Изобретение относится к ремонту трубопроводного транспорта и может найти широкое применение в газовой, нефтяной и других отраслях промышленности.
Изобретение может быть использовано при ремонте трубопроводов различного назначения, имеющих недопустимые дефекты в кольцевых сварных стыках при значительных коррозионных повреждениях стенки трубопровода на прилегающих к ним участках.
Известен способ присоединения технологических элементов к трубопроводу, находящемуся под давлением. Способ включает установку колец, сборку технологического элемента (тройник, муфта) из двух или более частей, закрепление и сварку этих частей между собой кольцами и заполнение полости между трубопроводом и технологическим элементом газонепроницаемой массой (герметиком).
С целью повышения качества и надежности сварного узла и снижения опасности разрушения в процессе приварки технологических элементов к трубопроводам, имеющим усиления кольцевых швов, одно кольцо выполняют с кольцевым пазом, в котором располагают усиление кольцевого шва трубопровода, а технологический элемент приваривают непосредственно к кольцам без проплавления стенки трубопровода (см. а.с. СССР 1199546, МКИ В 23 К 31/06,).
Однако указанный способ не обеспечивает надежное качество герметизации трубопровода.
Известен способ временного перекрытия потока из поврежденной трубы (см. а.с. СССР 1681130, МКИ F 16 L 55/168, опубл. Бюл. 36 от 30.09.91 г.).
Известен способ ликвидации повреждений на нефтепроводах, включающий в себя очистку наружной поверхности поврежденного места, нанесение на него клеевой композиции и приклеивания изолирующего материала (см. патент России 2011106, МКИ5 F 16 L 55/17 от 19.10.90 г.).
Для расширения эксплуатационной возможности ликвидации утечек и повышения герметичности и механической прочности изоляции слой клеевой композиции наносят на очищенную поверхность не менее 120 мм с обеих сторон сварочного стыка; после этого 10-15 мм влево и вправо от сварного стыка на клею трубопровод плотно обматывают два раза мягкой железной или алюминиевой проволокой диаметром 2,5-3 мм, охватывая тело по длине трубы не менее 100 мм, при этом проволоку второго ряда обмотки располагают в углубление между витками проволоки первого ряда, затем сварной стык и необмотанную часть трубы между проволочными обмотками на клею плотно обматывают веревочной обмоткой, пропитанной этим же клеем, до уровня наружной поверхности второго ряда проволочной обмотки, после чего в целом обмотанное место на клею обматывают в два ряда такой же проволокой, которой перекрывают прежние обмотки и сварной стык, при этом так же проволоку последующего ряда обмотки сажают в углубления между витками проволоки предыдущего ряда.
Широко известна технология капитального ремонта трубопровода путем установки ремонтной муфты, заполненной эпоксидным составом. Ремонтная муфта используется для ремонта и укрепления поврежденных трубопроводов без нарушения потока продукта. Каждая ремонтная конструкция состоит из двух полумуфт, размеры которых превышают диаметр ремонтируемой секции. Полумуфты механически соединяют вместе и полностью опоясывают поврежденную часть секции. Полумуфты устанавливают на технологические элементы. В кольцевое пространство между ремонтируемой секцией и полумуфтами закачивают эпоксидный раствор (герметик), который обеспечивает высокую степень жесткости ремонтной конструкции. В результате, отремонтируемый участок секции обладает более высокой прочностью, чем прилегающая неповрежденная труба. Эпоксидно-муфтовая технология применяется для ремонта всех типов несквозных дефектов на трубопроводах, эксплуатирующихся под высоким давлением (см., например, Рекламы Бритиш Газ (British Gas р/с Ripley Road, Ambergate, Derbyshire, DE 562 FZ).
Указанный способ выбран в качестве прототипа.
Однако указанный способ предусматривает значительные работы по центровке муфты на поврежденном участке трубопровода.
В основу изобретения поставлена задача разработать такой способ установки муфты на дефектный участок трубопровода посредством новой последовательности технологических операций, которые повысят надежность герметизации и обеспечат ускорение установки муфты на дефектный участок трубопровода.
