Изобретение относится к полимерному машиностроению и может быть использовано при производстве листов ориентированного органического стекла, обладающего улучшенными физико-механическими и эксплуатационными свойствами.
Целью изобретения является повышение точности растяжения листа термопласта за счет обеспечения контроля в процессе растяжения..
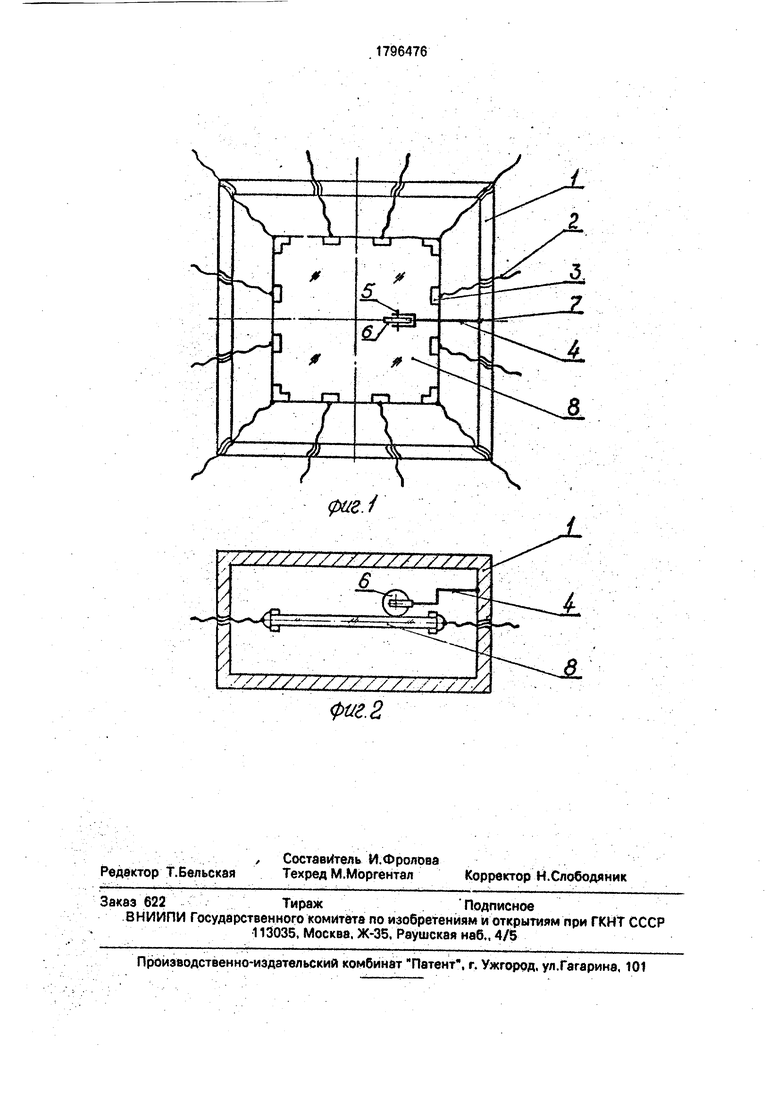
На фиг.1 показано предлагаемое устройство, вид сверху; на фиг.2 - то же, вид сбоку.
Устройство для двуосной вытяжки листов термопласта содержит раму 1, по периметру которой с постоянным шагом смонтированы узлы 2 растяжения с зажимами 3, выполненными в виде верхних и нижних губок, державку 4 с вращающимся вокруг своей оси 5 диском 6, с помощью шарнир а 7 соединенную с рамой 1 выше плоскости, проходящей через зажимы 3. Державка 4 соединена с рамой 1 с возможностью опускания диска 6 до контакта с поверхностью листа термопласта в зоне его равномерного деформиро- вания/ В рабочем положении диск 6 находится над горизонтальной (продольной или поперечной) осью симметрии рамы 1, а его ось 5 вращения перпендикулярна к вертикальной плоскости, проходящей через указанную горизонтальную ось симметрии рамы 1. На диск 6 нанесен циферблат, градуировка которого проведена в линейных единицах измерения (мм).
Устройство работает следующим образом.
S|
$
± Ы
О
Зажимы 3 узлов 2 растяжения с помощью привода (не показан) перемещают в начальное положение. В зажимах 3 закрепляют лист 8 термопласта. Опускают державку. 4 до контакта диска 6 с верхней поверхностью листа 8 термопласта. Лист 8 термопласта разогревают до температуры его высокоэластичного состояния с помощью теплого воздуха или другим известным способом. Разогретый лист 8 термопласта подвергают вытяжке. Для этого включают привод перемещения узлов 2 растяжения. В период перемещения узлов 2 растяжения визуально контролируют угловое перемещение диска 6 по его циферблату. При достижении углового перемещения диска 6, равного заданному, выключают привод перемещения узлов 2 растяжения и тем самым заканчивают вытяжку листа 8 термопласта. Поднимают вверх державку А с диском 6. Растянутый лист 8 термопласта охлаждают окружающим воздухом и извлекают из зажимов 3.
