Изобретение относится к переработке листовых термопластичных материалов, в частности к технике изготовления растянутых листов, обладающих повышенными физико-механическими и эксплуатационными свойствами.
Известен способ растяжения листа термопласта, при котором лист нагревают до температуры размягчения и с определенной скоростью сдавливают до заданной толщины между полированными пластинами, покрытыми смазкой, а затем растянутый лист постепенно охлаждают ниже температуры размягчения.
Недостатком известного способа растяжения листа термопласта является то, что он пригоден только для изготовления растянутых листов с малыми размерами сторон ввиду ограниченных технологических возможностей прессового оборудования.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ растяжения листа термопласта, включающий измерение начальной толщины листа по его плоскости, установку зажимов вдоль кромок листа, нагрев листа в камере до высокопластического состояния, растяжение листа в камере до получения заданной толщины листа и охлаждения растянутого листа.
Недостатком этого способа заключается в низкой точности растяжения листа термопласта.
Снижение точности растяжения происходит вследствие того, что результаты замера не отражают истинного распределения (колебания) начальной толщины по всей плоскости листа и, следовательно, не гарантируют изготовления растянутого листа с требуемой разнотолщинностью, в том числе не исключают брак растянутого листа по дефекту "разнотолщинность".
Целью изобретения является повышение точности растяжения листа термопласта.
Поставленная цель достигается тем, что в известном способе растяжения листа термопласта, включающем измерение начальной толщины листа по его плоскости, установку зажимов вдоль кромок листа, нагрев листа в камере до высокоэластичного состояния, растяжение листа в камере до получения заданной толщины и охлаждение растянутого листа, согласно изобретению, перед измерением толщины листа определяют зону равномерного деформирования, а перемещение зажимов осуществляют до достижения требуемой толщины в точке указанной зоны с наименьшей начальной толщиной листа.
Такая совокупность отличительных признаков позволяет: а) выявить истинное распределение начальной толщины по всей рабочей зоне (зоне равномерного деформирования) листа термопласта;
б) определить экстремальные значения начальной толщины в указанной зоне, по ним, не проводя растяжения, оценить возможность изготовления растянутого листа с требуемой разнотолщинностью; в) при растяжении согласовать между собой величину линейного перемещения зажимов и степень утонения листа термопласта, назначенную в зависимости от наименьшего значения начальной толщины листа в зоне его равномерного деформирования, что исключает брак растянутого листа по дефекту "разнотолщинность" и, следовательно, повышает точность растяжения листа термопласта. При растяжении материал во всех точках зоны равномерного деформирования листа термопласта утоняется на одну и ту же величину, например в 2 раза. Поэтому по окончании перемещения зажимов (при достижении требуемой конечной толщины в точке с наименьшей начальной толщиной) конечная толщина во всех остальных точках растянутого листа термопласта не может быть ниже требуемой толщины, достигнутой в указанной точке. Кроме того, при требуемой конечной толщине, равной ее наименьшему численному значению, допускаемому техническими условиями на растянутый лист, растянутый лист термопласта достигает наибольших линейных размеров, при этом его рабочая (полезная) площадь также достигает наибольших линейных размеров, что ведет к повышению коэффициента использования материала при производстве растянутых листов.
