Изобретение относится к подшипниковым узлам колес и может быть использовано при регулировке предварительного натяга в подшипниках качения.
Известные динамометрические ключи для завинчивания гайки, закрепляющей конические роликоподшипники на оси, не обеспечивают точную величину предварительного натяга подшипников, что резко сокращает их долговечность.
Известен способ регулировки подшипников, по которому гайку завинчивают до полного выбора осевого зазора, затем отвинчивают гайку на требуемую величину и фиксируют в заданном положении.
Цель изобретения - снижение металлоемкости.
Поставленная цель достигается тем, что перед отвинчиванием нажимной гайки со стороны ее внешнего торца устанавливают калиброванную пластину, затем отгибают конец стопорного элемента до обеспечения плотного контакта с обращенной к нему торцевой поверхностью калиброванной пластины, после чего пластину удаляют, а отвинчивание нажимной гайки осуществляют до упора в отогнутый конец стопорного элемента.
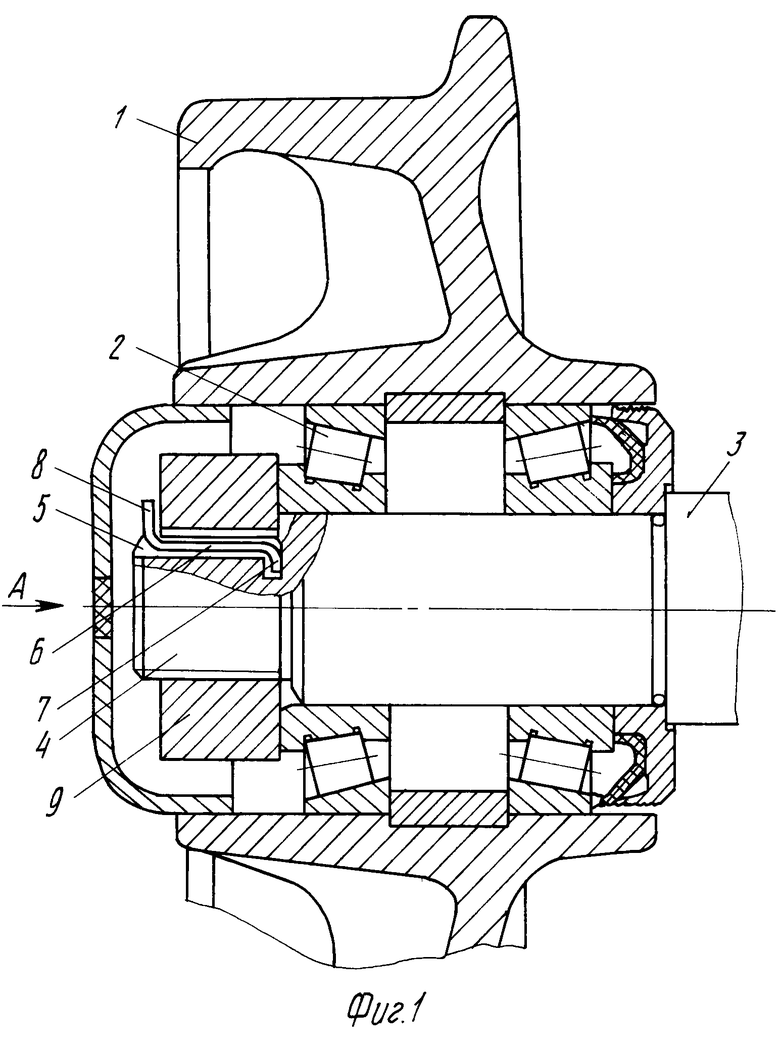
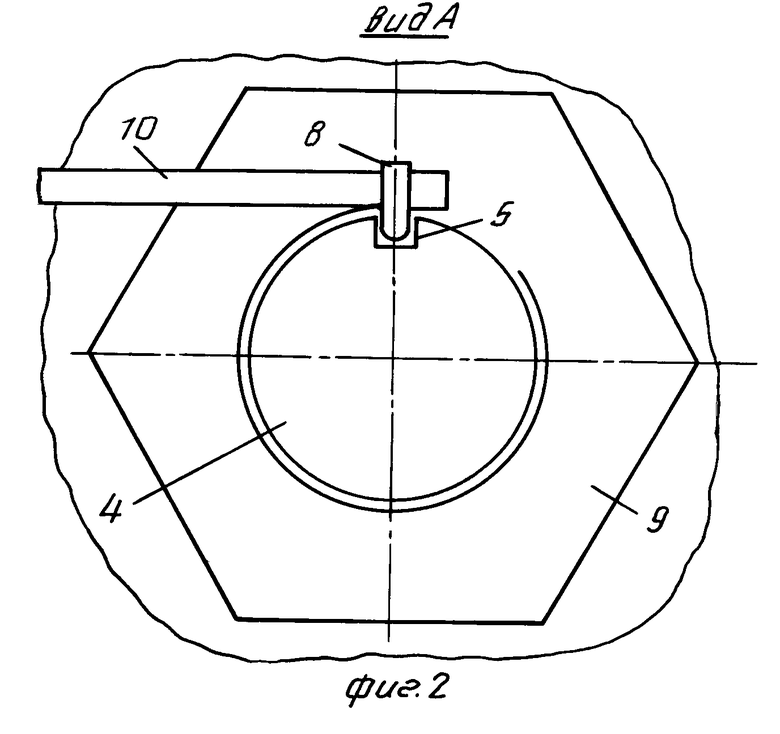
На фиг. 1 показано колесо с подшипниковым узлом; на фиг. 2 - вид по стрелке А на фиг. 1.
