорная футеровка печи;
3 - реакционная зона;
4 - зона отстаивания;
5 - боковые стены ванны;
6 - торцевые стены ванны;
7 - кессоны;
8 - фурмы для топливно-кислородного дутья;
9 - окно для отвода технологических газов с газоходом (аптейк);
10 - люки для загрузки шихты (течки);
11 - фурмы для вдувания шихты;
12 - выпускное отверстие - летка для рабочего выпуска алюминий-кремниевого сплава;
13 - выпускное отверстие - летка для рабочего выпуска шлако-металлического расплава;
14 - летка (шпур) для полного выпуска расплава печи при остановке;
15 - по дина печи;
16 - сифонный карман для заливки шлако-металлического расплава;
17 - перегородка для разделения реакционной зоны и зоны отстаивания;
18 - проход в перегородке для перепуска газов;
19 - проход в перегородке для перепуска расплава.
Печь предназначена для проведения процесса жидкофазного восстановления алюминий-кремниевого сплава. Конструктивно все части печи объединены металлическим каркасом 1 и имеют общую огнеупорную футеровку 2. Каркас 1 печи воспринимает усилия при расширении кладки футеровки 2 в процессе ее нагрева во время периодов сушки и при работе печи. Конструкция каркаса 1 обеспечивает возможность доступа внутрь печи для проведения футеровочных и ремонтных работ.
Футерованная ванна печи по горизонтали разделяется на реакционную зону 3, в которой происходят основные реакции восстановления при барботаже шлако-металлического расплава потоками реакционных газов, и зону отстаивания 4. Реакционная зона 3 и зона отстаивания 4 могут иметь как условное разделение в едином объеме печи (как это показано на Фиг.1 и 2), при этом зона отстаивания имеет значительную длину, так и разделение перегородкой 17 на два раздельных объема - с проходом 18 в перегородке для перепуска газов и проходом 19 в перегородке для перепуска расплава из реакционной зоны 3 в зону отстаивания 4 (см. Фиг.3 и 4), - для сокращения длины зоны отстаивания. Конструктивно печь выполнена в форме перевернутой усеченной пирамиды и в горизонтальном сечении имеет прямоугольную форму. В торцевой стене 6 печи со стороны зоны отстаивания на разной высоте находятся выпускные отверстия 12 и 13 - летки - для выпуска алюминий-кремниевого сплава и шлако-металлического расплава соответственно, а также летка 14 (шпур) для полного выпуска расплава печи при остановке.
Боковые 5 и торцевые 6 стены ванны изнутри облицованы медными трубами - кессонами 7, охлаждаемыми химически чистой водой. Кессоны 7 реакционной зоны 3 ванны находятся в зоне интенсивного барботажа шлако-металлического расплава потоками реакционных газов и подвергаются тепловому и механическому воздействию. Образование на них шлакового гарнисажа снижает тепловые потери и исключает их износ. Таким путем решается проблема разрушения футеровки в местах наиболее агрессивного воздействия газо-шлако-металлической эмульсии. В пространстве над расплавом стены печи облицованы охлаждаемыми стальными кессонами. Подина 15 и нижняя часть ванны печи футеруются огнеупорным кирпичом. В этой зоне футеровка 2 находится в более благоприятных условиях при постоянной температуре без окислительных и механических воздействий. Тем не менее для рекуперации тепла и создания защитного слоя гарнисажа в целях увеличения срока службы футеровки в этой зоне также возможно применение охлаждаемых кессонов.
В нижних рядах кессонов, кроме угловых, в реакционной зоне 3 установлены фурмы 8 для продувки расплава топливно-кислородной смесью. В зоне расположения фурм 8 боковые стены 5 ванны выполнены вертикальными. На уровне верхних рядов кессонов 7 боковые стены 5 выполнены с наклоном, обеспечивающим расширение ванны в верхней части. Зона ванны над расплавом также имеет в горизонтальном сечении прямоугольную форму. В зоне отстаивания 4 выполнено окно для отвода технологических газов с газоходом 9 (аптейк). Газоход 9 для отвода технологических газов соединен с камерой дожигания и котлом-утилизатором, на чертежах не показанных. Остальная часть ванны перекрывается охлаждаемыми сводовыми кессонами.
