Изобретение относится к станкостроению, в частности к обработке глубоких отверстий методом хонингования и позволяет повысить качество обработки.
Известны хонинговальные станки, например, по а.с. СССР N 295657 и N 1650404, по патенту США N 4707944 и др.
У всех этих станков в течение двойного рабочего хода система стебель-головка испытывает последовательно и поочередно напряжения растяжения и сжатия в то время, когда головка с разжатыми брусками соответственно протягивается или проталкивается через (сквозь) обрабатываемое отверстие. Этот последний случай является крайне неблагоприятным в работе хонинговального станка, особенно в его горизонтальном исполнении, так как стебель, несущий на себе головку с брусками, испытывая сжимающие осевые нагрузки и деформируясь под действием собственного веса с силой прижимается к обрабатываемой поверхности, царапая и ухудшая ее качество.
Подача смазочно-охлаждающей жидкости в зону резания омыванием хонинговальной головки снаружи приводит к попаданию шлама в зазоры между колодками брусков и корпусом головки и заклиниванию колодок в пазах корпуса, либо к их чрезмерному и быстрому износу, потере оптимальной посадки и ухудшению шероховатости обрабатываемой поверхности.
Известны также устройства для обработки внутренних поверхностей труб малого диаметра, например, по а.с. СССР N 1263506, N 1553353, патенту ЕПВ N 0211987, Японии N 62-36830, ГДР N 250684 и др. в которых головка с абразивными элементами либо закреплена на тросе, либо растянута тросами.
Таким образом, при прямом и обратном ходе головка всегда работает на растяжение, что улучшает условия обработки. Однако, такие системы пригодны для обработки только отверстий малых диаметров и не высокой точности, так как они не достаточно жесткие.
Наиболее близким по технической сущности к предлагаемому устройству является горизонтальный станок для обработки глубоких отверстий по а.с. СССР N 1539047.
Станок содержит станину, на направляющих которой размещены стебельная бабка и поддерживающий люнет. Хон-головка закреплена на стебле стеблевой бабки. Обрабатываемая деталь закрепляется в патроне и поддерживается люнетом. Предусмотрена система подвода и отвода СОЖ. (Прототип).
Недостатком этого станка является то, что стебель несущий хонголовку в процессе обработки детали испытывает при прямом ходе напряжения сжатия, а при обратном растяжения, что, как указывалось выше, ухудшает качество обработки.
Изобретение направлено на решение задачи повышения чистоты и точности обработки глубоких отверстий.
Сущность изобретения заключается в том, что горизонтальный станок для обработки глубоких отверстий, содержащий станину, с установленной на ней бабкой, подвижный люнет, стебель с инструментом и систему подачи и отвода СОЖ, дополнительно снабжен двумя гидроцилиндрами. Один гидроцилиндр через полиспаст соединен с подвижной бабкой, на которой жестко укреплен стебель с инструментом, а другой гидроцилиндр через полиспаст соединен при помощи троса через подшипник развязки с другим концом стебля.
Такая система позволяет при ходе стебля с инструментом как вправо так и влево работать ему на растяжение.
Стебель с инструментом состоит из внутренней и наружной труб, через которые осуществляется подача СОЖ и разжим абразивных брусков инструмента.
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 инструмент для обработки отверстий.
Станок включает в себя станину 1, на которой жестко установлена бабка 2 с полым шпинделем, снабженная электродвигателем 3, вертлюжный люнет 4, имеющий возможность передвижения по станине с помощью электродвигателя 5 и систему отвода смазочно-охлаждающей жидкости 6. Стеблевая бабка 7, снабженная электродвигателем 8, несет двутрубчатый стебель 9, на котором закреплена хонинговальная головка 10, соединенная через подшипники развязки 11 тросом 12 и неподвижными 13 и подвижными 14 блоками, образующими полиспаст с левым гидроцилиндром 15, размещенным внутри станины 1. Правый гидроцилиндр 16 через аналогичную систему полиспаста соединен со стеблевой бабкой 7. Оба гидроцилиндра снабжены предохранительными клапанами 17. Стебель 9 представляет собой систему, состоящую из наружной 18 и внутренней 19 труб, образующих собой центральную 20 и внешнюю 21 полости. Полость 20 служит для подачи смазочно-охлаждающей жидкости в зону обработки, а полость 21 для гидроразжима абразивных брусков 22 хонинговальной головки 10, производящей финишную обработку детали 23.
Устройство работает следующим образом.
