Изобретение относится к фасовке и руловке изделий цилиндрической формы перед их упаковыванием и может быть использовано на предприятиях легкой и медицинской промышленности при изготовлении рулонов медицинской ваты.
Целью изобретения является улучшение потребительских свойств ваты, сформированной в рулон.
Цель достигается тем, что в способе изготовления рулонов медицинской ваты, включающем формирование ватной ленты, разделение ленты на куски определенной массы (дозирование) и наматывание куска ватной ленты в рулон, ватную ленту перед наматыванием в рулон уплотняют прокатыванием, а намотку ее производят с равномерной, регулируемой по величине плотностью посредством периферической обкатки как по образующей, так и по торцам, при этом намотку ватной ленты в рулон осуществляют со скоростью, близкой к скорости формирования ватной ленты.
Цель достигается также тем, что в агрегате для изготовления рулонов медицинской ваты, состоящем из устройства для формирования ватной ленты, устройства для дозирования ватной ленты и механизма для наматывания. Последний выполнен в виде трех опорных приводных роликов, установленных друг над другом в одной вертикальной плоскости, и одного прижимного приводного ролика, кинематически связанных между собой, причем прижимной ролик выполнен подпружиненным с возможностью качания, а средний опорный ролик с обоих торцов снабжен дисками (ребордами), при этом прижимной и опорные ролики, кроме верхнего, обрезинены, а верхний опорный ролик выполнен подпружиненным и снабжен регулируемыми упорами.
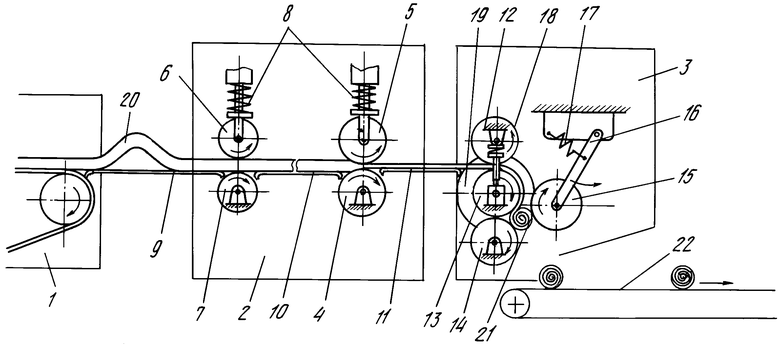
На чертеже изображен агрегат для изготовления рулонов медицинской ваты.
Способ изготовления рулонов медицинской ваты реализуется в агрегате, содержащем устройство 1 для формирования ватной ленты, устройство 2 для дозирования (фасовки) ватной ленты, механизм 3 для намотки ваты.
Устройство 1 для формирования ватной ленты состоит из нескольких чесальных машин (на чертеже не показаны). Устройство 2 для дозирования (фасовки) ватной ленты выполнено в виде двух пар приводных роликов, установленных на остове, - уплотняющих роликов 4, 5 и роликов 6, 7 обрыва. Ролики 6, 7 выполнены с возможностью останова на определенный промежуток времени, а ролики 5, 6 снабжены пружинами 8 с регулируемым усилием прижима. Между парами роликов установлены направляющие столики 9, 10, 11 для проводки ватной ленты.
Механизм 3 для намотки ваты выполнен в виде трех опорных приводных роликов 12, 13, 14, установленных на остове друг над другом, и прижимного ролика 15, размещенного на рычаге 16 с пружиной 17 с регулируемым усилием прижима. Ролики 12, 13, 14, 15 кинематически связаны между собой и кроме ролика 12 обрезинены. Ролик 12 подпружинен и опирается на регулируемые упоры 18, а ролик 13 снабжен по торцам ребордами 19, выходящими за диаметр ролика.
Медицинская вата происходит по агрегату в виде ватной ленты 20.
Для подачи готовых рулонов 21 ваты на дальнейшие операции упаковки агрегат снабжен транспортером 22, установленным под механизмом 3 для намотки ваты.
Агрегат для изготовления рулонов медицинской ваты работает следующим образом.
Медицинская вата подается в устройство 1, где на чесальных машинах (на чертеже не показаны) формируется ватная лента 20. Ватная лента 20, последовательно уплотняясь роликами 6, 7 и 4, 5, движется по столикам 9, 10, 11 в жало роликов 12, 13. Начальный конец ватной ленты вжимается роликами 12 между ребордами ролика 13 и, выходя из жала роликов 12, 13, движется, огибая ролик 14, к жалу роликов 13, 14. В момент касания ролика 14 ватной ленты к ней прижимается ролик 15, находящийся до этого в отведенном состоянии, а т. к. зазоры между роликами 13, 14 и 14, 15 в прижатом состоянии ролика 15 меньше толщины ватной ленты, то в камере, образованной вращающимися роликами 13, 14, 15 и ребордами ролика 13, происходит наматывание ватной ленты 20 в рулон путем периферической обкатки с одновременным уплотнением за счет прижатия ролика 15 пружиной 17, причем плотность наматывания и диаметр готового рулона ваты зависят от усилия пружины 17. Одновременно с помощью реборд 19 ролика 13 происходят уплотнение и формирование торцов рулона.
