15 и приводным ключом. Приводной ключ установлен с возможностью взаимодействия с одной стороны с механизмом фиксации, а с другой - с конечным выключателем 24, размещенным на поворотной платформе. Механизм фиксации установлен с возможностью осевого перемещения и взаимодействия квадратами своих гаек с квадратными отверстиями приводного ключа. 5 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1986 |
|
SU1388266A1 |
| Устройство для хонингования | 1987 |
|
SU1445924A1 |
| Хон для обработки цилиндрических отверстий | 1983 |
|
SU1155429A1 |
| Способ внутреннего и внешнего хонингования | 1944 |
|
SU65205A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Хонинговальный станок | 1986 |
|
SU1404297A1 |
| Устройство для внутреннего хонингования длинномерных цилиндров | 1988 |
|
SU1604575A1 |
| Металлорежущий станок для обработки отверстий | 1987 |
|
SU1570855A1 |
Изобретение относится к машиностроению, преимущественно к финишной обработке внутренних цилиндрических отверстий. Цель изобретения - повышение производительности и точности обработки. Для этого устройство для хонингования длинномерных цилиндров, содержащее основание с жестко установленной на нем приводной бабкой со шпинделем, кареткой с хонинговальной головкой 12 и механизмом ее перемещения, дополнительно снабжено размещенным на корпусе хонинговальной головки 12 механизмом фиксации и расположенным противоположно головке 12 относительно приводной бабки 2 механизмом настройки хона, выполненным в виде шарнирно связанной с бабкой 2 поворотной платформы с установленными на ней соосно шпинделю бабки охватывающим калибром 15 и приводным ключом. Приводной ключ установлен с возможностью