Для конструктивного варианта печи, изображенного на Фиг.1 и Фиг.2, предусматривается загрузка крупнокусковой шихты сверху на поверхность расплава. Узел загрузки шихты представляет собой люки 10 (течки), которые соединены конвейерами с бункерами, на чертежах не показанными. Люки 10 (течки) имеют шлюзовую конструкцию для исключения выбросов отходящих технологических газов при загрузке шихты, а также для исключения подсосов воздуха в восстановительную атмосферу печи.
Для конструктивного варианта печи с мелкодисперсной шихтой на Фиг.3 и Фиг.4 узел загрузки шихты представляет собой фурмы 11 для вдувания шихты азотом, выполненные в боковых стенах 5 ванны в области реакционной зоны 3 над фурмами 8 топливно-кислородного дутья.
Использование охлаждаемых кессонов 7 в реакционной зоне 3 и зоне отстаивания 4 позволяет обеспечить необходимую продолжительность работы печи, что невозможно при применении футеровки без кессонов. Тепловые потоки через охлаждаемые кессоны 7, которыми облицованы внутренние стенки печи, выше, чем через слой огнеупорной футеровки 2. Но образование гарнисажа на охлаждаемых поверхностях позволяет снизить тепловые потери.
На уровне подины 15 печи предусмотрена летка 14 (шпур) для полного выпуска расплава печи при остановке.
Шлако-металлический расплав является оборотным, т.к. содержит в шлаковой составляющей недовосстановленные оксиды алюминия и кремния. Поэтому шлако-металлический расплав сливается через соответствующее выпускное отверстие 13 в ковш, который поднимается подъемным краном для заливки указанного шлако-металлического расплава обратно в печь, в область реакционной зоны 3, через специальный сифонный карман 16.
Реализацию способа рассмотрим на примере работы печей, изображенных на Фиг.1 и Фиг.3.
Алюмосиликатные материалы и уголь из соответствующих бункеров с помощью весовых дозаторов подаются на один конвейер. Загрузка шихты в печь по первому конструктивному варианту производится через люки 10 (течки) в своде ванны, при этом жесткие требования к гранулометрическому составу шихтовых материалов отсутствуют, и нет необходимости в сортировке материалов по размеру. По второму конструктивному варианту, при использовании мелкодисперсной шихты, измельченные алюмосиликаты в смеси с мелким углем или угольной пылью вдуваются азотом в шлако-металлический расплав через верхний ряд фурм 11. Перед загрузкой не требуется предварительно смешивать шихтовые материалы. Смешивание обеспечивается непосредственно в шлако-металлической ванне за счет ее интенсивного барботажа в реакционной зоне 3 потоками реакционных газов.
В ванну печи через нижние фурмы 8, находящиеся под слоем шлако-металлического расплава, вдувается смесь топлива и кислорода. Потоки реакционных газов обеспечивают необходимый по мощности барботаж шлако-металлического расплава.
Алюмосиликатные материалы, попадая в слой барботируемой потоками реакционных газов смеси шлака и металла, содержащей уголь, плавятся. Оксиды алюминия и кремния восстанавливаются углеродом угля. Основная часть алюминия и кремния, получаемых при восстановлении, в виде капелек металла под действием более низкой, по сравнению со шлаковой составляющей расплава, плотности всплывают на поверхность ванны, где вследствие барботажа находятся в смеси со шлаковой фазой. Часть восстановленных алюминия и кремния остаются растворенными в шлаковой фазе во всем объеме расплава печи. Таким образом, в реакционной зоне 3 печи по вертикали образуется два слоя расплавов:
1) слой спокойной смеси шлака и алюминий-кремниевого сплава между подиной 15 печи и нижними фурмами 8;
2) слой барботируемой потоками реакционных газов смеси шлака и алюминий-кремниевого сплава между нижними фурмами 8 и газовой фазой.
