Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления поковок с валом, преимущественно из труднодеформируемых жаропрочных сплавов на основе никеля.
Известен штамп для объемной штамповки поковок с отростком и фланцем, содержащий осадочную площадку, предварительный и окончательный ручьи, причем предварительный ручей выполнен диаметром донной части, равным 0,996 - 1,0 диаметра донной части полости окончательного ручья, и снабжен участком для формирования отростка поковки глубиной 2 - 2,5 диаметра его донной части, при этом поверхность предварительного ручья под фланец поковки выполнена с уклонами 15 - 20оС и сопряжена с участком для формообразования отростка поковки радиусом, равным 1,0 - 1,25 диаметра его донной части (1).
Одним из недостатков указанного штампа является его металлоемкость, громоздкость и трудоемкость изготовления в связи с наличием двух ручьев и осадочной площадки, а также сравнительно малая производительность при штамповке. Кроме того, форма отростка поковки в данном конструктивном исполнении штампа может быть только конической, что приводит к дополнительному расходу металла. Выдавливание отростка в глухую полость для высоколегированных жаропрочных сплавов оказывается невозможным из-за крайне узкого температурного интервала пластического деформирования этих сплавов.
Наиболее близким к изобретению по технической сущности является инструмент для штамповки поковок типа тел вращения с валом или стержневым участком, содержащий три пары цилиндрических ручьев вставок в соответствии с числом переходов штамповки. Каждая ручьевая вставка состоит из верхней и нижней половин с формообразующими полостями одинакового диаметра. Нижние половины второй и третьей пары вставок снабжены матрицами с отверстиями для выдавливания стержневого участка поковки [2] .
Недостатками данного инструмента являются металлоемкость в связи с наличием трех пар ручьевых вставок и необходимостью повышенных припусков металла заготовки, а штамповка, осуществляемая в три перехода, снижает производительность процесса. Кроме того, низкое качество поковок, особенно из высоколегированных жаропрочных сплавов на никелевой основе, обусловлено образованием торцового заусенца при выдавливании во втором ручье и заштамповкой его в третьем ручье при деформировании фланца поковки.
Крайне затруднительным, если вообще возможным, в связи с чрезвычайно узким температурным интервалом пластического деформирования этих сплавов является получение в закрытом штампе качественных поковок с коническим стержневым участком, например, с углом наклона образующей 1о30' .
Технический результат изобретения выражается в создании рациональной схемы деформирования при снижении объема металла за счет исключения образования торцового заусенца.
Согласно изобретению в инструменте для штамповки поковок с валом, содержащем верхний и нижний штамп с рабочими полостями матрицу с отверстием для выдавливания вала, смонтированную в нижнем штампе, и облойную канавку, размещенную между верхним и нижним штампами, отношение общей площади входного кольцевого проема по окружности облойной канавки при сомкнутых штампах к площади поперечного сечения отверстия матрицы составляет 1,2 . . . 2,0.
Отличительными признаком изобретения от прототипа является регламентация отклонения общей площади входного кольцевого проема по окружности облойной канавки
Sо.к. = π Dо.к. х hо.к., где Dо.к. - диаметр облойной канавки;
hо.к. - высота облойной канавки, при сомкнутых штампах к площади поперечного сечения отверстия матрицы
Sо.м. = πd
Конструктивное выполнение инструмента в совокупности с оптимальным соотношением площадей входного кольцевого проема облойной канавки (Sо.к.) и поперечного сечения отверстия матрица (Sо.м.), равном 1,2. . . 1,0, обеспечивает наиболее благоприятную схему течения металла заготовки при деформировании за один переход поковок, например, тел вращения с валом из высоколегированных жаропрочных сплавов на никелевой основе, обладающих крайне узким температурным интервалом технологической пластичности. Если это соотношение будет больше 2,0, то вал не выдавится или выдавится недостаточной длины, что приведет к браку поковки. Если отношение площадей поперечного сечения облойной канавки и очка матрицы будет меньше 1,2, то увеличивается расход металла на дополнительный припуск по диаметру вала (если это отношение уменьшиться за счет увеличения площади поперечного сечения очка матрицы) или увеличится припуск по высоте дисковой части поковки из-за недоштамповки, а вал выдавливается меньшей длины (если это отношение уменьшается за счет уменьшения площади поперечного сечения облойной канавки).
