(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУОСНОЙ ВЫТЯЖКИ ЛИСТОВ ТЕРМОПЛАСТА | 1991 |
|
RU2027594C1 |
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| Устройство для вытяжки листов термопласта | 1989 |
|
SU1609700A1 |
| Устройство для двуосной вытяжки листов термопласта | 1990 |
|
SU1796476A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2005614C1 |
| Установка для двухосного растяжения термопластичных материалов | 1978 |
|
SU716845A1 |
| Способ растяжения листа термопласта | 1991 |
|
SU1821391A1 |
| СПОСОБ РАСТЯЖЕНИЯ ЛИСТА ТЕРМОПЛАСТА | 1992 |
|
RU2010718C1 |
| Станок для вытяжки листов термопластов | 1978 |
|
SU706249A1 |
| Устройство для вытяжки листов термопласта | 1985 |
|
SU1329991A1 |
Использование: производство листов ориентированного органического стекла с улучшенными физико-механическими свойствами. Сущность изобретения: на рабочей поверхности каждой губки зажима узла растяжения по периметру губки выполнен выступ замкнутой формы и постоянной толщины по высоте. Выступы верхней и нижней губок зажимов расположены соос- но. Такое выполнение устройства обеспечивает выравнивание температуры вдоль кромки листа, что приводит к сокращению отходов при обрезке листа после растяжения. Кроме того, губки надежно удерживают лист при растяжении. 3 ил., 1 табл.
Изобретение относится к полимерному машиностроению и может быть использовано при производстве листов ориентированного органического стекла с улучшенными физико-механическими и эксплуатационными свойствами.
Известно устройство для двухосной вытяжки листов термопласта, содержащее расположенные в форме прямоугольника или квадрата четыре рейки, каждая противоположная пара которых установлена с возможностью перемещения относительно другой в перпендикулярном направлении; тросы, одни концы которых прикреплены к рейкам, а к другим их концам прикреплены вилки с отверстиями в язычках для крепления листа; гидроцилиндры для перемещения противоположных пар реек и накидной короб для предварительного прогрева устройства горячим воздухом.
В листе термопласта прямоугольной или квадратной формы на одинаковом расстоянии от кромок через равные интервалы просверливают отверстия, в которые вставляют по короткой герметичной трубке с вмонтированной в нее другой, более короткой, трубкой меньшего диаметра, подсоединенной к системе водяного охлаждения. Выступающими над поверхностью листа трубками лист крепят в раме, имеющей соответствующие гнезда, и помещают в обогреваемую горячим воздухом печь. Через трубки пропускают воду для охлаждения листа по месту расположения отверстий. Чрез определенный промежуток времени раму извлекают из печи, снятый лист освобождают от трубок, крепят в устройстве и проводят вытяжку листа.
Недостатком известного устройства является его низкая производительность и высокая трудоемкость вытяжки листа вследствие того, что в листе необходимо просверливать отверстия, охлаждать материал вокруг отверстий в период разогрева
Ј
со
ю
ю
листа, освобождать разогретый лист от охлаждающих трубок, совмещать отверстия в листе с отверстиями в язычках вилок
Наиболее близким к изобретению по технической сущности является устройство для двухосной вытяжки листов термопласта, содержащее раму, смонтированные по периметру рамы с постоянным шагом узлы растяжения с зажимами, выполненными в виде верхних и нижних губок с теплообмен- ными камерами и рабочими поверхностями для удержания кромок листа.
Недостатком этого устройства является неравномерное распределение температуры вдоль кромок листа, приводящее к увеличению отходов материалов при обрезке растянутого листа, а также ненадежное удержание листа зажимами. Нарушение равномерности распределения температуры вдоль кромок листа происходит в период подачи хладагента в теплообменные камеры губок, проводимой перед вытяжкой листа для создания под зажимами захоло- женных (опорных) площадок материала, к которым прикладываются растягивающие усилия. Охлаждение материала приводит также к снижению сцепления рабочих поверхностей губок с кромками листа.
Цель изобретения - снижение отходов материала при обрезке растянутого листа за счет выравнивания температуры вдоль его кромок и повышение надежности удержания листа,
Указанная цель достигается тем, что в устройстве для двухосной вытяжки листов термопласта, содержащем раму, смонтированные по периметру рамы с постоянным шагом узлы растяжения с зажимами, выполненными в виде верхних и нижних губок с рабочими поверхностями для удержания кромок листа, на рабочей поверхности каждой губки по ее периметру выполнен выступ замкнутой формы и постоянной толщины по высоте, при этом выступы верхней и нижней губок расположены соосно.
Такая конструкция губок зажимов позволяет исключить охлаждение их перед вытяжкой листа и тем самым обеспечить равномерность температуры вдоль его кромок и снизить отходы материала при обрезке растянутого листа, а также повысить надежность удержания листа за счет внедрения выступов замкнутой формы на их высоту в разогретый материал листа. При внедрении в материал соосно расположенных выступов верхней и нижней губок по их периметру образуется рамка из ориентированного материала за счет его прессования, которая препятствует деформированию остального разогретого материала листа, находящегося под зажимами, и исключает соскальзывание зажимов с кромок листа в процессе его вытяжки.
