Изобретение относится к нефтяной промышленности, а именно: к ликвидации повреждений на нефтепроводах при полном разрыве стыков.
Известен способ ликвидации повреждений путем очистки наружной поверхности поврежденного места и ее обработки (1).
Недостатком этого способа является то, что при осуществлении его требуется проведение сварных работ, которые могут сопровождаться взрывами и пожарами.
Известно устройство для ликвидации повреждений, содержащее корпуса, размещенные на концах труб с разорванным стыком (2).
Недостатком данного устройства является ненадежность герметизации и недолговечность.
Целью предложенного способа и устройства является исключение сварочных работ при повышении надежности и долговечности герметизации.
Указанная цель достигается тем, что в предложенном способе, включающем очистку наружной поверхности поврежденного места (сварного стыка), а также не менее 140 мм длины тела трубы с обоих сторон поврежденного стыка и установку корпусов с приклеиванием их на концах труб, последние выполнены в виде двух пар полумуфт для создания герметичного пространства между пазами полумуфт.
Пары полумуфт имеют наружные конусные поверхности и устанавливаются от концов труб на расстоянии 20 мм. Длина полумуфт должна быть не менее 100 мм. Полумуфты со стороны сварного стыка имеют выточку глубиной 10 мм и шириной 6 мм и изготовлены в виде конуса. Внутренняя боковая поверхность выточки должна отстоять на 2-2,5 мм выше от уровня высокой точки наружной поверхности сварного стыка. Для избежания осевых температурных деформаций поверх пар полумуфт могут быть установлены втулки со сдвоенным концом как внутри, так и снаружи, или на концах труб устанавливаются винтовые стяжки.
Герметизация пространства, находящегося между парами полумуфт, осуществляется следующим образом. Концы труб между сварными стыками и полумуфтами на клее обматывают веревочной обмоткой, пропитанной тем же клеем, до уровня внешней точки сварного стыка. Затем на клее поверхность веревочной обмотки обматывают в 2 ряда брезентовой лентой толщиной около 1 мм и шириной, равной расстоянию между парами полумуфт, которая перекрывает веревочные обмотки и разрывы между концами труб. Уровень брезентовой обмотки не должен быть выше уровня внутренней боковой поверхности выточки. Затем на клее в выточку ставят железные прутки диаметром 5-5,5 мм, при этом железные прутки должны свободно заходить в выточку и плотно садиться друг на друга, для чего установленные на верхней части обоих концов поврежденного места полумуфты дополнительно имеют и вертикальную выточку, которая соединяется с круговой выточкой, через которую осуществляют заправку полумуфт железными прутками. После этого на клее поверхность железных прутков до уровня наружной поверхности полумуфт обматывают веревочной обмоткой, при этом все пустоты должны быть заполнены клеящей композицией, затем в целом полученное соединение на клее плотно обматывают в 2 ряда мягкой железной или алюминиевой проволокой диаметром 2,5-3 мм, при этом проволока второго ряда должна садиться в углубление между проволокой первого ряда; в зависимости от рабочего давления в нефтепроводе количество рядов проволочной обмотки может быть 2-4.