взаимодействия, с одной стороны, с механизмом фиксации, а с другой - с конечным выключателем 24, размещенным на поворотной платформе. Механизм фиксации установлен с возможностью осевого перемещения и взаимодействия квадратами своих гаек с квадратными отверстиями приводного ключа. 5 ил.
Изобретение относится к машиностроению, преимущественно к финишной обработке внутренних цилиндрических поверхностей длинномерных изделий, например цилиндров гидравлических, пневматических и безвтулочных скваженных нефтяных насосов.
Цель изобретения - повышение производительности и точности обработки путем автоматизации настройки инструмента по калибрам.
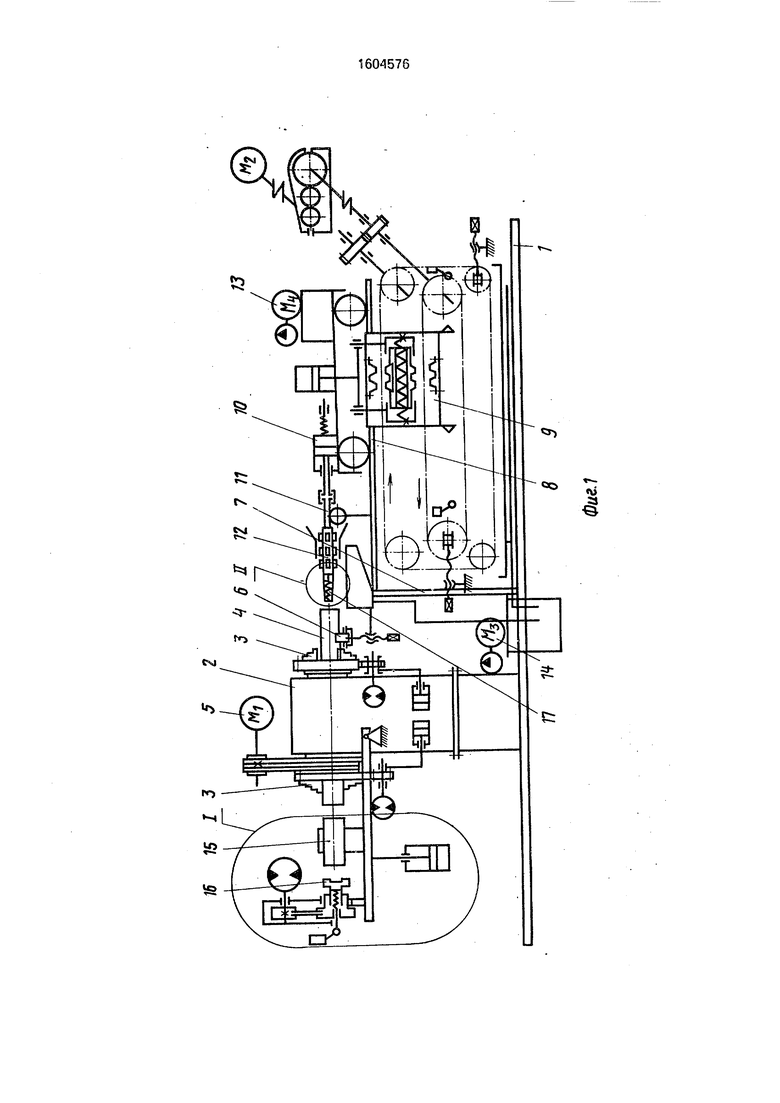
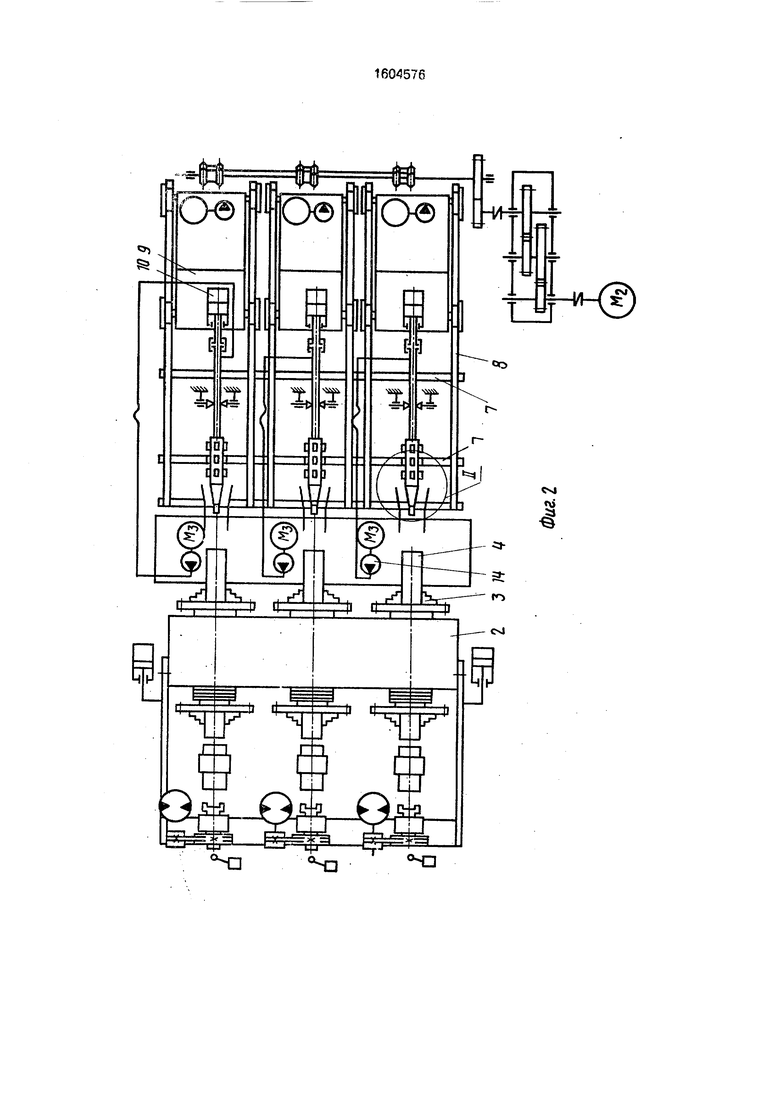
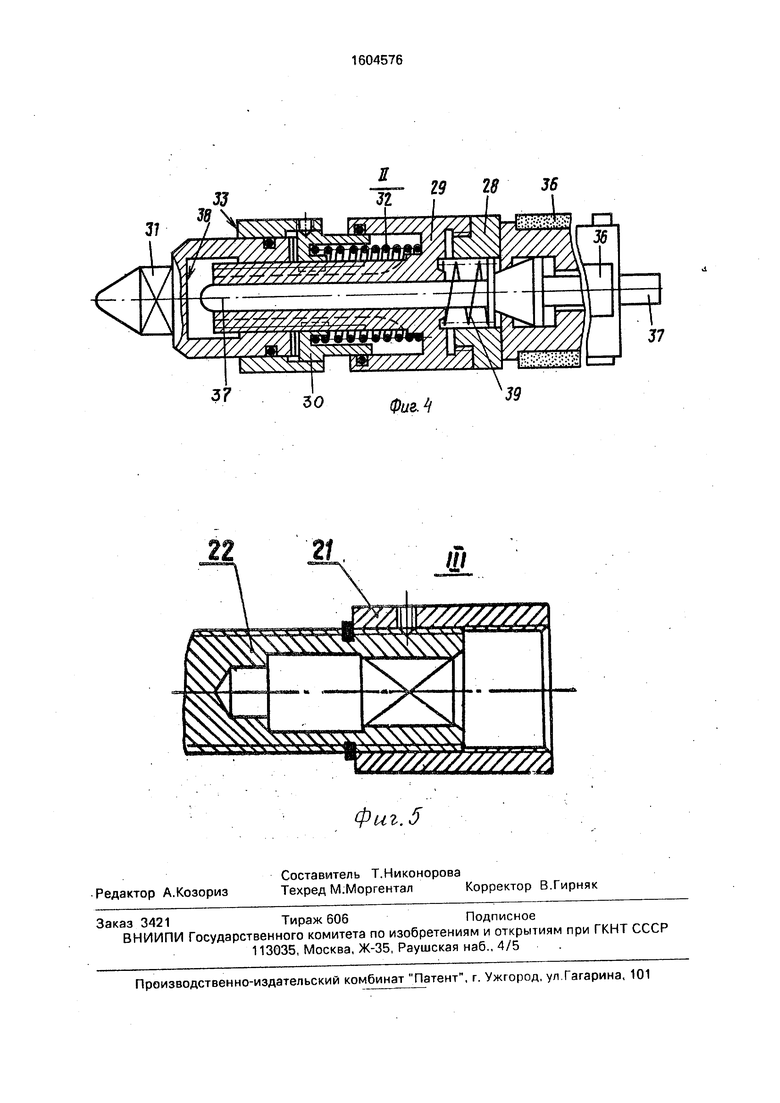
На фиг.1 показана общая гидрокинематическая схема устройства; на фиг,2 - то же, вид сверху; на фиг,3 - узел I на фиг.1; на фиг,4-узел II на фиг, 1; на фиг,5-узел 111 на фиг.З.
Устройство для внутреннего хонингова- ния длинномерных цилиндров содержит раму 1, на которой установлена неподвижно многошпинде Льная бабка 2. На каждом шпинделе установлены по два трехкулач- ных патрона 3, в которых гидромеханическим устройством, настроенным на определенное усилие зажима, закрепляются обрабатываемые цилиндры 4, Вращение обрабатываемым цилиндрам передается от привода 5, Каждый длинномерный цилиндр 4 поддерживается дополнительно люнетом 6. На раме 1 установлены стойки 7 с направляющими 8, по которым перемещается каретка 9, на корпусе которой установлен гидроцилиндр 10 с полой штангой 11, связанной с инструментом-хоном 12, На этом же корпусе установлена автономная насосная станция 13, обеспечивающая работу цилиндра 10, осуществляющего разжим и сжатие брусков хона 12. Насосная станция