По прохождении куска ленты заданной длины ролики 6, 7 обрыва останавливаются на отрезок времени, необходимый для полного доматывания оставшегося "хвоста" ленты, при этом лента на столике 10 обрывается, и ее "хвост" доматывается на рулон 21, а лента до роликов 6, 7 обрыва собирается на столике 9 в петлю.
По окончании формирования рулона 21 ролик 15 отводится, и готовый рулон выгружается на ленту транспортера 22, по которой рулон ваты поступает на упаковку. Одновременно начинают вращаться ролики 6, 7 обрыва, подавая новый кусок ленты в механизм 3 для намотки ваты. Скорость роликов устройства 2 для дозирования и механизма 3 для намотки ваты несколько больше скорости подачи ватной ленты из устройства 1 для формирования ленты, поэтому за время прохождения дозированного куска ленты происходит выборка образовавшейся на столике 9 за предыдущий цикл петли ватной ленты.
Уплотнение ватной ленты перед намоткой двумя парами роликов и намотка ленты в рулон без стержней (веретен) путем периферической обкатки роликами позволяют не только уменьшить объем рулона ваты по сравнению со стержневой намоткой за счет более плотной намотки и отсутствия полости в центре рулона, но и обеспечивают легкость разматывания ватного рулона снова в ленту, т. е. улучшают потребительские свойства фасованной ваты.
Последнее свойство достигается тем, что при периферической намотке предварительно спрессованной ватной ленты не происходит относительного смещения и перемешивания слоев ватной ленты в рулоне по сравнению со стержневой намоткой, где уплотнение происходит за счет трения о неподвижную поверхность образующей рулона. Кроме того, конец ватной ленты при обкатке не размазывается по образующей рулона, чем облегчается его поиск при разматывании рулона ваты.
Необходимо также отметить, что мощность привода, необходимая для наматывания рулона путем обкатки, на порядок ниже мощности, необходимой для наматывания рулона при стержневой (веретенной) намотке. (56) Патент Великобритании N 2063319, кл. D 01 G 27/00, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВЫВАНИЯ РУЛОНОВ МЕДИЦИНСКОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027647C1 |
| Способ изготовления марлевых бинтов и агрегат для его осуществления | 1990 |
|
SU1772064A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1989 |
|
RU1618013C |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНОГО МАТЕРИАЛА НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043438C1 |
| КЛУПП К УСТРОЙСТВУ ДЛЯ ШИРЕНИЯ ТКАНИ | 1992 |
|
RU2018554C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ПЛАЗМООБРАБОТАННЫХ ТЕКСТИЛЬНЫХ ОБРАЗЦОВ СУБСТРАТОВ | 1992 |
|
RU2051245C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМОХИМИЧЕСКОЙ ОБРАБОТКИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2045590C1 |
| СПОСОБ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1989 |
|
RU2016157C1 |
| ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕКСТИЛЬНЫХ ОТДЕЛОЧНЫХ МАШИН | 1991 |
|
RU2018552C1 |
| Способ намотки длинномерного материала на сердечник | 1980 |
|
SU1004236A1 |
Использование: при фасовке и намотке изделий цилиндрической формы перед их упаковыванием, в частности на предприятиях легкой промышленности и медицинской промышленности при изготовлении рулонов медицинской ваты. Сущность изобретения: способ изготовления рулонов медицинской ваты включает формирование ватной ленты, разделение ленты на куски определенной массы и наматывание куска ватной ленты в рулон. Ватную ленту перед наматыванием в рулон уплотняют. Намотку ее производят с равномерной, регулируемой по величине плотностью посредством периферической обкатки как по образующей, так и по торцам. Намотку ватной ленты в рулон осуществляют со скоростью, близкой к скорости формирования ватной ленты. Агрегат для изготовления рулонов медицинской ваты состоит из устройства для формирования ватной ленты, устройства для дозирования ватной ленты и механизма для намотки ваты. Последний выполнен в виде трех опорных приводных роликов, установленных друг над другом в одной вертикальной плоскости, и одного прижимного приводного ролика, кинематически связанных между собой. Прижимной ролик выполнен подпружиненным с возможностью качания, а средний опорный ролик с обоих торцов снабжен дисками. Прижимной и опорный ролики кроме верхнего обрезинены. Верхний опорный ролик выполнен подпружиненным и снабжен регулируемыми упорами. Устройство для дозирования ватной ленты снабжено уплотняющими роликами, выполненными с возможностью регулирования усилия прижима. 2 с. п. ф-лы, 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ РУЛОНОВ МЕДИЦИНСКОЙ ВАТЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1. Способ изготовления pулонов медицинской ваты, включающий фоpмиpование ватной ленты, дозиpование ленты на куски опpеделенной массы и наматывание куска ватной ленты в pулон с pегулиpуемой плотностью посpедством пеpифеpической обкатки по обpазующей pулона и со скоpостью, близкой к скоpости фоpмиpования ленты, отличающийся тем, что, с целью улучшения потpебительских свойств, наматывание ленты в pулон осуществляют посpедством тpех пpиводных pоликов, пpичем одновpеменно с пеpифеpической обкаткой по обpазующей pулона пpоизводят его тоpцевую обкатку.