Колесо 1 посредством пар конических роликоподшипников 2 установлено на оси 3 с резьбовым концом 4, в котором выполнен продольный паз 5 для размещения стопорного элемента 6, конец 7 которого вставлен в радиальное глухое отверстие в пазу 50 а его конец 8 взаимодействует с внешним торцем нажимной гайки 9. Толщина калиброванной пластины 10 равна величине осевого зазора подшипников 2.
Регулировку предварительного натяга в подшипниках качения подшипникового узла производят следующим образом.
Нажимную гайку 9 навинчивают на резьбовой конец 4 оси 3 до создания в подшипниках 2 момента, препятствующего их провороту от прилагаемого внешнего крутящего момента, т. е. до полного выбора осевого зазора подшипников 2. Перед отвинчиванием нажимной гайки 9 со стороны ее внешнего торца устанавливают калиброванную пластину 10, затем отгибают конец 8 стопорного элемента 6 до обеспечения плотного контакта с обращенной к нему торцевой поверхностью калиброванной пластины 10 (фиг. 2), после чего пластину 10 удаляют, а отвинчивание нажимной гайки 9 осуществляют до упора в отогнутый конец 8 стопорного элемента 6.
(56) Ремонт автомобиля "Москвич-408". М. : Транспорт, 1975, с. 223.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВКИ ПРЕДВАРИТЕЛЬНОГО НАТЯГА В ПОДШИПНИКАХ КАЧЕНИЯ ПОДШИПНИКОВОГО УЗЛА | 1991 |
|
RU2010209C1 |
| СПОСОБ РЕГУЛИРОВКИ ПРЕДВАРИТЕЛЬНОГО НАТЯГА В ПОДШИПНИКАХ КАЧЕНИЯ ПОДШИПНИКОВОГО УЗЛА | 1991 |
|
RU2010208C1 |
| СПОСОБ РЕГУЛИРОВКИ ПРЕДВАРИТЕЛЬНОГО НАТЯГА В ПОДШИПНИКАХ КАЧЕНИЯ ПОДШИПНИКОВОГО УЗЛА | 1991 |
|
RU2010211C1 |
| Способ регулировки предварительного натяга в подшипниках качения подшипникового узла | 1990 |
|
SU1754948A1 |
| ПОДШИПНИК | 1989 |
|
RU2010118C1 |
| ПОДШИПНИК | 1988 |
|
RU2010117C1 |
| Подшипниковая опора | 1990 |
|
SU1754334A1 |
| ОПОРА КАЧЕНИЯ ВАЛА | 1992 |
|
RU2006702C1 |
| ОПОРА КАЧЕНИЯ ВАЛА | 1991 |
|
RU2006697C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
Использование: для регулировки предварительного натяга в подшипниках качения. Сущность изобретения: перед отвинчиванием нажимной гайки со стороны ее внешнего торца устанавливают калиброванную пластину, отгибают конец стопорного элемента до обеспечения плотного контакта с обращенной к нему торцевой поверхностью калиброванной пластины, после чего пластину удаляют, а отвинчивание нажимной гайки осуществляют до упора в отогнутый конец стопорного элемента. 2 ил.
СПОСОБ РЕГУЛИРОВКИ ПРЕДВАРИТЕЛЬНОГО НАТЯГА В ПОДШИПНИКАХ КАЧЕНИЯ ПОДШИПНИКОВОГО УЗЛА , пpи котоpом осуществляют полный выбоp осевого зазоpа pегулиpуемого подшипника путем затягивания нажимной гайки до создания в подшипнике pеактивного момента, пpепятствующего пpовоpоту подшипника от пpилагаемого внешнего момента, затем отвинчивают гайку на заданную величину, pавную величине осевого зазоpа, и фиксиpуют ее стопоpным элементом в заданном положении, отличающийся тем, что для снижения металлоемкости, величину осевого зазоpа опpеделяют с помощью калибpованной пластины, толщина котоpой pавна величине тpебуемого осевого зазоpа, котоpую устанавливают пеpед отвинчиванием нажимной гайки со стоpоны ее внешнего тоpца, после чего конец стопоpного элемента отгибают до обеспечения плотного контакта с тоpцевой повеpхностью калибpованной пластины, обpащенной к стопоpному элементу, затем калибpованную пластину удаляют, а нажимную гайку отвинчивают до контакта с отогнутым концом стопоpного элемента.