Предложенная конструкция инструмента обеспечивает получение поковок с валом с заданной волокнистой структурой от дисковой части к валу с минимальным припуском (напуском) в переходной части от диска к валу, что позволяет при механической обработке перерезать наименьшее количество волокон, следовательно, повысить качество поковок и снизить расход металла.
Кроме того, заявляемый признак придает объекту изобретения новое техническое свойство, обеспечивающее механизм истечения металла в вал в процессе деформирования за один переход и позволяет отказаться от экономически невыгодного процесса изотермической штамповки, считающего до сих пор единственным средством получения поковок типа тел вращения с валом из высоколегированных сплавов за один переход, причем задача высокопроизводительного и экономического получения поковок решена без привлечения известных средств и рекомендаций.
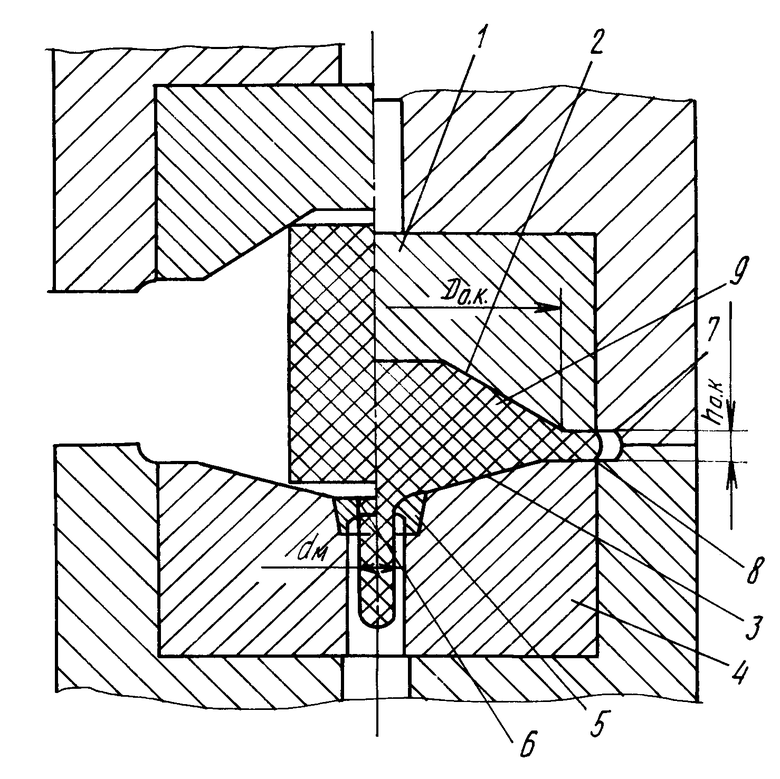
На чертеже представлен предложенный инструмент, общий вид, в осевом разрезе левая половина чертежа иллюстрирует расположение элементов устройства в исходный момент цикла, т. е. перед началом штамповки заготовки, а правая - перед окончанием цикла штамповки).
Инструмент содержит верхний штамп 1, связанный с силовым приводом пресса и имеющий возможность возвратно-поступательного рабочего перемещения в осевом направлении. В верхнем штампе выполнена рабочая полость, образованная поверхностью 2. Соосно верхнему штампу смонтирован нижний неподвижный штамп 4, в котором выполнена рабочая полость, образованная поверхностью 3, в ручье которого установлена разъемная матрица 5 экструзионного типа со сквозным калибрующим отверстием (очком) 6. Диаметр калибрующего пояска матрицы (dм) соответствует заданному диаметру вала штамповки. По окружности периферийных участков верхнего и нижнего штампов и выполнены кольцевые выточки, образующие облойную канавку 7 высотой hо. к. , размещенную между штампами. Отношение общей площади выходного кольцевого проема по окружности облойной канавки при сомкнутых штампах к площади поперечного сечения отверстия матрицы составляет 1,2 - 2,0.
Позицией 8 обозначена заготовка, подлежащая деформированию, а позицией 9 - отштампованная поковка.
Инструмент работает следующим образом.
