Изобретение относится к производству материалов керамического назначения, а именно керамических клинкеров, включая цементные клинкера, а также керамических изделий с толщиной слоя спеченного материала до 15 мм.
Известен способ производства цементного клинкера, заключающийся в приготовлении сырьевой смеси, формировании ее в непрерывную ленту, сушки с последующим обжигом в расплавотермическом реакторе и охлаждении [ 1 ] .
Наиболее близким техническим решением является способ, включающий смешение в заданном соотношении порошковых компонентов, формирование уплотненного слоя сырьевой смеси заданной толщины, формы и влажности, сушку и обжиг на жидкометаллическом теплоносителе, например, расплаве серого чугуна марки СЧ-00 при 1250-1550оС, с последующей выгрузкой обожженного продукта с отделением последнего на разгрузочном пороге ванны с жидким металлом за счет сил поверхностного натяжения жидкого металла. Причем, продвижение обжигаемого материала через печное пространство осуществляется за счет торцевого усилия, передающегося на сформированный слой материала питающим устройством [ 2 ] .
Указанные способы имеют существенный недостаток, заключающийся в том, что при увеличении единичной мощности обжигового агрегата существенно возрастает длина пути материала во время обжига с одновременным ростом площади зеркала расплава металла в ширину, закрытого обрабатываемым материалом.
В этих условиях механические свойства сформированного слоя материала не достаточны для преодоления всего транспортного пути за счет торцевого усилия на материал, что приводит к наслаиванию размягченного в горячей зоне материала и переводит режим работы агрегата в аварийный режим.
С другой стороны, газообразные продукты термического разложения сырья, скапливаясь под большой площадью непрерывной сырьевой ленты, вызывают местное кратковременное изменение уровня жидкого металла и, как следствие, значительные колебания поверхности жидкого металла, что вызывает разрушение целостности слоя сырьевой смеси на начальных стадиях термообработки в контакте с жидкометаллическим теплоносителем и также приводит к затору термообрабатываемого материала в расплавотермическом реакторе и снижению за счет этого производительности технологической линии.
Целью изобретения является увеличение производительности технологической линии, а также повышение производительности расплавотермического реактора.
Поставленная цель достигается тем, что в способе производства керамических клинкеров и изделий строительного назначения, заключающемся в дозировании, смешении компонентов, формировании равномерного слоя материала, обжиге в расплавотермическом реакторе и охлаждении, сформированный равномерный слой уплотняют до степени уплотнения, равной 0,5-0,75 и толщиной 2-15 мм, производят перфорацию или разделение на части с шагом не более 200 мм, подогревают за счет тепла технологических газов, укладывают на движущуюся со скоростью 0 < V < 0,5 м/с от загрузочного конца к разгрузочному концу расплавотермического реактора поверхность расплава металла, при этом скорость движения металла равна или больше скорости движения обжигаемого материала, и отделяют обожженный материал от расплава под углом 2-4о вверх. Кроме того, обожженный материал помещают в камеру томления и выдерживают в течение времени завершения физико-химических процессов обжига.
Сравнение предлагаемого технического решения с прототипом позволило установить соответствие его критерию "Новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
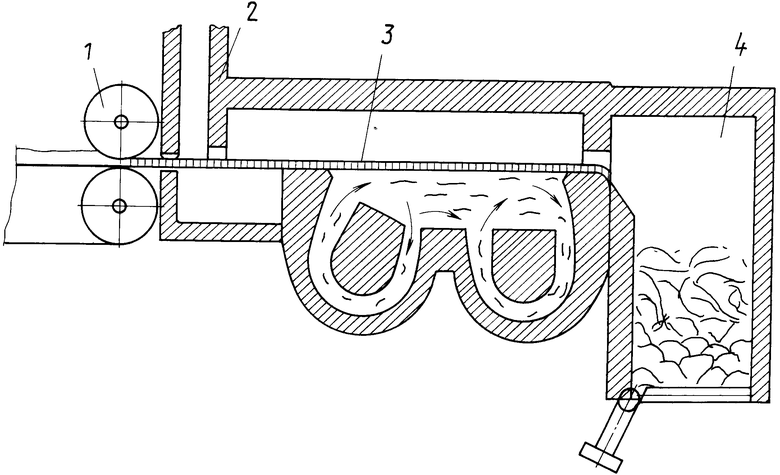
На чертеже представлен пример осуществления способа. Сырьевая смесь равномерным рыхлым слоем подается в прокатное устройство 1, которое производит уплотнение, перфорацию или разделение слоя материала на части с шагом не более 200 мм, после чего материал подвергается предварительному разогреву в камере 2 и укладывается на поверхность расплава металла в расплавотермическом реакторе 3, в котором налажена циркуляция металлического расплава в соответствии со стрелками, таким образом, что поверхность металла движется от загрузочного к разгрузочному концу со скоростью до 0,5 м/с, равной или превышающей скорость продвижения материала через обжиговое пространство. Разогретый до заданной температуры материал выгружается из расплавотермического реактора продвигаясь по разгрузочному порогу вверх под углом 2-4о, в том случае, если физико-химические процессы обжига в нем не успели завершиться подается в камеру томления с температурой, равной температуре обжига.