В зоне отстаивания 4, в отсутствие барботажа, шлако-металлический слой, перетекающий из реакционной зоны, расслаивается на раздельные фазы: верхний слой - алюминий-кремниевый сплав, и нижний слой - шлак с частично растворенными восстановленными металлами. Вследствие более низкой плотности алюминий-кремниевый сплав формирует самую верхнюю фазу.
Таким образом, в зоне отстаивания 4 образуются два спокойных слоя расплавов:
1) нижний слой - шлако-металлический расплав;
2) верхний слой - алюминий-кремниевый сплав.
Рассмотрим отдельно назначение каждой зоны по слоям и процессы, в них протекающие.
Реакционная зона - слой спокойной смеси шлака и алюминий-кремниевого сплава. Этот слой занимает объем между подиной 15 печи и высотой ниже топливно-кислородных фурм 8. В этом слое не происходят никакие реакции.
Реакционная зона - слой барботируемой смеси шлака и алюминий-кремниевого сплава. Слой барботируемой потоками реакционных газов смеси шлака и алюминий-кремниевого сплава расположен выше уровня спокойной смеси вплоть до газовой фазы. Высота его определяется уровнем газонасыщенности. Граница между спокойным слоем и барботируемой потоками реакционных газов смесью шлака и алюминий-кремниевого сплава является относительно условной.
В этом слое протекают все основные физико-химические процессы взаимодействия кислорода дутья с топливом и восстановление алюминия и кремния углеродом угля. Хотя в этом слое шлако-металлический расплав активно перемешивается потоками реакционных газов, тем не менее равномерно замешать в нем уголь невозможно. Это связано как с большим различием в плотностях угля и шлако-металлического расплава, так и с несмачиваемостью угля шлако-металлическим расплавом. В нижней части барботируемого слоя находится область с окислительным потенциалом, постепенно переходящая в полностью восстановительную в самой верхней части.
В верхней части слоя шлако-металлического расплава, барботируемого потоками реакционных газов, количество замешанного угля возрастает по высоте, и наивысшая концентрация его наблюдается вблизи поверхности, на границе раздела газовой фазы и расплава. Именно здесь протекают основные физико-химические процессы восстановления алюминия и кремния.
Подаваемый сверху через загрузочные люки 10 (по первому конструктивному варианту печи) или вдуванием через верхний ряд фурм 11 (по второму конструктивному варианту) в реакционную зону 3 алюмосиликатный материал расплавляется и растворяется в барботируемом шлако-металлическом расплаве. Одновременно происходит прямое восстановление алюминия и кремния, а также элементов-примесей, как фиксированным углеродом угля, так и пиролитическим углеродом летучих угля.
Кроме того, в этой зоне происходит испарение и переход в газовую фазу летучих компонентов шихты. Таким образом, за состав получаемых продуктов плавки отвечает именно реакционная зона 3 печи с барботируемой потоками реакционных газов смесью шлака и алюминий-кремниевого сплава.
Зона отстаивания. Основным процессом, протекающим в зоне отстаивания 4, является расслаивание шлако-металлического расплава с выделением алюминий-кремниевого сплава в верхний слой зоны.
Для раздельного выпуска алюминий-кремниевого сплава и шлако-металлического расплава применяются соответствующие выпускные отверстия 12 и 13 - летки, - которые обеспечивают непрерывный выпуск продуктов плавки со скоростью, соответствующей производительности агрегата. При малой производительности выпуск может быть периодическим.
Температура алюминий-кремниевого сплава на выходе из печи составляет примерно 1900-2000°С. Сплав направляется на охлаждение до температуры эвтектики для кристаллизации кремния из сплава до уровня содержания примерно 12-13% (масс.).
Полученный сплав может быть использован в металлургическом производстве для получения силуминов различного состава смешиванием с технически чистым электролитическим алюминием и соответствующими лигатурами, может быть отправлен на дополнительную очистку различными методами рафинирования для получения технически чистого алюминия.