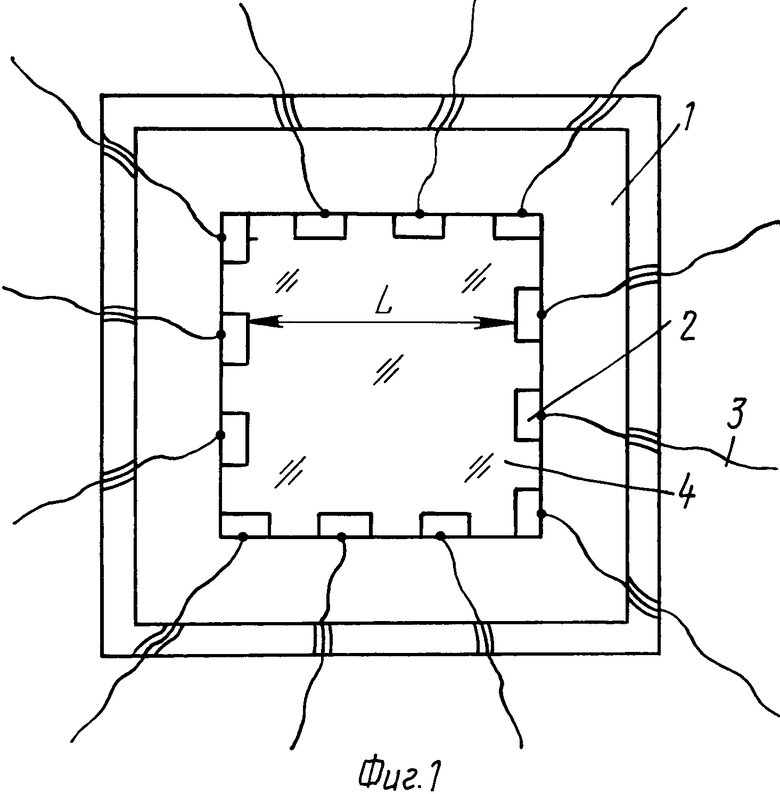
На фиг. 1 изображено устройство для растяжения с уложенным в него листом термопласта, вид сверху; на фиг. 2 - лист термопласта с обозначением его зоны равномерного деформирования, вид сверху.
Устройство для растяжения листа термопласта содержит конвективную камеру 1 нагрева, зажимы 2, смонтированные в растягивающих узлах 3, вентилятор и калорифер (на фигурах не показаны) для нагрева листа термопласта в конвективной камере нагрева.
Предлагаемый способ растяжения листа термопласта осуществляется следующим образом.
На верхней плоскости листа 4 термопласта проводят замкнутую линию 5, отделяющую зону 6 равномерного деформирования листа 4 от его зоны 7 неравномерного деформирования. Зону 6 равномерного деформирования материала определяют экспериментально, например, по деформации координатной сетки, нанесенной на поверхности листа 4 перед его нагревом, или другим известным способом измеряют начальную толщину листа 4 в зоне 6. Для этого зону 6 делят прямыми параллельными линиями 8 на узкие полосы одинаковой ширины. Измеряют начальную толщину каждой узкой полосы листа 4 с помощью скобы с индикатором ИЧ часового типа. При измерении пяту скобы ведут непрерывно вдоль линии 8, делящих зону 6 на узкие полосы. По окончании измерения регистрируют наибольшую и наименьшую начальные толщины в зоне 6 листа 4. Определяют возможность изготовления растянутого листа 4 с требуемой разнотолщинностью. Для этого tmax и tmin делят на выражение 1 + E(100)2, где E - требуемая степень вытяжки листа 4, выраженная в процентах. Полученные результаты деления сравнивают с наибольшей и наименьшей толщинами, взятыми их технических условий на растянутый лист 4 термопласта. Если меньший результат деления равен или больше наименьшего значения, а больший результат деления равен или меньше наибольшего значения конечной толщины растянутого листа 4, то вдоль кромок листа 4 устанавливают зажимы 2 растягивающих узлов 3, размещенных внутри конвективной камеры нагрева 1. Измеряют начальное (исходное) расстояние между передними кромками двух противолежащих зажимов 2. Назначают требуемую конечную толщину tк в точке зоны 6 с наименьшей начальной толщиной tmin листа 4. Включают вентилятор и калорифер камеры 1 нагрева и нагревают лист 4 до высокоэластичного состояния. По окончании нагрева включают привод (на фигурах не показан) перемещения растягивающих узлов 3 с зажимами 2 и проводят растяжение листа 4. Перемещение зажимов 2 осуществляют до достижения требуемой конечной толщины tк в точке зоны 6 с наименьшей начальной толщиной листа 4. Достижение толщины tк. контролируют по величине перемещения l зажимов 2, определяемой из соотношения


 где a и b - коэффициенты, определяемые опытным путем в зависимости от линейных размеров листа 4, его толщины и конструктивных особенностей оборудования, применяемого для растяжения.
