Изобретение относится к области обработки металлов давлением, в частности к штамповке, и может быть использовано при штамповке поковок сложной конфигурации с радиальными отростками, расположенными в плоскости, перпендикулярной к главной оси поковки, например поковок типа крестовин, тройников и др.
Известен способ штамповки поковок типа крестовин в штампе с горизонтальным разъемом матриц, заключающийся в нагреве заготовки, размещении ее между пуансонами в штампе и однопереходной штамповке. Сжатие матриц осуществляют с помощью упругих элементов с упором в нижнюю плиту, а выдавливают металл пуансоном, установленным в верхней плите (см. книгу Соколова Н.Л. Горячая штамповка выдавливанием стальных деталей. М., Машиностроение, 1967, с. 143).
Известен способ штамповки изделий с радиальным элементом (см. а.с. СССР N 676374 по МКИ B 21 К 13/02 от 28.10.77), заключающийся в нагреве заготовки, размещении ее в инструменте и последующем деформировании. Однако по известному способу выдавливание металла в радиальную полость осуществляют последовательно из верхней, а затем из нижней матриц, что создает большую неравномерность деформации. При формировании радиального элемента путем осадки набранного металла возникают встречные потоки металла из основной и радиальной полостей, что ведет к образованию дефектов в виде зажимов и складок в местах сопряжения полостей (см. книгу Атрошенко А.П. и Федорова В.И. Горячая штамповка труднодеформируемых материалов. Л., Машиностроение, 1979, с. 269, второй абзац снизу и стр. 270, рис. 9.4).
Известен также способ штамповки изделий, заключающийся в зажатии заготовки матрицами и последующем обжиме участка заготовки двумя пуансонами с вытеснением металла в радиальные полости (см. а.с. СССР N 568341 по МКИ B 21 K 1/52 от 18.07.77). При реализации известного способа возникает большая вероятность образования застойных зон и связанных с ними дефектов, поскольку осуществляют одностороннее заполнение радиальных полостей в результате поперечного обжима участка заготовки, находящегося между радиальными полостями. Кроме того, при этом неизбежно вытекание металла в зазор между деформирующими поверхностями пуансонов.
Известен способ штамповки поковок типа крестовин, включающий нагрев заготовки, размещение ее в разъемных матрицах и однопереходном деформировании (см. "Технологический справочник по ковке и объемной штамповке" под ред. М. В. Сторожева Государственное научно-техническое издательство машиностроительной литературы", Москва, 1959 г. стр. 645, 646).
Недостатком известного способа является то, что при реализации этого способа в процессе заполнения радиальных полостей осуществляют одностороннее выдавливание металла из контейнера верхней матрицы. В результате металл течет преимущественно вдоль донной поверхности нижней матрицы, вызывая большую неравномерность деформации и вероятность образования застойных зон.
Технической задачей предлагаемого изобретения является создание способа штамповки поковок типа крестовин повышенного качества.
Поставленная задача решается тем, что способ штамповки поковок типа крестовин включает нагрев заготовки, размещение ее в разъемных матрицах и однопереходное деформирование, при этом заготовку устанавливают в полости штампа так, что в момент ее контакта с подвижным пуансоном полость разъема матриц совмещают с полостью, делящей заготовку на верхнюю и нижнюю части соответственно объемам поковки над и под полостью разъема штампа, а формирование радиальных элементов осуществляют выдавливанием металла одновременно из обеих матриц, заготовку подают в контейнер нижней матрицы и укладывают на торец нижнего пуансона, опирающегося на плиту, а верхний пуансон и жестко связанную с ним верхнюю плиту перемещают и воздействуют через упругий элемент на верхнюю матрицу, которая в момент контакта пуансона с заготовкой смыкается с нижней матрицей, образуя полость.
