Изобретение относится к станкостроению, в частности к обработке глубоких отверстий методом хонингования и позволяет повысить качество обработки.
Известны хонинговальные станки, например, по а. с. СССР N 295657, N 346846, N 973320 и др. содержащие шпиндель с приводом вращательного и поступательного движения и хонинговальную головку. У таких станков при прямом и обратном ходе хонинговальной головки система стебель-головка испытывает напряжения растяжения и сжатия. При этом, испытывая осевые сжимающие усилия, стебель деформируется и при значительной длине может прижиматься к обрабатываемой поверхности и царапать ее.
Подача смазочно-охлаждаемой жидкости (СОЖ) в зону резания омыванием хонинговальной головки снаружи приводит к попаданию шлама в зазоры между колодками брусков и корпусом головки, что приводит их к быстрому износу и ухудшению качества обрабатываемой поверхности.
Известные устройства, например, по а.с. СССР N 1310178, патенту Японии N 62-36830 и др. в которых абразивные элементы при прямом и обратном ходе работают на растяжение, пригодны только для обработки отверстий малых диаметров и не высокой точности.
Наиболее близким по технической сущности к предложенному устройству является горизонтальный станок для обработки глубоких отверстий, который содержит станину, на направляющих которой размещены стеблевая бабка с хонголовкой и поддерживающий люнет, кинематически связанный с ходовым винтом.
Недостатком этого станка, принятого авторами за прототип, является то, что стебель с инструментом при прямом ходе испытывает сжимающие напряжения, что, как указывалось выше, ухудшает качество обработки.
Изобретение направлено на решение задачи повышения чистоты и точности обработки глубоких отверстий.
Сущность изобретения заключается в том, что в станок для обработки глубоких отверстий, на направляющих станины которого установлены бабка изделия с подвижным люнетом и стеблевая бабка, на стебле которой закреплена хонголовка с абразивными брусками, а также механизм возвратно-поступательного перемещения стеблевой бабки и системы подачи и отвода СОЖ и гидравлического разжима брусков, дополнительно введены стеблевая бабка, установленная на станине симметрично относительно основной бабки изделия, а механизм возвратно-поступательного перемещения стеблевых бабок выполнен в виде двух гидроцилиндров с полиспастами, связанными с соответствующими стеблевыми бабками, при этом стебель выполнен в виде двух связанных друг с другом посредством хонголовки полых частей, одна из которых связана с системой подачи и отвода СОЖ, а другая с системой гидравлического разжима бруской, причем каждая часть стебля соединена с соответствующей стеблевой бабкой.
При такой схеме инструментально-стеблевая система работает на растяжение как в прямом, так и обратном направлении обработки, что исключает деформацию стебля и улучшает качество обрабатываемой поверхности.
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 инструмент для обработки отверстий. На станине 1 жестко установлена бабка 2 с полым шпинделем, вертлюжный люнет 3, имеющий возможность перемещения по станине с помощью электродвигателя 4 и система отвода СОЖ 5. Стеблевые бабки 6 и 7, несущие на себе инструментально-стеблевую систему (фиг. 2), имеют возможность перемещаться по станине 1 при рабочем ходе с помощью полиспаста, образующего тросами 8, подвижным 9, неподвижными блоками 10, и рабочих цилиндров 11 и 12, снабженных предохранительными клапанами 13, 14, а в наладочном режиме с помощью электродвигателей 15 и 16. Инструментально-стеблевая система (фиг. 2) состоит из двух полых стеблей 17 и 18, соединенных хонинговальной головкой 19 с размещенными в ней колодками с хонинговальными брусками 20, причем левый стебель 18 служит для подачи в зону смазочно-охлаждающей жидкости, а правый для передачи гидравлического усилия на клин (не показан) головки, обеспечивающий раздвижение колодок с брусками 20 и регулирование прижима их к обрабатываемой поверхности детали 21.
Устройство работает следующим образом.