где a и b - коэффициенты, определяемые опытным путем в зависимости от линейных размеров листа 4, его толщины и конструктивных особенностей оборудования, применяемого для растяжения.
По окончании перемещения зажимов 2 на величину выключают привод, вентилятор и калорифер камеры нагрева 1. Растянутый лист 4 охлаждают окружающим воздухом, снимают зажимы 2 и извлекают его из устройства. Перемещают растягивающие узлы 3 с зажимами 2 в исходное положение.
Далее цикл повторяется.
П р и м е р. Проводили испытание известного (по прототипу) и предложенного способов растяжения листа 4 термопласта. Испытание проводили на примере растяжения листов оргстекла марки СО - 120 по ГОСТу 10667-90 толщиной 5,10 и 14 мм. Линейные размеры листов 4 до их растяжения -1000х1000 мм. Испытание способов проводили в установке ориентации органического стекла модели УОС-1. Количество растягивающих узлов 3 в установке модели УОС-1-24 мм. Ширина зажима 2-70 мм, длина - 50 мм.
При испытании известного способа начальную толщину листа 4 измеряли в шести точках, отстоящих от торца листа 4 на 150 мм. Толщину измеряли с помощью измерительной скобы с индикатором ИЧ (0-10 мм) часового типа по ГОСТу 577-68. Определяли среднее значение начальной толщины tср. Назначили конечную толщину tк. растянутого листа 4. Вдоль кромок листа 4 устанавливали зажимы 2. Измеряли начальное (исходное) расстояние L между передними кромками двух противолежащих зажимов 2. Определяли степень вытяжки E листа 4 по известной формуле -
- 100 Определяли требуемое перемещение l зажимов 2 по формуле
100 Определяли требуемое перемещение l зажимов 2 по формуле
l = Д х E /100.
Нагревали листы 4 до температуры высокоэластичного состояния в камере нагрева теплым воздухом с температурой 145оС. Время нагрева - 2 мин на каждый миллиметр толщины листа 4. Затем включали привод установки модели УОС-1 и перемещали зажимы 2 до достижения между передними кромками двух противолежащих зажимов 2 расстояния, равного расстояния L+ l. Выключали привод, вентилятор и калорифер камеры нагрева. Растянутый лист 4 охлаждали окружающим воздухом до 60оС. Снимали зажимы 2 с кромок растянутого листа 4 и извлекали его из установки модели УОС-1. Для оценки точности растяжения измеряли конечную толщину растянутого листа 4 по всей зоне, ограниченной прямоугольником, образованным четырьмя прямыми линиями, каждая из которых проведена, вдоль стороны листа 4 на расстоянии 150 мм от передней кромки зажима 2. Регистрировали наибольшую tmax и наименьшую tmin толщины растянутого листа 4 и сравнивали их с предельными значениями конечной толщины, указанными в технических условиях ТУ 6-02-5757599-121-90. Результаты испытания известного способа растяжения приведены в табл. 1.