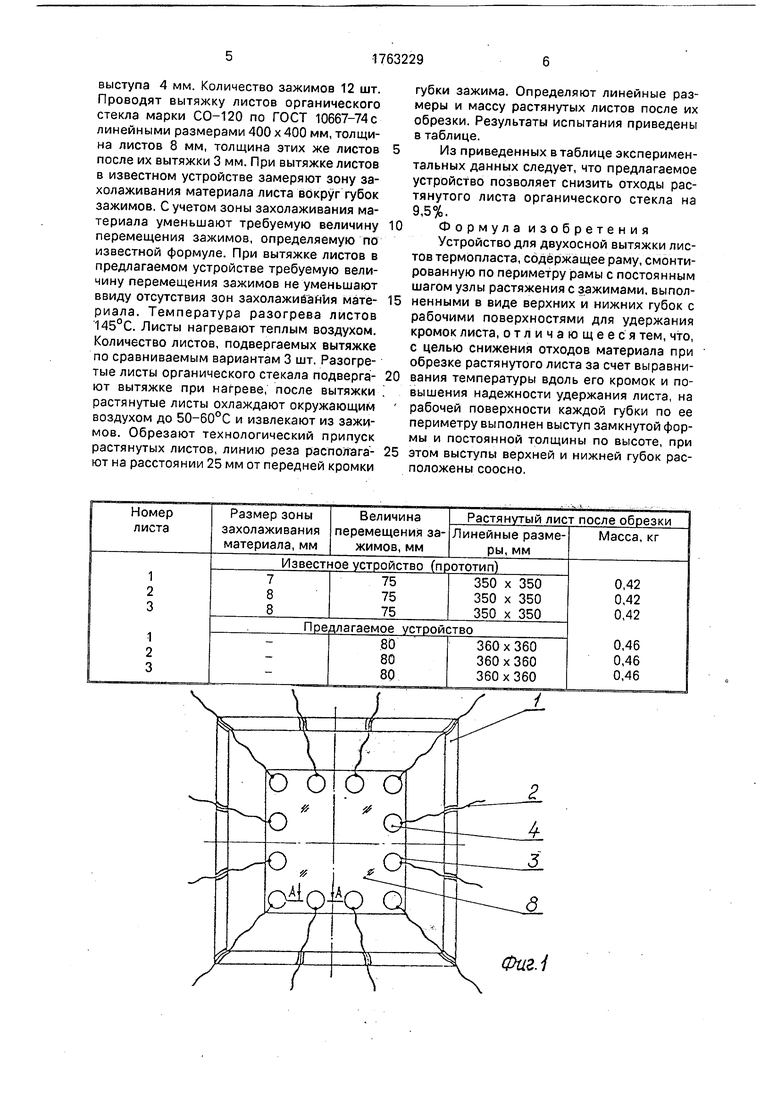
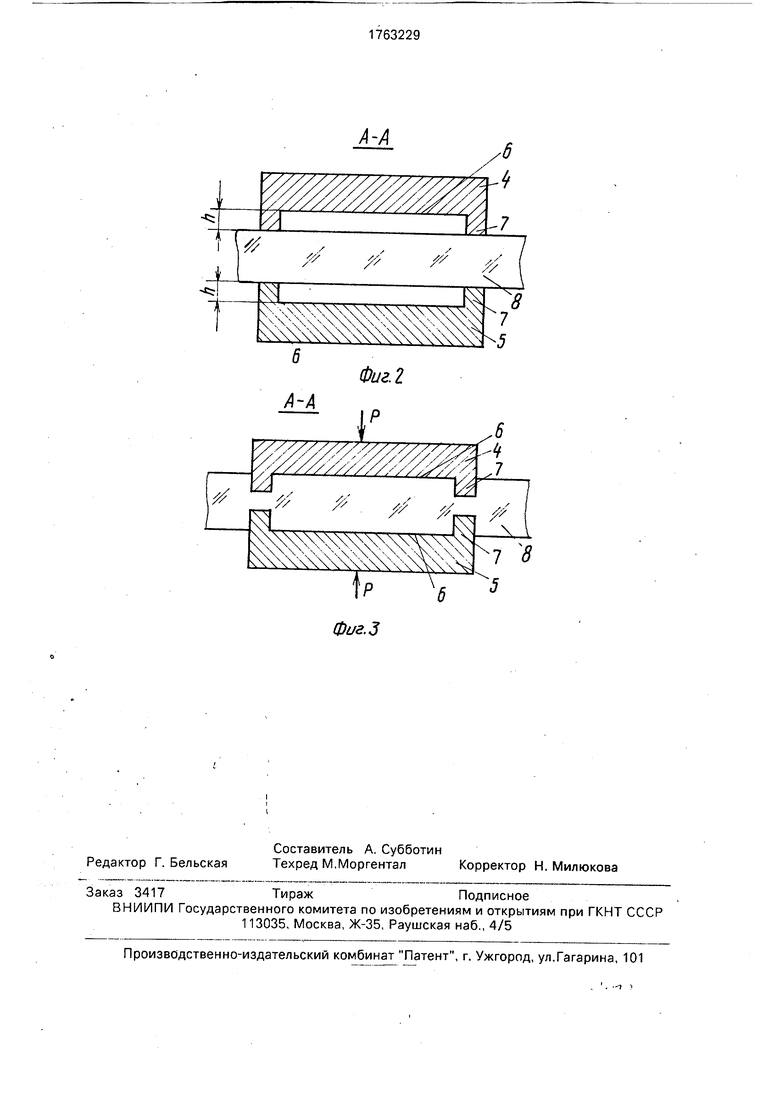
На фиг. 1 показано устройство, видсвер- 5 ху; на фиг.2 - разрез А-А на фиг.1 зажим после закрепления в нем листа термопласта; на фиг.З - то же (зажим после вдавливания выступов на рабочей поверхности губок в разогретый лист.