14обеспечивает подачу смазывающе-ох- лаждающей жидкости (СОЖ) в обрабатываемую деталь-цилиндр 4.
Устройство для внутреннего хокингова- ния включает механизм настройки хонов на обрабатываемый размер по калибру, содер- жащий калибр 15, механизм 16 заворачивания и механизм 17 фиксации раздвижения брусков хона при настройке на обрабатываемый размер цилиндра 4.
Механизм 16 заворачивания и калибр
15объединены конструктивно в один узел, который -шарнирно, с возможностью пов рота крепится на бабке 2. Он включает платформу 18, которая имеет возможность поворота от рычагов 19 гидроцилиндрами 20, На платформе 18 перед механизмом 16заворачивания установлены калибры 15 по числу шпинделей бабки 2 со стороны выхода хонов из бабки и приводные ключи с внутренними квадратами с подвижно подпружиненными в направлении оси калибров головками 21 с сердечниками 22, связанными со шпинделями 23 ключей и взаимодействующими с конечными выключателями 24, закрепленными на платформе 18. Шпинделя приводятся во вращение гид- ромоторами 25 через клиноременные передачи 26, Вращающиеся шпинделя размещены в корпусах 27, установленных на платформе 18,
Механизм 17 фиксации конструктивно
объединен в один узел с инструментом (хо- ном) 12, с возможностью вращения и осевого перемещения крепится к передней части корпуса 28 хона 12 и содержит наконечник 29 со шлицами и резьбой. По шлицам перемещается подпружиненный стакан 30 с торцовыми зубьями и гайка 31 с квадратом на одном конце и торцовыми зубьями на другом. Стакан 30 подпружинен пружиной 32, осуществляющей надежно фиксацию гайки 31.