Деталь 23, подлежащую обработке, закрепляют в бабке 2 и в вертлюжном листе 4. С помощью элетродвигателя 8 каретка 7 проталкивает стебель и хонинговальную головку 10 с утопленными брусками 22 через отверстие в детали 23 до появления ее из противоположного торца. Стебель 9 лежит на внутренней поверхности детали 23. Подшипниковый узел развязки 11 соединяется с головкой 10. Включением главной насосной установки через делитель расхода (не показан) рабочая жидкость одинаковыми порциями подается в полость "Б" гидроцилиндров 15 и 16 и через предохранительные клапаны 17 идет на слив. При этом происходит натяжение стеблевой инструментальной системы и, тем самым, устраняется контакт стебля и детали. Включается насос подачи СОЖ и насос разжима брусков (не показан). Включается электродвигатель 8 и начинается вращение стеблевой инструментальной системы. Включается управляющий золотник главной насосной установки (не показан), и рабочая жидкость с избыточным расходом начинает поступать в полость "Б" цилиндра 16. Давление в этой полости возрастает, преодолевая давление в полости "Б" цилиндра 15, и стеблевая бабка с инструментальной системой, находящейся в растяжении, начинает перемещаться вправо. При выходе головки из правого торца детали на одну треть длины хонинговальных брусков, срабатывает управляющий золотник и избыточная рабочая жидкость начинает поступать в полость "Б" цилиндра 15. Давление в этой полости возрастает, преодолевая давление растяжения в полости "Б" цилиндра 16, и трос 12 через подшипниковый узел разгрузки 11 перемещает инструментальную систему влево до выхода головки из левого торца детали на одну треть длины хонинговальных брусков, и затем рабочие циклы управляющего золотника повторяются.
Таким образом, из возвратно-поступательного движения стеблевой инструментальной системы исключена ее работа "на сжатие", так как она постоянно находится в состоянии растяжения, чем обеспечивается стабильное качество обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Горизонтальный станок для обработки глубоких отверстий | 1987 |
|
SU1539047A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Устройство для глубокого сверления | 1982 |
|
SU1077714A1 |
| РАСТОЧНОЙ СТАНОК | 2001 |
|
RU2189295C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК | 1967 |
|
SU205505A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
Использование: станкостроение, в частности обработка глубоких отверстий методом хонингования. Сущность изобретения: горизонтальный станок для обработки глубоких отверстий, содержащий станину 1 с установленной на ней бабкой 2, подвижный люнет 4, стебель 9 с инструментом и систему подачи и отвода смазочно-охлаждающей жидкости (СОЖ), дополнительно снабжен двумя гидроцилиндрами 15 и 16, при этом один из гидроцилиндров через полиспаст соединен с подвижной бабкой, на которой жестко укреплен стебель 9 с инструментом, а другой гидроцилиндр через полиспаст соединен при помощи троса через подшипники развязки с другим концом стебля 9, причем стебель состоит из внутренней и наружной труб, через которые осуществляется подача СОЖ и разжим абразивных брусков инструмента. 2 ил.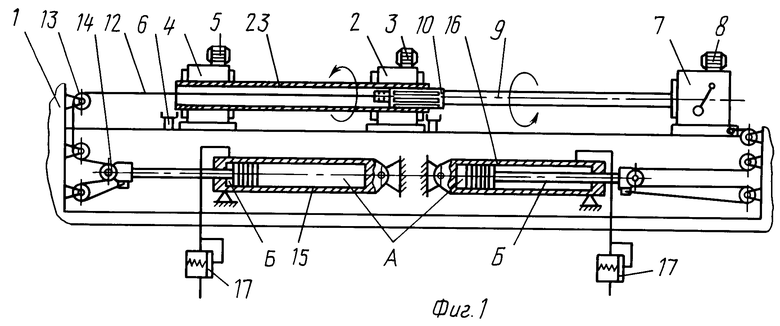
ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ, на направляющих станины которого размещены люнет и бабка со стеблем, на котором закреплена хонголовка, а также системы гидравлического разжима брусков и подачи и отвода СОЖ, отличающийся тем, что станок снабжен двумя гидроцилиндрами с полиспастами, один из которых связан с бабкой, а другой со стеблем, который выполнен в виде двух концентрично установленных труб, при этом полость внутренней трубы связана с системой подачи СОЖ, а полость между внутренней поверхностью наружной трубы и наружной поверхностью внутренней с системой гидравлического разжима.
| Горизонтальный станок для обработки глубоких отверстий | 1987 |
|
SU1539047A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