Далее цикл повторяется. : Зоной равномерного деформирования является такая зона листа 8 термопласта, во всех точках которой при вытяжке материал утоняется (деформируется) на одну и ту же величину (например, в 2,0 раза). Зона равномерного деформирования определяется экспериментально, например, по деформации координатной сетки, нанесенной на поверхность листа 8 термопласта перед закреплением его в зажимах 3, или другим известным способом. .
П р и м е р. Для вытяжки, листа 8 термопласта использовали в качестве известного устройства установку ориентации органического стекла модели УОС-1. Количество зажимов 3 установки 24 шт. В качестве, предложенного устройства использовали ту же установку модели УОС-1, проведя для этого Соответствующую доработку (в соот - ветствии с изобретением). Длину державки 4 определяли исходя из того, чтобы диск 6 касался поверхности листа 8 термопласта в точке, удаленной от торца листа 8 термопласта на расстояние 200 мм. Диск 6 изготавливали из алюминиевого сплава Д16Т. Наружный диаметр диска б 35 мм, толщина 2 мм, цена одного деления циферблата диска 6 1 мм. Проводили двуосную вытяжку листов органического стекла марки СО-120 по ГОСТ 10667-9бт с линейными размерами сторон 1000x1000 мм, толщиной 8, 12, 16 мм. ТолЩинз этих же листов после их вытяжки 3,5,7 мм соответственно.
При испытании известного устройства после закрепления листа 8 термопласта в зажимах 3 измеряли расстояние L между
передними кромками двух противолежащих зажимов. Линейное удлинение I листа 8 термопласта определяли из известного равенства; .- .
L2 tH
0- + I)2 tic,
где tH - начальная толщина листа 8 термопласта, мм;
tK-конечная (требуемая) толщина листа 8 термопласта после его вытяжки, мм.
Лист 8 термопласта (органического
стекла) разогревали до высокоэластичного
состояния в камере нагрева установки модели УОС-1 при 145° С втечение 2,0 мин на каждый миллиметр его толщины. Затем включали привод перемещения узлов 2 растяжения установки модели УОС-1 и проводили вытяжку листа 8 термопласта до
достижения расстояния между передними кромками двух противолежащих зажимов 2, равного расстоянию L+I. После вытяжки листа 8 термопласта охлаждали окружающим воздухом до 60°С и извлекали из зажимов 3.
Для оценки точности растяжения при испытании сравниваемых устройств измеряли tH и tKi в центре листа 8 до и после его вытяжки. Измерение проводили с помощью скобы с индикатором часового типа ИМ (0-10 мм) по ТОСТ 577-68.
Результаты испытания известного устройства даны в табл. Т/
При испытании предложенного устройства привод перемещения узлов 2 растяжеимя установки модели УОС-1 при вытяжке листа термопласта выключали при достижении заданного его линейного удлинения С. контролируемого по циферблату диска 6. Остальные операции выполняли по аналогии с операциями при испытании известного устройства.
Результаты испытания предложенного устройства даны в табл.2.
Из приведенных экспериментальных
данных следует, что предложенное устройство обеспечивает отклонение конечной толщины листа 8 термопласта не более 0,05 мм, при использовании известного устройства указанное отклонение составляет 0,15-0,32 мм.
Таким образом, предложенное устрой- ство обеспечивает повышение точности растяжения листа 8 термопласта.