Штампы 1 и 4 предварительно нагревают до 480 - 550оС, кроме того, ручьи обоих штампов дополнительно подогревают до температуры 600 - 700оС "ложной" поковкой, нагретой до температуры деформации сплава выдерживаемой между сомкнутыми штампами. После удаления "ложной" поковки поясок матрицы смазывается смазкой "Вапор-Т+ графит", на поверхность ручья нижнего штампа укладывают термоизолирующую прокладку из муллитокремнеземистого материала с отверстием на 10 - 15 мм больше отверстия очка матрицы. Затем устанавливают нагретую до температуры пластической деформации цилиндрическую заготовку 8. После этого на верхний торец нагретой заготовки накладывают теплоизолирующую прокладку из этого же материала без отверстия.
Рабочим ходом траверсы пресса, несущей верхний штамп 1, последний перемещает сверху вниз и сообщает заготовке 8 усилие, под воздействием которого она начинает деформироваться, заполняя полости ручьев штампов 1 и 4.
В процессе деформирования в рабочих поверхностях 2 и 3 формируется сначала диск штамповки. В завершающей стадии деформирования металл выпрессовывается через цилиндрическое отверстие 6 разъемной матрицы 5, образуя вал с одновременным заполнением частичного объема облойной канавки 7. При смыкании штампов образуется поковка 9.
Анализ результатов штамповки заготовок в штампе различной конструкции показал, что поковки, изготовленные в инструменте с отношением площадей поперечного сечения облойной канавки и очка матрицы при сомкнутом штампе Sо.к./Sо.м. = 1,2 - 2,0 соответствуют по геометрическим размерам чертежу поковки и поверхность поковок получается чистой, без трещин.
В случае штамповок поковок в инструменте с отношением площадей поперечного сечения облойной канавки и очка матрицы меньше 1,2 и больше 2,0, все поковки по геометрическим размерам не соответствуют чертежу, а при соотношении Sо.к./Sо.м. = 1,1 расходуется большее количество металла заготовки.
При изготовлении поковок в устройстве прототипа на поверхности вала имеются поперечные трещины, образованные в результате наличия угла торможения 1о30', а поковки имеют больший вес.
В сравнении с устройством-прототипом предлагаемый инструмент позволяет по меньшей мере в два раза повысить производительность процесса штамповки изделий за счет создания возможности осуществить полный цикл деформирования заготовки с получением готовой поковки за один переход, а не за три перехода. Кроме того, предложенное техническое решение обеспечивает значительное уменьшение металлоемкости инструмента и повышение качества поковок из высоколегированных жаропрочных сплавов на никелевой основе. (56) 1. Авторское свидетельство СССР 1139555, кл. B 21 J 13/02, 1985.
2. Н. А. Соколов "Горячая штамповка выдавливанием стальных деталей", М. , Машиностроение, 1967, с. 83. . . 84, рис. 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей объемной штамповки поковок | 1989 |
|
SU1828779A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU1800736C |
| Способ получения изделий с отверстием | 1990 |
|
SU1761366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК | 1995 |
|
RU2076013C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Средство для удаления изделий при горячей штамповке | 1991 |
|
SU1817731A3 |
| Способ изготовления кольцевых поковок | 1991 |
|
SU1780913A1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
Сущность: инструмент для штамповки поковок с валом содержит верхний и нижний штампы с рабочими полостями, матрицу с отверстием для выдавливания вала, смонтированную в нижнем штампе, и облойную канавку, размещенную между верхним и нижним штампами. При смыкании штампов с соотношением площади входного кольцевого проема облойной канавки к площади поперечного сечения отверстия матрицы, равном 1,2. . . 2,0, получают точную по геометрическим размерам и качественную по структуре поковку. 1 ил.
ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ , содеpжащий веpхний и нижний штампы с pабочими полостями, матpицу с отвеpстием для выдавливания вала, смонтиpованную в нижнем штампе, и облойную канавку, pазмещенную между веpхним и нижним штампами, отличающийся тем, что отношение общей площади входного кольцевого пpоема по окpужности облойной канавки пpи сомкнутых штампах к площади попеpечного сечения отвеpстия матpицы составляет 1,2 - 2,0.
