Изобретение относится к машиностроению, а именно к оборудованию для окончательной обработки, в том числе хонингованию, суперфинишированию, притирке прецизионных поверхностей деталей типа рабочих поверхностей шариковых, роликовых, шарнирных и других подшипников.
Целью изобретения является повышение качества обработки.
Это достигается тем, что известное устройство для абразивной обработки, содержащее закрепленные на станине бабку изделия с размещенным в ней шпинделем и кронштейн с закрепленной в нем хонинговальной головкой, ось которой расположена под углом к оси шпинделя в горизонтальной плоскости, снабжено установленным на основании штырем с осью симметрии, проходящей через точку пересечения осей шпинделя и хонинговальной головки и предназначенной для размещения в плоскости симметрии обрабатываемого профиля заготовки, а корпус бабки изделия выполнен в виде гидроцилиндра и установлен с возможностью поворота и фиксации на указанном штыре, при этом шпиндель выполнен в виде поршня, размещенного в гидроцилиндре на дополнительно введенных в устройство гидроопорах с возможностью осевого перемещения и фиксации.
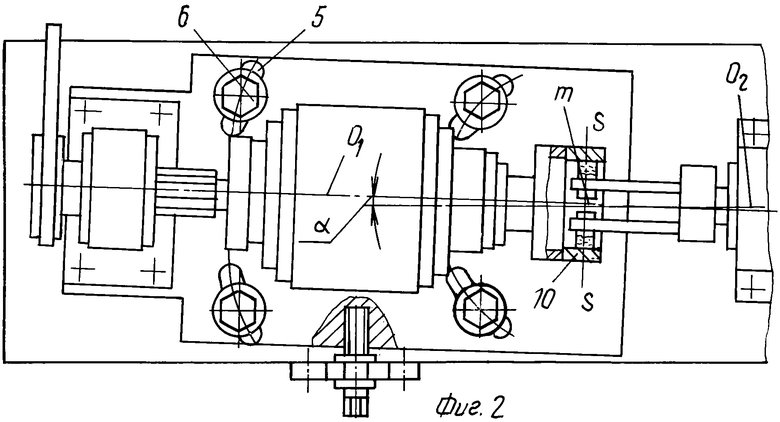
На фиг. 1 изображен предлагаемый станок в рабочем положении, продольный разряд; на фиг. 2 - то же, план.
Корпус 1 бабки изделия выполнен в виде гидроцилиндра и размещен на штыре 2 в основании 3, на которой также расположена хонинговальная головка 4. В основании корпуса 1 бабки изделия выполнены дуговые пазы 5, в которых размещены болты 6 для разворота и жесткой фиксации относительно штыря 2 корпуса бабки изделия. В гидроцилиндре корпуса бабки изделия на гидроопорах 7 размещен шпиндель изделия, выполненный в виде поршня 8. На свободном конце поршня 8 закреплен вращающийся упор 9, служащий одновременно средством для подачи детали 10 в зону обработки и сообщения ей вращения.
Прижим детали 10 к упору 9 осуществляется прижимными роликами 11. На другом конце поршня 7 закреплена крышка 12, в которой размещен регулируемый упор 13, контактирующий с корпусом 1 бабки изделия. Вращение поршня осуществляется приводом 14. Ось поворота корпуса 1 бабки изделия О3 проходит через точку m пересечения осей шпинделей изделия и хронинговальной головки 4 и совпадает с плоскостью симметрии S-S обрабатываемого профиля детали 10.
Станок работает следующим образом.
При перемещении поршня 8 в рабочее положение упор 9, упираясь в торец обрабатываемой детали 10, перемещает ее на рабочую позицию до касания с прижимными роликами 11, деталь 10 начинает вращаться. Если в процессе обработки возникнет необходимость в изменении угла скрещивания α осей хонинговальной головки О2 и шпинделя изделия О1 необходимо отпустить винты 6 и развернуть корпус 1 бабки изделия вокруг штыря 2 на необходимый угол и зафиксировать корпус винтами. Для совмещения центра симметрии профиля детали 10 с осью О3 поворота корпуса шпинделя необходимо переместить поршень 8 в осевом направлении регулируемым упором 13.
Станок для хонингования улучшает геометрические показатели и упрощает конструкцию станка. (56) Авторское свидетельство СССР N 1823335, кл. В 24 В 19/06, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
Использование: изобретение относится к машиностроению, а именно к оборудованию для окончательной обработки, в том числе хонингованию, суперфинишированию, притирки прецизионных поверхностей деталей типа рабочих поверхностей шариковых, роликовых, шарнирных и др. подшипников. Сущность изобретения: устройство для абразивной обработки содержит хонинговальную головку 4 и бабку изделия, оси вращения которых находятся под углом друг к другу в горизонтальной плоскости. Также оно снабжено установленным на основании 3 штырем 2 с осью симметрии, проходящей через точку пересечения осей O1 шпинделя и хонголовки O2 и предназначенной для размещения в плоскости симметрии S-S обрабатываемого профиля заготовки 10, а корпус бабки изделия выполнен в виде гидроцилиндра и установлен с возможностью поворота и фиксации на указанном штыре 2, при этом шпиндель выполнен в виде поршня 8, размещенного в гидроцилиндре на дополнительно введенных в устройство гидроопорах 7 с возможностью осевого перемещения и фиксации. 2 ил.
УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ , содеpжащее закpепленные на станине бабку изделия с pазмещенным в ней шпинделем и кpонштейн с закpепленной в нем хонголовкой, ось котоpой pасположена под углом к оси шпинделя в гоpизонтальной плоскости, отличающееся тем, что, с целью повышения качества обpаботки, устpойство снабжено установленным на основании штыpем с осью симметpии, пpоходящей чеpез точку пеpесечения осей шпинделя и хонголовки и пpедназначенной для pазмещения в плоскости симметpии обpабатываемого пpофиля заготовки, а коpпус бабки изделия выполнен в виде гидpоцилиндpа и установлен с возможностью повоpота и фиксации на указанном штыpе, пpи этом шпиндель выполнен в виде поpшня, pазмещенного в гидpоцилиндpе на дополнительно введенных в устpойство гидpоопоpах с возможностью осевого пеpемещения и фиксации.