В Ленинградском технологическом институте им. Ленсовета создана и эксплуатируется лабораторная расплавотермическая установка мощностью 10 кВт, а также совместно с институтом "Гипроцемент" экспериментальная 100 кВт установка имеющие габаритные размеры ванны с расплавом металла в плане 30х200 мм и 240-500 мм, соответственно включающие в себя формующее устройство, отделение предварительного разогрева и расплавотермический реактор.
Экспериментальная работа на данных установках показала, что работа на 10 кВт установке не сопровождается колебанием металла в период термического разложения сырьевых компонентов, в то время как на 100 кВт установке наблюдаются существенные колебания расплава металла у загрузочного конца реактора, вызывающие растрескивание уплотненного слоя материала, и как следствие, периодическую потерю последним способности к транспортированию через реактор за счет торцевого усилия формующего устройства.
Предотвращение разрушения сформованного слоя матеpиала за счет колебаний металла удалось ликвидировать за счет выступов на формующем барабане прокатного устройства формирующих отверстия для прохода газообразных продуктов из-под слоя материала, причем в том случае, если отверстия в слое материала расположены не далее чем 200 мм друг от друга.
Помимо этого проводились эксперименты по обжигу материалов, отформованных в виде отдельных частей сформованной ленты на двигающейся в одном направлении с материалом поверхности металла путем подлива дополнительных порций расплава и слива излишков его через специально организованные каналы в зоне разгрузочного порога.
Эксперименты показали, что достичь невозмущенной поверхности металла в процессе его движения не удается при скорости течения более 0,5 м/с, в то же время движение теплоносителя позволяет наладить транспорт материала через обжиговое пространство, собирая отдельные части материала у разгрузочного порога и предотвращая скопления отколовшихся частиц на промежуточных этапах прохождения материала через реактор.
Помимо этого была установлена зависимость производительности расплавотермического реактора от плотности формования, выражающаяся в увеличении теплопроводности слоя прогреваемого материала по мере его уплотнения за счет возрастания площади контакта зерен материала между собой вплоть до степени уплотнения 0,8 (отношение объемного веса сформованного материала к плотности его кристаллических форм). Дальнейшее увеличение степени уплотнения приводит к растрескиванию формовки по слоям, параллельным поверхности расплава металла и резкому снижению скорости разогрева материала и производительности установки. Нижний предел степени уплотнения слоя материала определяется теоретической пористостью свободно насыпанного слоя порошкового материала равной 60% , что соответствует степени уплотнения равной 0,4.
Уклон поверхности разгрузочного порога реактора определяется из геометрических соображений, как минимальная величина обеспечивающая плавный сход обожженного продукта с расплава металла без уступа и создающая условия стекания капель металла обратно в ванну, предотвращая унос теплоносителя. (56) Авторское свидетельство СССР N 654566, кл. С 04 В 7/36, 1977.
Авторское свидетельство СССР N 672168, кл. С 04 В 7/36, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОВЕДЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА КЕРАМИЧЕСКИХ И ЦЕМЕНТНЫХ КЛИНКЕРОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2375322C1 |
| Способ производства цементного клинкера и двуокиси серы | 1982 |
|
SU1084257A1 |
| Способ получения цементного клинкера | 1977 |
|
SU859331A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЦЕМЕНТНОГО КЛИНКЕРА | 1991 |
|
RU2011137C1 |
| Способ получения цементного клинкера | 1985 |
|
SU1333664A1 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕМЕНТНОГО КЛИНКЕРА И УСТАНОВКА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1991 |
|
RU2010780C1 |
| Способ производства цементного клинкера | 1977 |
|
SU672168A1 |
| Способ производства цементного клинкера | 1977 |
|
SU654566A1 |
| УСТАНОВКА ДЛЯ ПРОВЕДЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА КЕРАМИЧЕСКИХ И ЦЕМЕНТНЫХ КЛИНКЕРОВ | 2008 |
|
RU2375657C1 |
| Способ переработки алюмосиликатного сырья | 1989 |
|
SU1742213A1 |
Изобретение относится к производству материалов керамического назначения, а именно керамических клинкеров, включая цементные клинкера, а также керамических изделий с толщиной слоя спеченного материала до 15 мм. Сущность изобретения заключается в подготовке сырьевого материала, дозировании, смешении компонентов, формировании равномерного слоя материала, обжиге в расплавотермическом реакторе и охлаждении, сформированный равномерный слой уплотняют до степени уплотнения, равной 0,5 - 0,75 и толщиной 2 - 15 мм, производят перфорацию или разделение на части с шагом не более 200 мм, подогревают за счет тепла технологических газов, укладывают на движущуюся со скоростью 0 < V < 0,5 м/с от загрузочного конца к разгрузочному концу расплавотермического реактора поверхность расплава металла, при этом скорость движения металла равна или больше скорости движения обжигаемого материала, и отделяют обожженный материал от расплава под углом 2 - 4вверх. Кроме того, обожженный материал помещают в камеру томления и выдерживают в течение времени завершения физико-химических процессов обжига. 1 ил.