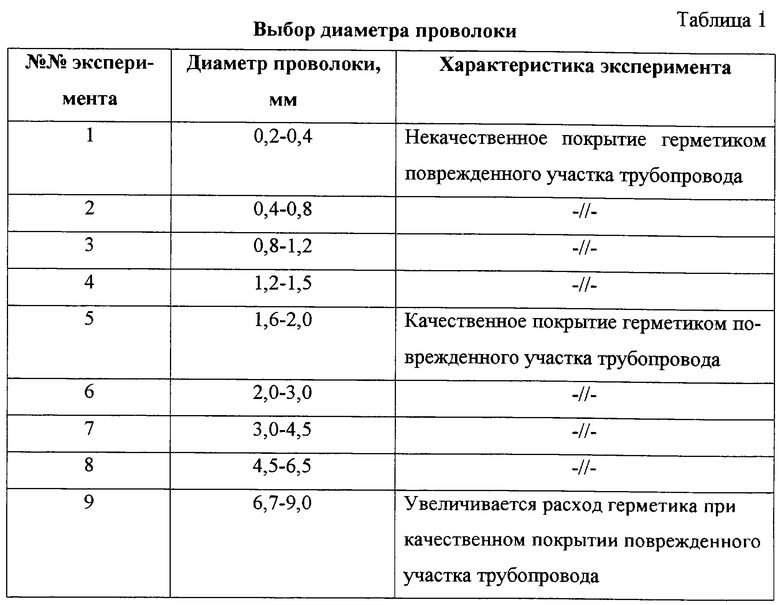
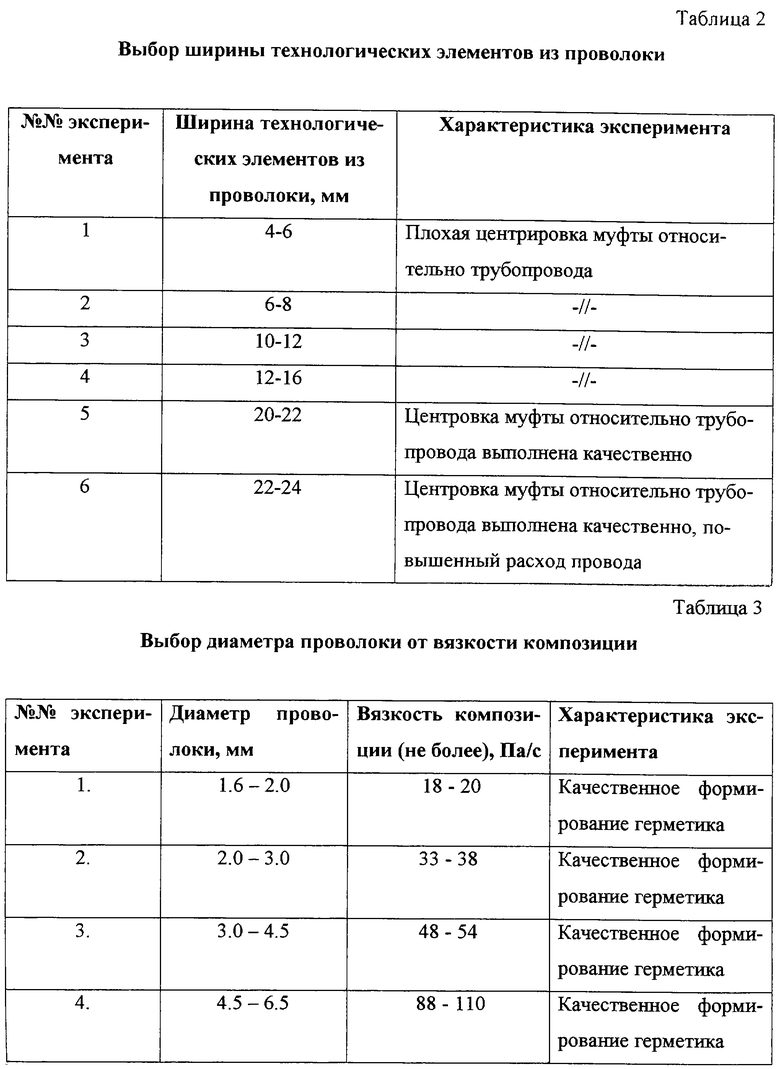
Эта задача решается тем, что в известном способе, включающем изготовление и установку технологических элементов на зачищенный участок трубопровода, на который устанавливают муфту из двух половин с последующей сваркой этих половин продольными швами и заполнение пространства между муфтой и поврежденным участком трубопровода герметиком, технологический элемент изготавливают из проволоки, которую наматывают на трубопровод по обе стороны от поврежденного участка. Проволоку перед намоткой на трубопровод отжигают в печи и наматывают не менее 4-х витков по обе стороны от поврежденного участка трубопровода. Проволоку соединяют между собой сварными прихватками, при этом диаметр проволоки выбирают в пределах 1,6 - 6,0 мм в зависимости от вязкости герметика, а ширину технологических элементов из проволоки выбирают не менее 20 мм.
Способ поясняется чертежом.
Дефектный участок трубопровода 1 защищают от изоляционного покрытия, ржавчины и грязи. По обе стороны дефектного участка трубопровода 1 наматывают на трубопровод не менее 4-х витков проволоки 2 и соединяют между собой сварными прихватками. Для того, чтобы проволока 2 была мягкой, ее перед намоткой на трубопровод 1 отжигают в печи. Диаметр проволоки выбирают в пределах 1,6-6,0 мм в зависимости от вязкости герметика. Ширина технологических элементов из проволоки не должна превышать 20 мм. На проволоку 2, навитую на трубопровод 1, устанавливают две полумуфты 3, 4, которые сваривают между собой (продольными швами). В пространство между муфтой и трубопроводом 1 через ниппель 6 подают герметик, который после отвердевания образует на поврежденной поверхности трубопровода 1 герметичное покрытие 7. Перед подачей в пространство между трубопроводом 1 и муфтой герметика производят герметизацию со стороны торцов муфты быстротвердеющей композицией, например эпоксидной смолой, 8.