В исходном положении стеблевая бабка 6 и 7 находится в своих крайних, соответственно правом и левом положениях, и хонинговальная головка 19 отсоединена от стеблей 17 и 18. Деталь 21, подлежащую обработке устанавливают, выверяют и закрепляют в патронах бабки 2 и вертлюжного люнета 3. С помощью электродвигателя 16 бабка 6 проталкивает стебель 17 через отверстие детали 21 до появления стебля из левого торца детали, при этом стебель 17, провисая, лежит на подлежащей обработке внутренней поверхности детали. Затем на стебель 17 устанавливается хонголовка 19 с утопленными в ее корпусе колодками с хонбрусками 20, с помощью электродвигателя 15 стеблевая бабка 7 со стеблем 18 подводится к левому торцу хонголовки 19 и соединяется с ней. Включением насосной установки растяжения через делитель потока (не показан) рабочая жидкость одинаковыми порциями подается в рабочие полости гидроцилиндров 11 и 12 соответственно и происходит растяжение силами F инструментально-стеблевой системы, при этом инструментально-стеблевая система, выпрямляясь, занимает положение, близкое к общей оси вращения стеблевых бабок 6 и 7; стебель 17 теряет контакт с подлежащей обработке внутренней поверхностью детали 21. Давление жидкости в рабочих полостях гидроцилиндров 11 и 12 уравновешено предохранительными клапанами 13 и 14, которые пропускают через себя жидкость с избыточным давлением, и, таким образом, система находится в растянутом и неподвижном состоянии. Затем проводится включение синхронного вращения электродвигателей 15 и 16 и инструментально-стеблевой системы. Включением главной насосной установки рабочая жидкость с избыточным расходом подается в рабочую полость цилиндра 12, его шток начинает перемещаться влево и через полиспаст приводит в движение вправо стойку 6, инструментально-стеблевую систему, стойку 7 и через левый полиспаст шток цилиндра 11, поршень которого выталкивает жидкость через предохранительный клапан 13. Вслед за включением главной насосной установки включаются насосы подачи СОЖ и насос системы разжима хонинговальных брусков. СОЖ подается в зону обработки по левому стеблю 16, а жидкость разжима брусков по правому стеблю 17. В момент выхода из правого торца детали 21 хонинговальных брусков на одну треть длины, каретка 6 наезжает на конечный выключатель и выключается управляющий золотник главной насосной установки (не показан), рабочая жидкость с избыточным расходом начинает поступать в рабочую полость левого цилиндра 11; давление жидкости в этой полости возрастает, преодолевая давление в рабочей полости цилиндра 12, и каретки 6 и 7 с инструментально-стеблевой системой, находящейся в растяжении, начинают перемещаться влево. При выходе из левого торца детали хонголовки на одну треть длины брусков 20 срабатывает управляющий золотник, рабочая жидкость начинает поступать в рабочую полость цилиндра 12 и т.д. а затем рабочие циклы управляющего золотника повторяются. Таким образом, из возвратно-поступательного движения инструментально-стеблевой системы исключена ее работа "на сжатие" и исключен за счет этого контакт стеблей с обрабатываемой поверхностью детали 21, чем обеспечивается стабильное качество обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2071904C1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
| Хонинговальный станок | 1988 |
|
SU1634458A1 |
| Горизонтальный станок для обработки глубоких отверстий | 1987 |
|
SU1539047A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Привод подачи стеблевой бабки станка глубокого сверления | 1983 |
|
SU1122442A1 |
Использование: станкостроение, в частности обработка глубоких отверстий методом хонингования. Сущность изобретения: в станке, содержащем станину возвратно-поступательного и вращательного движения инструмента и систему подачи и отвода смазочно-охлаждающей жидкости (СОЖ), стебель с инструментом выполнен в виде системы из двух полых стеблей, соединенных хонинговальной головкой. По одному стеблю подается СОЖ, а по другому стеблю-жидкость для разжима брусков хонинговальной головки. Стеблевые каретки 6 и 7 перемещаются по станине с помощью гидроцилиндров 11 и 12 через полиспасты. 2 ил.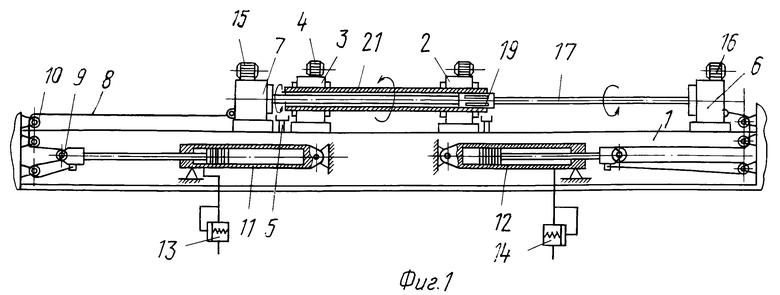
СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ, на направляющих станины которого установлены бабка изделия с подвижным люнетом и стеблевая бабка, на стебле которой закреплена хонголовка с абразивными брусками, а также механизм возвратно-поступательного перемещения стеблевой бабки и системы подачи и отвода СОЖ и гидравлического разжима брусков, отличающийся тем, что станок снабжен дополнительной стеблевой бабкой, установленной на станине симметрично основной бабки изделия, а механизм возвратно-поступательного перемещения стеблевых бабок выполнен в виде двух гидроцилиндров с полиспастами, связанными с соответствующими стеблевыми бабками, при этом стебель выполнен в виде двух связанных одна с другой посредством хонголовки полых частей, одна из которых связана с системой подачи и отвода СОЖ, а другая с системой гидравлического разжима брусков, причем каждая часть стебля соединена с соответствующей стеблевой бабкой.
| Горизонтальный станок для обработки глубоких отверстий | 1987 |
|
SU1539047A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