0 Устройство содержит раму 1, по периметру которой с постоянным шагом смонтированы узлы 2 растяжения с зажимами 3, выполненными в виде верхних 4 и нижних 5 губок с рабочими поверхностями 6. На рабо5 чей поверхности 6 каждой губки 4 и 5 по ее периметру выполнен выступ 7 замкнутой формы и постоянной толщины h по высоте, при этом выступы 6 верхней 4 и нижней 5 губок расположены соосно.
0 Общее количество зажимов 3, а также ширина и толщина выступа 7 определяется экспериментально в зависимости от линейных размеров листа термопласта, его исходной толщины и толщины растянутого листа
5 термопласта.
Устройство работает следующим образом.
Зажимы 3 узлов 2 растяжения с помощью привода (не показан) перемещают в
0 начальное положение. В зажимах 3 закрепляют лист 8 термопласта. Лист 8 термопласта разогревают до температуры его высокоэластического состояния с помощью теплого воздуха или другим известным спо5 собом. Затем выступы 7 губок 4 и 5 зажимов 3 вдавливают в разогретый лист 8 термопласта до образования зазора между выступами 7 губок 4 и 5 каждого зажима 3, равного требуемой толщине растянутого листа 8 тер0 мопласта. Выступы 7 губок 4 и 5 вдавливают в лист 8 термопласта с помощью рычагов (не показаны) зажимов 3, соединенных с губками 4 и 5 и приводимых в действие штоками гидроцилиндров или другим известным спо5 собом. Разогретый лист 8 термопласта подвергают вытяжке, перемещая зажимы 3 на требуемую величину, Растянутый лист 8 термопласта охлаждают окружающим воздухом и извлекают из зажимов 3.
0 Далее цикл повторяется.
Пример. Для вытяжки листа термопласта использована установка ориентации органического стекла модели УОС-Э, Количество зажимов установки 12 шт. Губки за5 жимов круглые в плане, диаметр губок 70 мм, В качестве предлагаемого устройства используют ту же установку модели УОС-Э, произведя для этого необходимую доработку: губки зажимов круглые в плане, диаметр
губок 70 мм, высота выступа 3 мм, ширине
выступа 4 мм. Количество зажимов 12 шт. Проводят вытяжку листов органического стекла марки СО-120 по ГОСТ 10667-74 с линейными размерами 400x400 мм, толщина листов 8 мм, толщина этих же листов после их вытяжки 3 мм. При вытяжке листов в известном устройстве замеряют зону за- холаживания материала листа вокруг губок зажимов. С учетом зоны захолаживания материала уменьшают требуемую величину перемещения зажимов, определяемую по известной формуле. При вытяжке листов в предлагаемом устройстве требуемую величину перемещения зажимов не уменьшают ввиду отсутствия зон захолажийаЈ)ия мате- риала. Температура разогрева листов 145°С. Листы нагревают теплым воздухом. Количество листов, подвергаемых вытяжке по сравниваемым вариантам 3 шт. Разогретые листы органического стекала подверга- ют вытяжке при нагреве, после вытяжки растянутые листы охлаждают окружающим воздухом до 50-60°С и извлекают из зажимов. Обрезают технологический припуск растянутых листов, линию реза располага- ют на расстоянии 25 мм от передней кромки
губки зажима. Определяют линейные размеры и массу растянутых листов после их обрезки. Результаты испытания приведены в таблице.
Из приведенных в таблице экспериментальных данных следует, что предлагаемое устройство позволяет снизить отходы растянутого листа органического стекла на 9,5%.
Формула изобретения Устройство для двухосной вытяжки листов термопласта, содержащее раму, смонтированную по периметру рамы с постоянным шагом узлы растяжения с зажимами, выполненными в виде верхних и нижних губок с рабочими поверхностями для удержания кромок листа, отличающееся тем, что, с целью снижения отходов материала при обрезке растянутого листа за счет выравнивания температуры вдоль его кромок и повышения надежности удержания листа, на рабочей поверхности каждой губки по ее периметру выполнен выступ замкнутой формы и постоянной толщины по высоте, при этом выступы верхней и нижней губок расположены соосно.
Фиг.
|я фиг.З
7 в 5
| Патент США №2918696, кл | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Гудимов М.М | |||
| и др | |||
| Органическое стекло | |||
| М.: Химия, 1981, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