Шлако-металлический расплав, получаемый при работе печи, содержит в шлаковой составляющей недовосстановленные оксиды алюминия и кремния, поэтому является оборотным и заливается обратно в реакционную зону 3 агрегата.
Выделяющиеся из печи технологические газы при температуре в пределах 2000°С отводятся через окно с водоохлаждаемым газоходом 9 (аптейком) в камеру дожигания. Там они дожигаются за счет подаваемого воздуха или кислорода и поступают в котел-утилизатор, где охлаждаются до 220°С, после чего поступают в газоочистку и выбрасываются в атмосферу через дымовую трубу.
За счет утилизации тепла отходящих из печи технологических газов в котле-утилизаторе вырабатывается пар энергетических параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2611229C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖЕЛЕЗОМАРГАНЦЕВОГО СЫРЬЯ | 2001 |
|
RU2191831C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344179C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ СВИНЦОВОГО СЫРЬЯ | 2005 |
|
RU2283359C1 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОНИКЕЛЯ ИЗ ОКИСЛЕННЫХ НИКЕЛЕВЫХ РУД И ПРОДУКТОВ ИХ ОБОГАЩЕНИЯ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2336355C2 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ПЛАВКИ СУЛЬФИДНЫХ МАТЕРИАЛОВ В ЖИДКОЙ ВАННЕ | 2007 |
|
RU2347994C2 |
| ЖИДКОФАЗНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ И ЧЕРНЫЕ МЕТАЛЛЫ | 2006 |
|
RU2348881C2 |
| АГРЕГАТ ДЛЯ ПЕРЕРАБОТКИ ПЫЛЕВИДНОГО СВИНЕЦ- И ЦИНКСОДЕРЖАЩЕГО СЫРЬЯ | 2006 |
|
RU2359188C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2548871C2 |
| УСТРОЙСТВО ДЛЯ ВЫПЛАВКИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2005 |
|
RU2299911C1 |

Изобретение относится к производству алюминий-кремниевых сплавов восстановлением алюмосиликатов углеродом в ванне расплава. В футерованную ванну подают шихту, содержащую оксиды алюминия и кремния и уголь, и энергию, достаточную для расплавления шихты и восстановления оксидов до металла с образованием алюминиево-кремниевого сплава. В качестве восстановителя используют уголь, подаваемый в составе шихты. Весь объем ванны расплава по горизонтали разделяют на реакционную зону и зону отстаивания, подачу энергии осуществляют путем подачи топливо-кислородного дутья в нижнюю часть реакционной зоны с обеспечением достижения требуемой температуры и перемешивания расплава за счет барботирования его подаваемым дутьем и газами, образующимися в результате коксования угля, восстановления оксидов алюминия и кремния, частичного окисления углерода коксового остатка и сгорания топлива. Образующийся сплав выпускают из верхней части зоны отстаивания, а шлаковый расплав отводят из нижней части зоны отстаивания и загружают его вновь в верхнюю часть реакционной зоны для довосстановления, при этом отходящие газы выводят из ванны и дожигают в камере дожигания перед котлом-утилизатором. Обеспечивается высокая энергетическая эффективность и высокая производительность и возможность использования сырья любого качества. 2 н. и 4 з.п. ф-лы, 4 ил.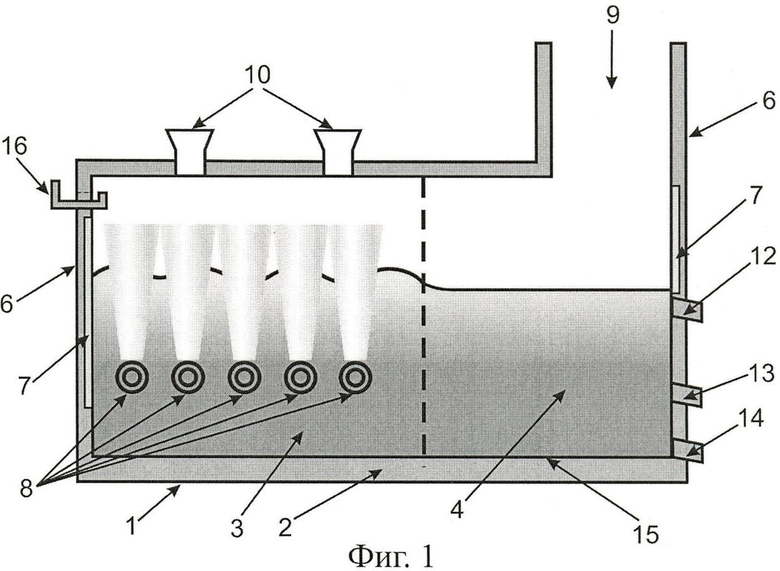