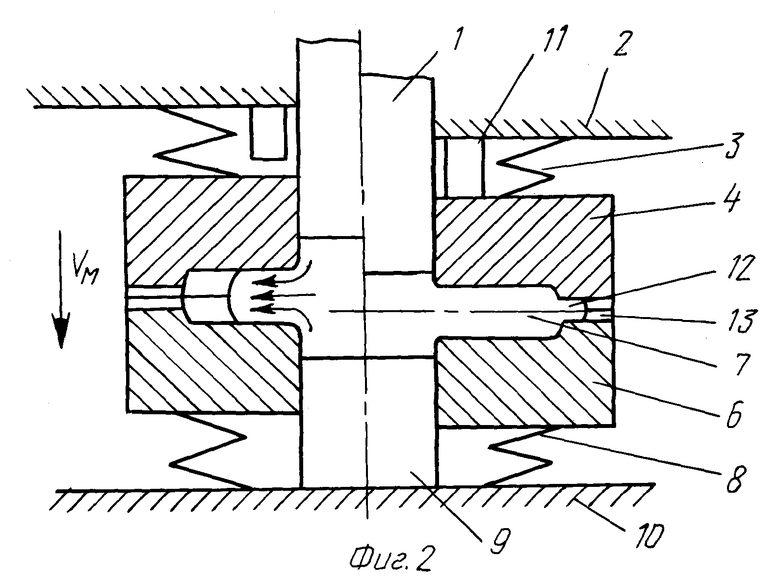
Один из вариантов реализации способа штамповки изделий с радиальными отростками показан на фиг. 1 и 2; на фиг. 1 слева - исходное положение штампа и размещение заготовки в полости штампа, справа - момент контакта верхнего пуансона с заготовкой и смыкания матриц; на фиг. 2 слева - момент заполнения радиальных полостей, справа - момент окончания штамповки.
Реализация предлагаемого способа осуществляется следующим образом.
В исходном положении штампа (фиг. 1 слева) заготовка 5 подается в контейнер нижней матрицы 6 и укладывается на торец нижнего пуансона (выталкивателя) 9, опирающегося на плиту 10. При перемещении верхнего пуансона 1 и жестко связанной с ним верхней плиты 2 последняя через упругий элемент 3 воздействует на верхнюю матрицу 4, которая в момент контакта пуансона с заготовкой 5 смыкается с нижней матрицей 6 (см. фиг. 1 справа), образуя полость 7.
Штамп настроен таким образом, что в момент контакта пуансона 1 с заготовкой 5 (см. фиг. 1 справа) плоскость разъема матриц совмещается с плоскостью, делящей заготовку 5 на верхнюю и нижнюю части соответственно объемам поковки 7 над плоскостью разъема штампа и под ней. Поскольку упругие элементы 3 и 8 имеют одинаковую жесткость, это совмещение сохраняется на протяжении всего процесса формирования поковки, при этом скорость движения пуансона 1 и плиты 2 вдвое превышает скорость перемещения сблокированных матриц 4 и 6, а относительные (к соответствующим матрицам) скорости перемещения пуансона 1 и выдвижения пуансона 9 одинаковы (см. фиг. 2 слева).
В связи с инерционностью сблокированных матриц окончательное их положение в момент доштамповки фиксируется упором 11, жестко связанным с верхней плитой 2.
В предлагаемом способе после формирования радиальных отростков 5 избыток металла 12 вытесняется в компенсационные полости 13 (см. фиг. 2 справа).
В результате образования двухстороннего попутного течения металла в радиальные полости из обеих матриц исключается возникновение дефектов в виде зажимов, складок, т.е. существенно повышается качество изделий.
Пример. На опытном штампе из стали 12ХН3А при температуре 1000oC отштампована партия поковок крестовин размером: диаметр ступицы 32 мм, ее высота 24 мм, диаметр и длина отростков 18 мм, радиусы сопряжений 2 мм. Диаметр заготовки 30 мм, высота 52 мм.
В штампе установлено два пакета тарельчатых пружин одинаковой жесткости, один из которых связан с верхней, другой - с нижней матрицами. Усилия сжатия пружин составляли 10% и 30% от усилий штамповки в начальный и конечный моменты формообразования отростков поковки (см. книгу А.П.Атрошенко, В.И.Федорова. Горячая штамповка труднодеформируемых материалов. Л., Машиностроение, 1979, с. 146, третий абзац снизу), т.е. величина зажима матриц составляла соответственно 3,6 т и 23 т.
Штамп настроен таким образом, чтобы в момент контакта верхнего пуансона с заготовкой плоскость разъема матриц совмещалась со срединой высоты заготовки.
Штамповку осуществляли на прессе КБ0034В усилием 50 т. Избыток металла, составляющий 1,5% от объема заготовки, удаляли в компенсационные полости диаметром 4 мм.