При испытании предложенного способа на верхней поверхности листа 4 вдоль его каждой стороне карандашом "Стеклограф" проводили прямую линию на расстоянии 100 мм от торца листа 4. Внутри квадрата, ограниченного образовавшейся замкнутой линией 5 и являющийся зоной 6 равномерного деформирования листа 4, проводили прямые линии 8 параллельно одной из сторон листа 4 с шагом 25 мм. Измеряли начальную (исходную) толщину листа 4 внутри зоны 6. Измерение проводили с помощью измерительной скобы с индикатором ИС (1-100 мм). При измерении пяту скобы вели по всей длине каждой линии 8. По окончании измерения регистрировали tmax и tmin в зоне 6 листа 4. Назначали степень вытяжки E ; для листов толщиной 5 мм - 61% , для листов толщиной 10 мм - 59,5% , для листов толщиной 14 мм - 54% . Наибольшую tmax и наименьшую tmin начальные толщины листа 4 делили на выражение 1+ E (100)2 больший результат деления сравнивали с наибольшей допустимой конечной толщиной растянутого листа 4 оргстекла, а меньший результат - с его наименьшей толщиной (согласно ТУ 6-02-5757599-121-90). По результатам сравнения принимали решение о целесообразности растяжения листа 4, т. е. о возможности изготовления из него растянутого листа 4 с требуемой или меньшей разнотолщинностью. После этого вдоль кромок листа 4, пригодного к растяжению, устанавливали зажимы 2. Измеряли начальное (исходное) расстояние L между передними кромками двух противолежащих зажимов 2. Назначали требуемую конечную толщину tк. в точке зоны 6 с наименьшей начальной толщиной tmin. Нагревали лист 4 до высокоэластичного состояния теплым воздухом с температурой 145оС. Время нагрева 2 мин на каждый миллиметр начальной толщины листа 4. Включали привод установки модели УОС-1 и перемещали зажимы 2 на величину l, которую определяли из соотношения =
=  · b
· b
Коэффициенты a и b определяли опытным путем отдельно для листов 4 с начальной толщиной 5,10 и 14 мм. Растянутые листы 4 охлаждали до 60оС окружающим воздухом, снимали зажимы 2 и извлекали его из установки модели УОС-1. Проводили оценку точности растяжения теми же приемами, что и при испытании известного способа растяжения. Результаты испытания предложенного способа растяжения приведены в табл. 2.
Из приведенных экспериментальных данных следует, что при растяжении по известному способу распределение толщины растянутого листа 4 не зависит от результатов измерения начальной толщины, при этом брак по дефекту "разнотолщинность" составил два листа (лист N 3 с номинальной толщиной 5 мм и лист N 2 с номинальной толщиной 10 мм). Предложенный способ растяжения позволяет регулировать конечную толщину растянутого листа 4, исключает брак растянутых листов 4 по дефекту "разнотолщинность". Следовательно, предложенный способ обеспечивает повышение точности растяжения листа термопласта. (56) Патент США N3632841, кл. 264-1, 1980.
Гудимов М. М. и др. Органическое стекло, М. : Химия, 1981, с. 101-108.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2005614C1 |
| Способ растяжения листа термопласта | 1991 |
|
SU1821391A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ОРГСТЕКЛА НА ОСНОВЕ ПОЛИМЕТИЛМЕТАКРИЛАТА | 1992 |
|
RU2033330C1 |
| Устройство для двуосной вытяжки листов термопласта | 1990 |
|
SU1796476A1 |
| Устройство для двухосной вытяжки листов термопласта | 1989 |
|
SU1763229A1 |
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| Устройство для вытяжки листов термопласта | 1989 |
|
SU1609700A1 |
| Устройство для вытяжки листов термопласта | 1985 |
|
SU1329991A1 |
| УСТРОЙСТВО ДЛЯ ДВУОСНОЙ ВЫТЯЖКИ ЛИСТОВ ТЕРМОПЛАСТА | 1991 |
|
RU2027594C1 |
| СПОСОБ ПНЕВМОФОРМОВАНИЯ СФЕРИЧЕСКОГО ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1991 |
|
RU2014232C1 |



Использование: изготовление ориентированных термопластических листов, обладающих повышенными физико-механическими и эксплуатационными свойствами. Сущность изобретения: способ включает измерение первоначальной толщины в зоне равномерного деформирования, которую определяют перед измерением первоначальной толщины, а перемещение зажимов осуществляют до достижения требуемой толщины листа в точке указанной зоны с наименьшей начальной толщины листа. 2 табл. , 2 ил.
СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА, включающий измерение начальной толщины листа по его плоскости, установку зажимов вдоль кромок листа, нагрев листа в камере до высокоэластического состояния, растяжение листа в камере до получения заданной толщины листа и охлаждение растянутого листа, отличающийся тем, что, с целью повышения точности растяжения, перед измерением начальной толщины листа определяют зону его равномерного деформирования и перемещение зажимов осуществляют до достижения требуемой толщины листа в точке указанной зоны с наименьшей начальной толщиной листа.