1. Способ производства алюминий-кремниевых сплавов восстановлением алюмосиликатов углеродом в ванне расплава, включающий подачу шихты, содержащей оксиды алюминия и кремния и уголь, и энергии, достаточной для расплавления шихты и восстановления оксидов до металла с образованием алюминиево-кремниевого сплава, выпуск сплава и шлака и отходящих газов, отличающийся тем, что в качестве восстановителя используют уголь, подаваемый в составе шихты, а весь объем ванны расплава по горизонтали разделяют на реакционную зону и зону отстаивания, подачу энергии осуществляют путем подачи топливо-кислородного дутья в нижнюю часть реакционной зоны с обеспечением достижения требуемой температуры и перемешивания расплава за счет барботирования его подаваемым дутьем и газами, образующимися в результате коксования угля, восстановления оксидов алюминия и кремния, частичного окисления углерода коксового остатка и сгорания топлива, причем выпуск сплава производят из верхней части зоны отстаивания, а шлаковый расплав отводят из нижней части зоны отстаивания и загружают его вновь в верхнюю часть реакционной зоны для до восстановления, при этом отходящие газы выводят из ванны и дожигают в камере дожигания перед котлом-утилизатором.
2. Способ по п.1, отличающийся тем, что подачу крупнокусковой шихты осуществляют загрузкой сверху в реакционную зону непосредственно на поверхность расплава.
3. Способ по п.1, отличающийся тем, что подачу мелкодисперсной шихты осуществляют вдуванием ее азотом в реакционную зону в верхнюю часть расплава.
4. Печь для производства алюминий-кремниевых сплавов восстановлением алюмосиликатов углеродом в ванне расплава, содержащая футерованную ванну с охлаждаемыми кессонами, окно с газоходом для отвода технологических газов, узел подачи шихты, фурмы и выпускные отверстия в виде леток для выпуска сплава и шлакового расплава, отличающаяся тем, что ванна по горизонтали разделена на реакционную зону и зону отстаивания, фурмы для подачи топливно-кислородной смеси выполнены в нижней части реакционной зоны, выпускное отверстие для выпуска сплава выполнено в верхней части зоны отстаивания, выпускное отверстие для выпуска шлакового расплава выполнено в нижней части зоны отстаивания, а газоход для отвода технологических газов соединен с камерой дожигания и котлом-утилизатором.
5. Печь по п.4, отличающаяся тем, что узел подачи крупнокусковой шихты выполнен в виде загрузочных люков - течек шлюзовой конструкции в верхней части печи.
6. Печь по п.4, отличающаяся тем, что узел подачи мелкодисперсной шихты выполнен в виде фурм, расположенных в стенках реакционной зоны выше фурм для подачи топливно-кислородного дутья и связанных с устройством подачи азота и шихты.
| СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА | 1999 |
|
RU2148670C1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ | 1991 |
|
RU2010881C1 |
| Металлургическая печь для приготовления силумина | 1983 |
|
SU1133467A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ СВОЙСТВ СМЕСЕЙ УГЛЕВОДОРОДОВ И НЕФТЕПРОДУКТОВ | 2018 |
|
RU2688580C1 |
| DE 3420902 А, 20.12.1984. | |||