Устройство работает следующим образом.
Обрабатываемые детали-цилиндры устанавливают в патроны 3 многошпиндельной бабки 2, опирают на поддерживающие
люнеты 6 и закрепляют. Включением тири- сторного привода обеспечивается перемещение кареток 9 с хонами 12 в сжатом (бруски радиально утоплены) состоянии через обрабатываемые детали в калибры 154
и.далее в приводные ключи. При этом передние поверхности 33 стаканов 30 упираются в торцовые поверхности 34 головок 21, Стаканы 30 отжимаются вправо, сжимая пружины 32 и разъединяя торцовые зубья гаек 31
и стаканов 30, подготавливая гайкИ 31 к осевому перемещению. Затем квадраты гаек 31 входят во внутренние квадраты сердечников 22, сжимая пружины 35 и перемещая сердечники 22 влево. Последние, перемещаясь, перекрывают торцовые плоскости
конечных выключателей 24, которые останавливают перемещение инструментов (хо- нов) 12.
При радиальном разжатии брусков 36 хонов 12, которое происходит от гидроци- линдроа 10 через тягу и стержни с конусами 37, происходит настройка хонов по внутреннему диаметру калибров 15, соответствующему конечным обрабатываемым диаметрам цилиндров. При включении гидромоторов 25 происходит завинчивание гайки 31 до соприкосновения ее внутренней торцовой поверхности 38 со стержнем 37 с конусами. Это положение гайки 31 определяет размер, заданный калибром 15. Перемещение порш- ней цилиндров 10 вправо снимает усилие со стержнем 37 с конусами и они отходят вправо под действием пружин 39, и бруски 36 радиально сжимаются, однако положение гайки 31 в дальнейшем не даст раздвинуть- ся брускам 36 больше, чем они были раздвинуты в калибре 15 (стержень 37 с конусами упрется с торцовую поверхность 38 и дальше разжимать радиально бруски не сможет). Включением перемещения хонов вправо осуществляется вывод механизма 17 фиксации из зацепления с ключами, а инструмента (хонов) 12 из калибра 15 в крайнее левое положение цилиндра 4. Включается привод 5 вращения и цилиндры, разжимаю- щие бруски 36 хонов 12, обеспечивают начало процесса хонингования.
Таким образом происходит возвратно- поступательное перемещение инструмента 12 в обрабатываемых деталях до упора стер- жней 37 с конусами в торцовую поверхность 38 гайки 31, что и является концом хонингования и получения точного внутреннего размера диаметра обрабатываемого цилиндра. Формулаизобретения
Устройство для хонингования длинномерных цилиндров, содержащее основание
с жестко установленной на ней приводной бабкой со шпинделем, кареткой с хонинго- вальной головкой и механизмом ее перемещения, отличающееся тем, что. с целью повышения производительности и точности обработки путем автоматизации настройки инструмента по калибру, устройство снабжено размещенными на корпусе хонголовки механизмом фиксации и расположенным противоположно хонголовке относительно приводной бабки механизмом настройки хона, выполненным в виде шарнирно связанной с указанной бабкой поворотной платформы с установленными на ней соосно шпинделю бабки охватывающим калибром и приводным ключом, в шпинделе которого посредством шлицевого соединения размещен подпружиненный сердечник, установленный с возможностью взаимодействия одним концом, содержащий направляемую часть с квадратным отверстием, с механизмом фиксации, а другим - дополнительно введенныу в устройство конечным выключателем, размещенным на поворотной платформе, при этом механизм фиксации выполнен в виде наконечника, установленного с возможностью взаимодействия посредством шлицевого соединения с подпружиненным в осевом направлении стаканом и гайкой с квадратом, сопрягаемой по торцу с указанным стаканом посредством резьбового соединения, при этом размеры квадратов гаек выбраны из условия сопряжения их с квадратными отверстиями приводных ключей, а расстояние между передними тррцами стакана и квадратом гайки меньше расстояния от торца направляющей части ключей до квадратного отверстия на величину больше либо равную высоте зубьев на торцах стакана и гайки.
1
ss
)
QO
4
«НИ
37
т
ХХУ
te.4
ш
т
У///7////Л
X
VsXVv X
у л лЛГ
У/// //////////
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПРАЖНЕНИЙ НА МУНДШТУКЕ ДУХОВЫХ ИНСТРУМЕНТОВ | 1923 |
|
SU619A1 |
