Изобретение относится к фильтровальной технике, а именно к способу изготовления глубинных фильтровальных элементов из синтетических волокон, формируемых из расплава полимера, и может быть использовано в технологии процесса микрофильтрационной очистки жидких и газообразных сред.
Известен способ изготовления цилиндрической бескаркасной конструкции фильтра с волокнистой структурой, при котором первоначально экструдируют волокнообразующий синтетический материал в виде потока волокна в жидкой фазе при условиях, обеспечивающих формование волокнистого материала, причем при вытягивании экструдата используется множество сходящих газовых потоков, основная составляющая силы которых направлена в сторону потока волокна и совпадает с направлением экструдии; затем вытягивают и утоняют волокна под действием плоского газового потока в направлении вращающейся оправки.
Во время намотки на оправку волокнистых слоев заданной толщины изменяли один из следующих режимов формования:
- температуру волокнообразующего материала;
- скорость экструдии;
- частоту вращения оправки;
- расстояние между экструдером и оправкой;
- массу формующего цилиндра.
Недостатком известного способа являются высокая энергоемкость из-за большого количества изменяемых параметров режима, требующих изменения для придания изделию глубинного эффекта фильтрования, а также высокая плотность упаковки из-за высокой сцепляемости волокон на оправке, что повышает гидравлическое сопротивление изделия и снижает его качество (см. патент США N 3904798, кл. D 04 H 1/04, 1978 г.).
Целью изобретения является снижение энергоемкости способа и повышения качества готовых изделий.
Поставленная цель достигается тем, что в предложенном способе изготовления глубинных фильтровальных элементов по мере увеличения фильтрующих слоев производят ступенчатое изменение давления потока сжатого газа при постоянной частоте вращения оправки, в процессе укладки волокон по крайней мере один раз изменяют направление вращения оправки, а в качестве газа используют воздух.
Введение в предложенный способ нового существенного признака, заключающегося в том, что "по мере увеличения фильтрующих слоев производят ступенчатое изменение давления потока сжатого газа", позволяет получать изделия со ступенчатым изменением диаметра синтетических волокон, что позволяет повысить ресурс работы фильтроэлемента и снизить его гидравлическое сопротивление за счет упорядочного изменения плотности упаковки в радиальном направлении и придать изделию истинно глубинный эффект фильтрования.
Второй существенный признак, а именно то, что изменение давления осуществляют "при постоянной частоте вращения оправки", позволяет снизить энергоемкость процесса регулирования и управления плотностью упаковки, а также повысить качество изделия за счет равномерного распределения волокон в слои и создать по поверхности слоя равномерности фильтрационных характеристик.
Изменение направления вращения оправки по крайней мере один раз в процессе укладки волокон в слои позволяет ступенчато изменять направление фильтрующего потока в фильтроэлементе и увеличить длину фильтрования, что повышает качество фильтрования при использовании изделия, изготовленного по предложенному способу.
На чертеже изображена технологическая схема изготовления фильтроэлементов.
Способ изготовления глубинных фильтровальных элементов заключается в следующем.
Гранулированный термопластичный материал из ряда полиолефинов помещается в шнековый экструдер, в котором он расплавляется до температуры текучести этого материала. Затем производится экструдирование полученного расплава через волокнообразующую головку с равномерно расположенными по горизонтальной линии капиллярами фильтра, через которые проходящий расплав преобразуется в параллельные струйки расплава.
При выходе из капилляров на струйки расплава воздействуют потоком сжатого воздуха, подаваемого в волокнообразующую головку под давлением.
Истекающий поток сжатого воздуха охлаждает струйки расплава до температуры размягчения полимера и одновременно производит утонение полученных полимерных волокон. Под воздействием потока воздуха, истекающего в направлении вращающейся оправки, полученные волокна переносятся на поверхность оправки и укладываются в фильтровальные слои. По мере увеличения количества слоев ступенчато изменяют давление сжатого воздуха, поступающего в волокнообразующую головку ступенчато, не изменяя при этом частоту вращения оправки. При этом происходит изменение диаметра нити, а также соответственно ступенчатое изменение плотности упаковки волокон в слои и придание изделию эффекта глубинного фильтрования, при котором размер пор изменяется в определенной зависимости в радиальном направлении цилиндрической конструкции фильтра.
В процессе укладки микроволокон в слои, по крайне мере один раз, одновременно с изменением давления сжатого воздуха изменяют направление вращения оправки. Это позволяет увеличить длину фильтрования и повысить качество изделия.