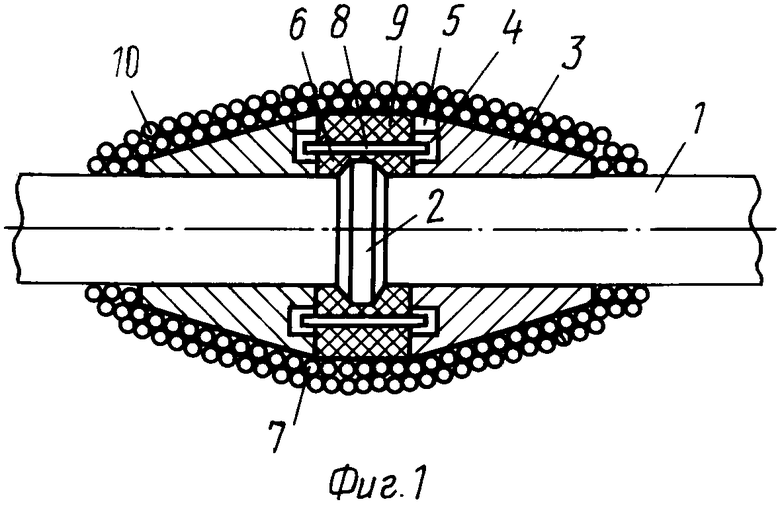
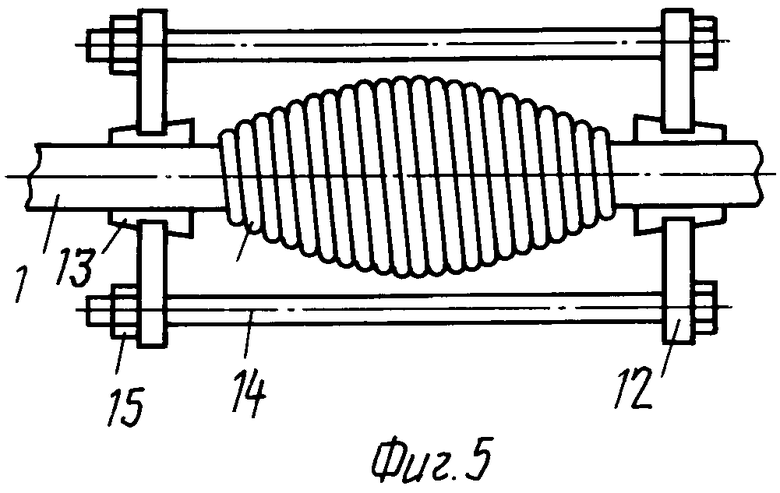
На фиг. 1 изображено предлагаемое устройство в разрезе; на фиг. 2 - вырыв разреза с установкой на полумуфты полувтулки с двойным конусом как внутри, так и снаружи; на фиг. 3 - поперечный разрез полумуфты; на фиг. 4 - то же, вид сбоку; на фиг. 5 - разрез варианта винтовой стяжки концов труб; на фиг. 6 - то же, вид сбоку.
Устройство состоит из устанавливаемых на концы труб 1, отделившихся друг от друга в результате полного разрыва сварного стыка 2, двух пар полумуфт 3, имеющих выточки круговую 4, а верхние и радиальную 5, которая соединяется с круговой.
Зазор между полумуфтами заполняют внутренней веревочной обмоткой 6. Брезентовой обмоткой 7 покрыты сверху в полумуфтах 3 железные прутки 8. Поверх располагается веревочная обмотка 9 и проволочные обмотки 10.
Для предотвращения осевого растяжения на полумуфты 3 ставится тоже на клею две полувтулки 11 с двойными конусами как внутри, так и снаружи основаниями, расположенными друг к другу. Или же предусматривают винтовой стяжной механизм, устанавливаемый на концы труб 1: два разрезных фланца 12 с внутренним конусом, куда устанавливаются клинья 13 и стягиваются болтовыми соединениями 14 и 15.
Изобретение реализуется следующим образом.
После очистки наружной поверхности от старого изоляционного покрытия разорванного сварного стыка 2 и концов труб 1 длиной не менее 140 мм на очищенную поверхность наносят слой клеящей композиции и на конце труб 1 на расстоянии 20 мм от сварного стыка 2 на клее устанавливают две, друг против друга, полумуфты 3, имеющие со стороны сварного стыка круговую выточку 4 глубиной 10 мм и шириной 6 мм.