Фор м у л а и з о б р е тения Устройство для двуосной вытяжки листов термопласта, содержащее смонтированные по периметру рамы с постоянным шагом узлы растяжения с зажимами, выполненными в виде верхних и нижних губок, отличающееся тем, что, с целью
повышения точности растяжения за счет обеспечения контроля в процессе растяже- ния( оно снабжено устройством контроля, выполненным в виде державки с закрепленным на ней посредством оси вращающимся диском, шарнирно установленной на раме с возможностью вертикального пет
ремещения для контакта диска с поверхностью листа, при этом в рабочем положении диск расположен над горизонтальной осью симметрии рамы, а его ось вращения перпендикулярна вертикальной плоскости. проходящей через указанную ось симметрии рамы.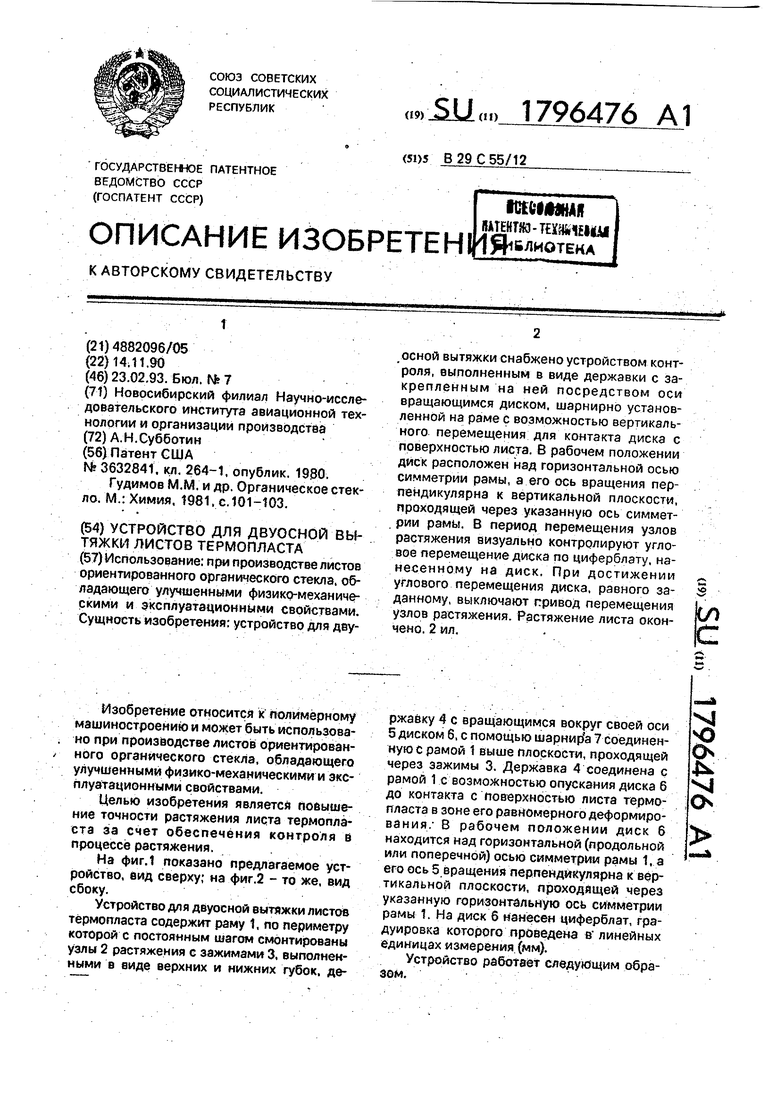


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУОСНОЙ ВЫТЯЖКИ ЛИСТОВ ТЕРМОПЛАСТА | 1991 |
|
RU2027594C1 |
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| Способ растяжения листа термопласта | 1991 |
|
SU1821391A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2005614C1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2010718C1 |
| Устройство для двухосной вытяжки листов термопласта | 1989 |
|
SU1763229A1 |
| Устройство для вытяжки листов термопласта | 1989 |
|
SU1609700A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ОРГСТЕКЛА НА ОСНОВЕ ПОЛИМЕТИЛМЕТАКРИЛАТА | 1992 |
|
RU2033330C1 |
| Станок для вытяжки листов термопластов | 1977 |
|
SU738891A1 |
| Устройство для вытяжки листов термопласта | 1985 |
|
SU1329991A1 |
Использование: при производстве листов ориентированного органического стекла, обладающего улучшенными физико-механическими и эксплуатационными свойствами. Сущность изобретения: устройство для деуосной вытяжки снабжено устройством контроля, выполненным в виде державки с за- крепленным на ней посредством оси вращающимся диском, шарнирно установленной на раме с возможностью вертикального перемещения для контакта диска с поверхностью листа. В рабочем положении диск расположен над горизонтальной осью симметрии рамы, а его ось вращения перпендикулярна к вертикальной плоскости, проходящей через указанную ось симметрии рамы. В период перемещения узлов растяжения визуально контролируют угловое перемещение диска по циферблату, нанесенному на диск. При достижении углового перемещения диска, равного заданному, выключают привод перемещения узлов растяжения. Растяжение листа окончено. 2 ил.
10 Результаты испытания известного устройства (прототип)
Результаты испытания предложенного устройства
Таблица 1
Таблица 2
Фт.2
| Патент США N 3632841 | |||
| кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Гудимов М.М | |||
| и др | |||
| Органическое стекло | |||
| М.: Химия, 1981 .с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