Пример реализации способа.
В результате внутритрубной диагностики магистрального трубопровода Ду 1400х18 мм из стали марки Х70 выявлен дефектный участок. По нормативным требованиям указанный участок необходимо вырезать с последующей заменой катушки при полном опорожнении и продувке трубопровода. Поскольку трубопровод 1 нельзя вывести из эксплуатации, было принято решение усилить дефектный участок муфтой, устанавливаемой по предлагаемому способу на трубопроводе под давлением 3,9 МПа.
Поверхность дефектного участка трубопровода очищают от грязи и продуктов коррозии. На трубопровод 1 наматывают по обе стороны от дефектного участка по четыре витка проволоки 2 и 3 низкоуглеродистой стали св-08 диаметром 5 мм, при этом витки соединяют сварными прихватками. Проволоку перед намоткой отжигают в печи при температуре 890-950oС. На намотанную на трубопровод 1 проволоку 2 устанавливают разрезную муфту, состоящую из двух половин 3, 4 из стали 09Г2С (обладающей хорошей сваримостью с толщиной стенки 14 мм). Муфта устанавливалась на проволоку 2 с помощью крепежных соединений, позволяющих плотно обжать полуобечайки на проволоке и выполнить сварку штучными электродами типа Э50А продольных швов 7 с полным проваром.
Перед подачей герметика в пространство между трубопроводом 1 и муфтой производят герметизацию торцов муфты быстротвердеющей композицией, например эпоксидной смолой, 8.
После сварки в пространство между трубопроводом 1 и муфтой через ниппель 6 закачивают герметик на основе эпоксидной смолы. Воздух из полости удаляют через отверстия в верхней полумуфте. Для того, чтобы ускорить полимеризацию герметика, применяют подогрев газопламенным способом поверхности муфты до температуры 80-100oС.