Полученные поковки имели точные размеры с четким заполнением углов и гладкую поверхность, дефекты в виде зажимов и складок отсутствовали. Исследование макроструктуры показало, что структура поковок в местах сопряжений отростков со ступицей однородная с благоприятным ориентированием волокон вдоль контура сопряжений как в верхней, так и в нижней частях поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК | 1995 |
|
RU2076013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| Способ изготовления отростковых поковок штамповкой в разъемных матрицах | 1981 |
|
SU1006017A1 |
Изобретение относится к обработке металлов давлением, например поковок типа крестовин, тройников и др. Техническим результатом изобретения является получение поковок типа крестовин повышенного качества. Способ штамповки поковок типа крестовин включает нагрев заготовки, размещение ее в разъемных матрицах и однопроходное деформирование, заготовку устанавливают в полости штампа так, чтобы в момент ее контакта с подвижным пуансоном плоскость разъема матриц совмещалась с плоскостью, делящей заготовку на соответственно равные объемы поковки относительно плоскости разъема штампа. Формирование радиальных элементов осуществляют выдавливанием металла одновременно из обеих матриц. Заготовку подают в контейнер нижней матрицы и укладывают на торец нижнего пуансона, опирающегося на плиту. Верхний пуансон и жестко связанную с ним верхнюю плиту перемещают и воздействуют через упругий элемент на верхнюю матрицу. Матрицы в момент контакта пуансона с заготовкой смыкаются, образуя полость. 2 ил.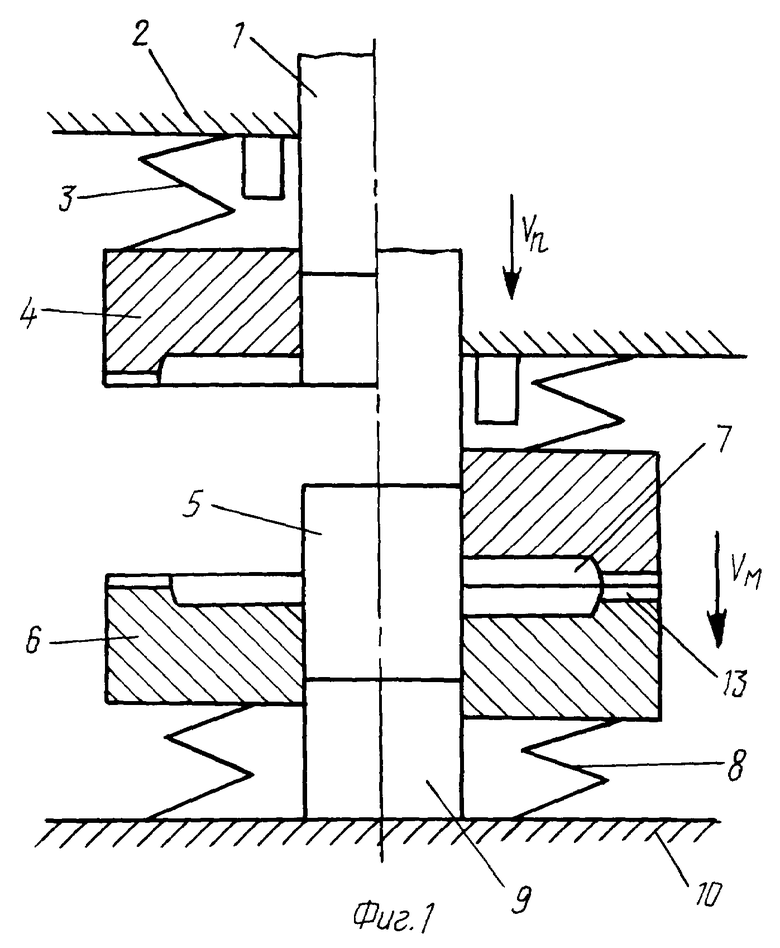
Способ штамповки поковок типа крестовин, заключающийся в нагреве заготовки, размещении ее в разъемных матрицах и однопереходном деформировании, при этом заготовку устанавливают в полости штампа так, что в момент ее контакта с подвижным пуансоном полость разъема матриц совмещают с полостью, делящей заготовку на верхнюю и нижнюю части соответственно объемам поковки над и под полостью разъема штампа, а формирование радиальных элементов осуществляют выдавливанием металла одновременно из обеих матриц, отличающийся тем, что заготовку подают в контейнер нижней матрицы и укладывают на торец нижнего пуансона, опирающегося на плиту, а верхний пуансон и жестко связанную с ним верхнюю плиту перемещают и воздействуют через упругий элемент на верхнюю матрицу, которая в момент контакта пуансона с заготовкой смыкается с нижней матрицей, образуя полость.
| Технологический справочник по ковке и объемной штамповке./Под ред | |||
| М.В | |||
| Сторожева | |||
| - М.: Государственное научно-техническое издательство машиностроительной литературы, 1959, с.645, 646 | |||
| СПОСОБ ОБОГАЩЕНИЯ РОССЫПЕЙ ПОСТОЯННЫМ РАЗРЫХЛЕНИЕМ КОНЦЕНТРАТА ТЯЖЕЛЫХ МИНЕРАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2095147C1 |
| US 5174147 А, 29.12.1992. | |||