После концы труб 1 между сварным стыком и полумуфтами 3 на клее обматывают веревочной обмоткой 6, пропитанной тем же клеем, до уровня высшей точки сварного стыка. Затем на клее поверхность веревочной обмотки 6 и разрыв между концами труб обматывают в 2 ряда брезентовой лентой толщиной около 1 мм и шириной, равной расстоянию между противоположными парами полумуфт, при этом уровень брезентовой обмотки 7 не должен быть выше внутрибоковой поверхности круговой выточки 4.
После чего через радиальные выточки 5 на клее в круговую выточку 4 вставляют прутки 7 (диаметром 5-5,5 мм) и длиной в зависимости от расстояния между противоположными парами полумуфт, при этом прутки 8 должны свободно заходить в выточку 5 и плотно садиться друг к другу в круговой выточке 4; затем на клее поверхность прутков 8 до наружной поверхности полумуфт 3 обматывают веревочной обмоткой 9, пропитанной этим же клеем, при этом все пустоты, заполняются клеящей композицией.
После чего на клею могут быть установлены полувтулки 11.
После этого полученное соединение в целом на клее плотно обматывают в 2 ряда мягкой, железной или алюминиевой проволокой 10, диаметром 2,5-3 мм, при этом проволока второго ряда должна садиться в углубление между проволокой первого ряда.
В зависимости от величины рабочего давления в трубопроводе количество рядов проволочной обмотки может быть 2-4.
Предусмотрен также вариант удержания труб от теплового расширения винтовой стяжкой. Для этого на концы труб 1 на клиньях 13 устанавливают фланцы 12, наведя их сборку прорезью на трубу 1. Вставляют болтовые соединения 14 и 15 - стягивают трубы 1. (56) 1. Ращепкин К. Е. , Овчинников И. С. и др. Обслуживание и ремонт линейной части магистральных нефте- и продуктопроводов, М. : Недра, 1969, с. 93-96.
2. Забела К. А. Ликвидация аварий и ремонт подводных трубопроводов, М. : Недра, 1986, с. 103-107.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИКВИДАЦИИ ПОВРЕЖДЕНИЙ НА НЕФТЕПРОВОДАХ | 1990 |
|
RU2011106C1 |
| Способ ликвидации повреждений на нефтепроводах | 1990 |
|
SU1784796A1 |
| Устройство для сушки клеевого слоя при ремонте нефтепровода | 1990 |
|
SU1779871A1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| Способ заполнения и опорожнения трубопровода жидкой СО | 1988 |
|
SU1610190A1 |
| Устройство для герметизации устья скважины | 1988 |
|
SU1609959A1 |
| Способ определения динамического уровня жидкости в скважине | 1978 |
|
SU787626A1 |
| Труборез | 1981 |
|
SU972038A1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| Гайковерт для резьбовых элементов фланцевых соединений | 1981 |
|
SU1113240A1 |




Сущность изобретения: на очищенную поверхность наносят слой клеящей композиции, на расстоянии 20 мм от разрыва сварного стыка слева и справа на трубе на клее устанавливают пару полумуфт. Концы труб между стыком и полумуфтами на клее обматывают веревочной обмоткой, пропитанной тем же клеем до уровня нависшей точки стыка. Поверхность обмотки и пространство разорванного стыка на клее обматывают в 2 ряда пропитанной этим же клеем брезентовой лентой толщиной около 1 мм и шириной, равной расстоянию между парами полумуфт. Поверхностный уровень обмотки не должен быть выше уровня внутренней боковой поверхности круговой выточки. Затем круговую выточку через вертикальную выточку плотно заправляют железными прутками. Поверхность прутков до наружной поверхности полумуфт обматывают пропитанной клеем веревочной обмоткой. Все пустоты между прутками и парами полумуфт должны быть заполнены клеевой композицией. Полученное соединение в целом обматывают в 2 ряда мягкой железной или алюминиевой проволоки диаметром 2,5 - 3 мм. Проволока второго ряда должна садиться в углубление между проволокой первого ряда. 2 с. и 2 з. п. ф-лы, 6 ил.