Для качественного заполнения пространства между трубой 1 и муфтой герметиком ниппель 6 в верхней и нижней полумуфтах смещены относительно друг друга.
В таблице представлены результаты ряда исследований, связанных с применением указанного способа.
Результаты экспериментальной проверки показали, что способ обеспечивает полную герметизацию поврежденного участка трубопровода.
При нарушении требований к технологическому зазору между муфтой и трубопроводом (диаметру проволоки) для конкретной клеевой композиции с определенной вязкостью не обеспечивается качественное покрытие поврежденного участка трубопровода герметиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2374551C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И СВАРНАЯ МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285192C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2352855C1 |
| СПОСОБ ЛИКВИДАЦИИ ПОВРЕЖДЕНИЙ НА НЕФТЕПРОВОДАХ | 1990 |
|
RU2011106C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2008 |
|
RU2381409C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
Изобретение относится к строительству и используется при ремонте трубопроводов различного назначения. На дефектном участке трубопровода производят зачистку участка. Выполняют из проволоки технологические элементы - наматывают на трубопровод не менее 4 витков проволоки и соединяют витки между собой сварными прихватками. Наносят слой герметика на зачищенный участок, технологические элементы и устанавливают разрезную муфту на технологические элементы. Проволоку перед намоткой на трубопровод отжигают. Диаметр проволоки выбирают в зависимости от вязкости композиции герметика. Между муфтой и трубопроводом подают герметик. Повышает надежность высоконапорных трубопроводов. 4 з.п. ф-лы, 1 ил., 3 табл.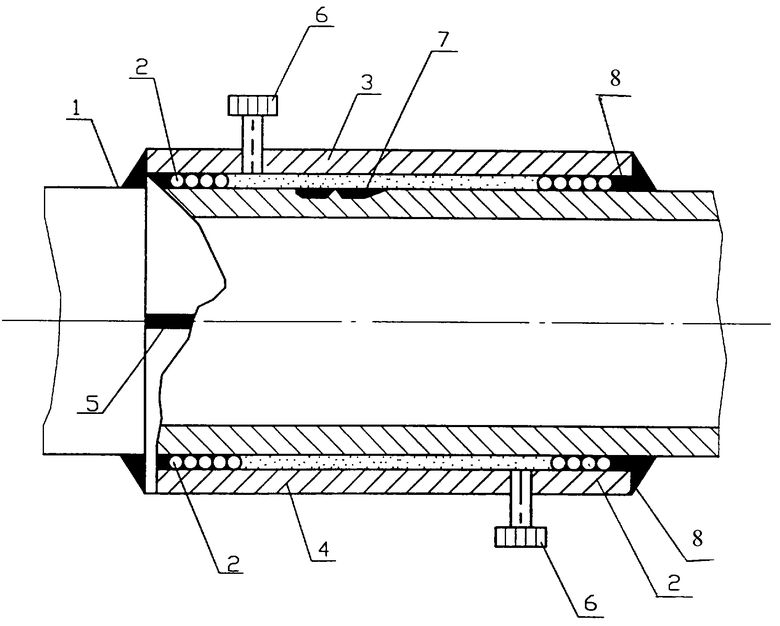
| РЕКЛАМА БРИТИШ ГАЗ "BRITISH GAS Р/С RIPLEY ROAD AMBERGATE", DERBYSHIRE, DE 562FZ | |||
| СПОСОБ РЕМОНТА ЛОКАЛЬНЫХ ПОВРЕЖДЕНИЙ ТРУБОПРОВОДОВ | 1993 |
|
RU2104439C1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| ХОЛОДНОЭМИССИОННЫЙ КАТОД И ПЛОСКИЙ ДИСПЛЕЙ | 2000 |
|
RU2210134C2 |
| Устройство для устранения течи трубопровода | 1986 |
|
SU1451422A1 |