Предложенный способ иллюстрируется конкретными примерами.
Пример 1.
Гранулированный термопластичный материал марки "Каплен-01250" расплавляли в шнековом экструдере типа ПЧ-32 с присоединительной волокнообразующей головкой с линейно расположенными отверстиями - капиллярами для истечения расплава. В головку первоначально подавали нагретый воздух при давлении 0,03 - 0,05 МПа, а затем экструдировали полимерный материал через волокнообразующую головку с производительностью 1 кг в час. После укладки трех слоев ступенчато увеличивали давление сжатого воздуха до 0,12 МПа и изменяли направление вращения оправки на противоположное. В дальнейшем укладку волокон осуществляли при неизменной частоте вращения оправки. При достижении диаметра основного фильтровального слоя 50 мм производили ступенчатое уменьшение давления сжатого воздуха до 0,06 МПа и изменяли направление вращения оправки на противоположное по сравнению с предыдущим.
В дальнейшем процесс осуществляли до достижения диаметра изделия 66 мм. В результате был получен фильтроэлемент с задерживающей способностью 0,5 мКм и с эффективностью 99,0%, что свидетельствовало о высоком качестве полученного изделия.
Процесс повторили в последовательности, описанной в примере 1, с той разницей, что первоначальное давление воздуха устанавливали 0,05 МПа, а после укладки трех слоев ступенчато изменяли давление сжатого воздуха до значения 0,08 МПа с одновременным изменением направления вращения оправки, а затем процесс осуществляли при неизменной частоте вращения оправки. При достижении диаметра фильтроэлемента 40 мм ступенчато изменяли давление сжатого воздуха до значения 0,06 МПа, а также изменяли направление вращения оправки на противоположное, а частоту вращения оставляли неизменной. В результате получали глубинный фильтровальный элемент с тонкостью фильтрования 5 мКм и с эффективностью фильтрования 99,0%.
Изобретение относится к способу изготовления глубинных фильтровальных элементов, применяемых в технике фильтрования. Способ изготовления включает экструдирование полимерного материала из волокнообразующей головки, воздействие на струйки расплава потоком сжатого воздуха в направлении оправки, послойную укладку волокон на оправке в фильтровальные слои, и по мере увеличения фильтрующих слоев производят ступенчатое изменение давления потока воздуха при постоянной частоте вращения оправки. При этом, по крайней мере один раз изменяют направление вращения оправки. Способ позволяет снизить энергоемкость процесса и повысить качество готовых изделий. 1 з.п.ф-лы, 1 ил.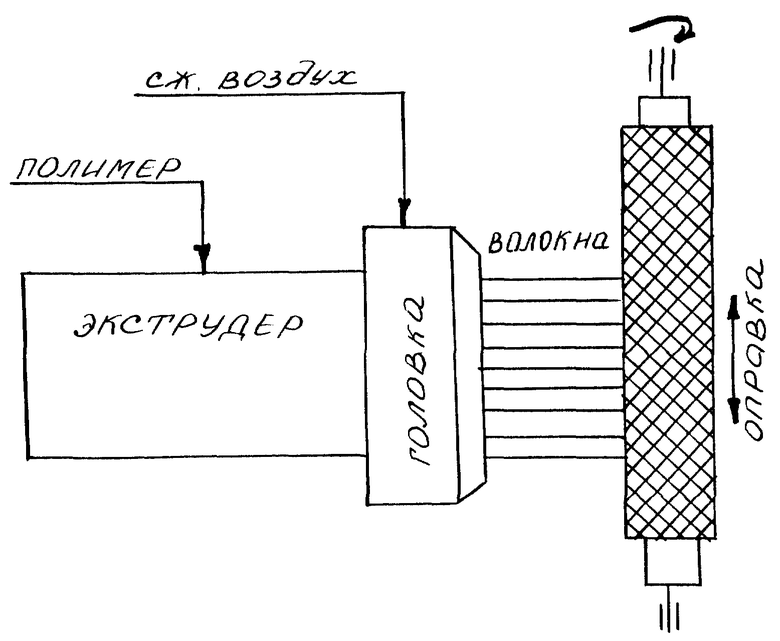
| US 3904798 A, 09.09.1975 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРА | 1996 |
|
RU2108132C1 |
| Способ изготовления безузловой сетки из полиэтилена высокой плотности | 1980 |
|
SU944948A1 |
| US 5244482 A, 14.09.1993. | |||

