Изобретение относится к транспортированию нефтепродуктов и может быть использовано для ликвидации повреждений на нефтепроводах.
Известен способ ликвидации повреждений на нефтепроводах включающий использование разъемной муфты.
Недостатком данного способа является ограничение области его применения лишь для небольших повреждений малого диаметра трубопровода.
Известен способ ликвидации повреждения на нефтепроводах, включающий очистку наружной поверхности поврежденного места трубы, нанесение на него клеящей композиции и приклеивание изолирующего материала.
Недостатком известного способа являются низкие технологические возможности и качество ремонта.
Целью изобретения является - повышение качества ремонта и расширение технических возможностей. Указанная цель до- Ј стигается тем} что в способе ликвидации повреждений не нефтепроводах, включающем очистку наружной поверхности поврежденного места трубы, нанесение на нето клеящей композиции и приклеивание изолирующего материала, в качестве изолирующего материала используют пропитанную клеящей композицией плотно вязанную брезентовую ленту шириной аж л определяемой из соотношения:
4 00 4 vj Ю О
Обл. Отр
0,45-0,5
где DTp - наименьший диаметр ремонтируемой трубы, которую наматывают с нахлестом по винтовой линии с наклоном а} определяемым из соотношения:
tgg .rv 0,1 -0,13
Л
где t - ширина ленты без учета нахлеста, на расстоянии OK определяемом из соотношения:
«к
D
тр
2:1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИКВИДАЦИИ ПОВРЕЖДЕНИЙ НА НЕФТЕПРОВОДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2011107C1 |
| СПОСОБ ЛИКВИДАЦИИ ПОВРЕЖДЕНИЙ НА НЕФТЕПРОВОДАХ | 1990 |
|
RU2011106C1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| МНОГОСЛОЙНАЯ ЛЕНТА ДЛЯ УПРОЧНЕНИЯ ПУСТОТЕЛЫХ ИСПЫТЫВАЮЩИХ ДАВЛЕНИЕ КОРПУСОВ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ РЕМОНТА КОРПУСОВ С ИСПОЛЬЗОВАНИЕМ ЭТОЙ ЛЕНТЫ | 1993 |
|
RU2068526C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2008 |
|
RU2381409C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 2004 |
|
RU2286506C2 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| БЛОК ИСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2153620C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2006 |
|
RU2325316C1 |
Изобретение относится к транспортированию нефтепродуктов и может быть использовано для ликвидации повреждений на нефтепроводах. Цель изобретения - расширение технологических возможностей и повышение качества ремонта. Согласно данному способу поврежденное место обматывается сначала несколькими слоями пропитанной клеящей композицией брезентовой лентой, а затем - мягкой железной лентой. Данное техническое решение позволяет с высокой эффективностью производить ремонт участков трубопровода с широким диапазоном диаметров, прямолинейной и непрямолинейной формы и большой протяженности. 2 ил.
«к
Dip
1
до начала и после поврежденного места трубы, затем аналогичным образом осуществляют намотку второго и последующих слоев пропитанной также клеящей композицией брезентовой ленты, затем .верхний слой брезентовой ленты покрывают клеящей композицией и обматывают мягкой железной лентой шириной аж.л. определяемой из соотношения:
«Ж.Л.
Отр
0,15 -0,2
с плотным прикасанием краев ленты друг к другу, чего таким же образом наматывают второй и последующие ряды ленты.
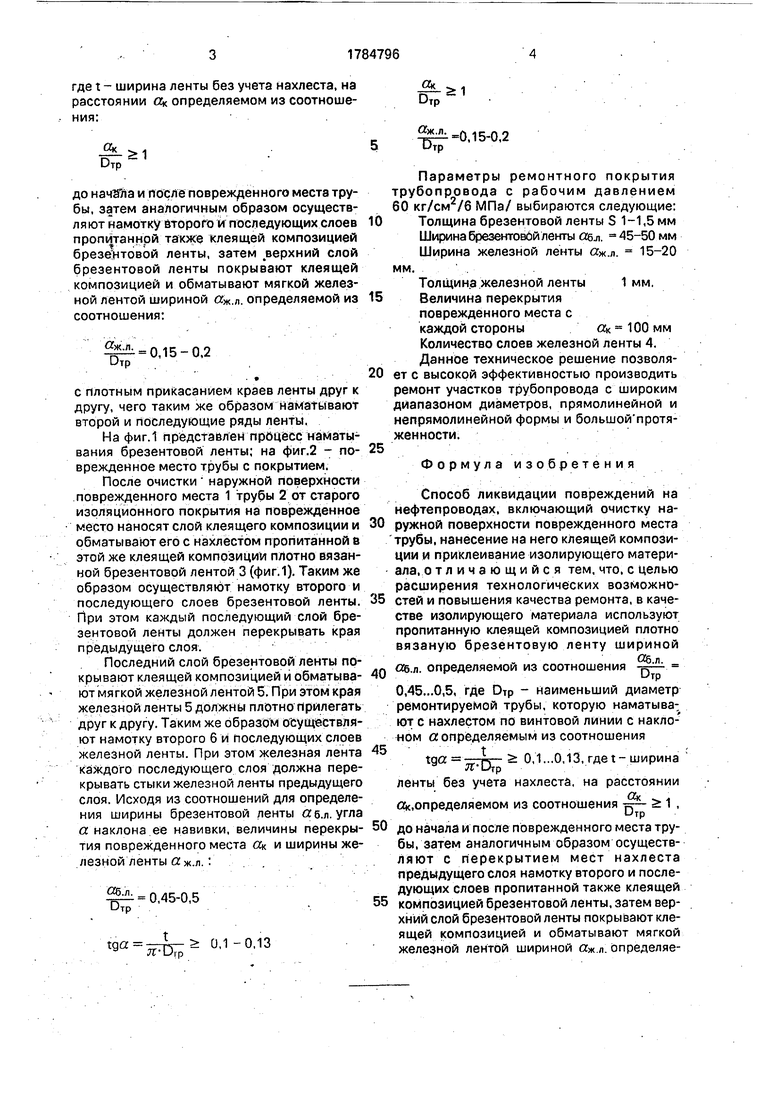
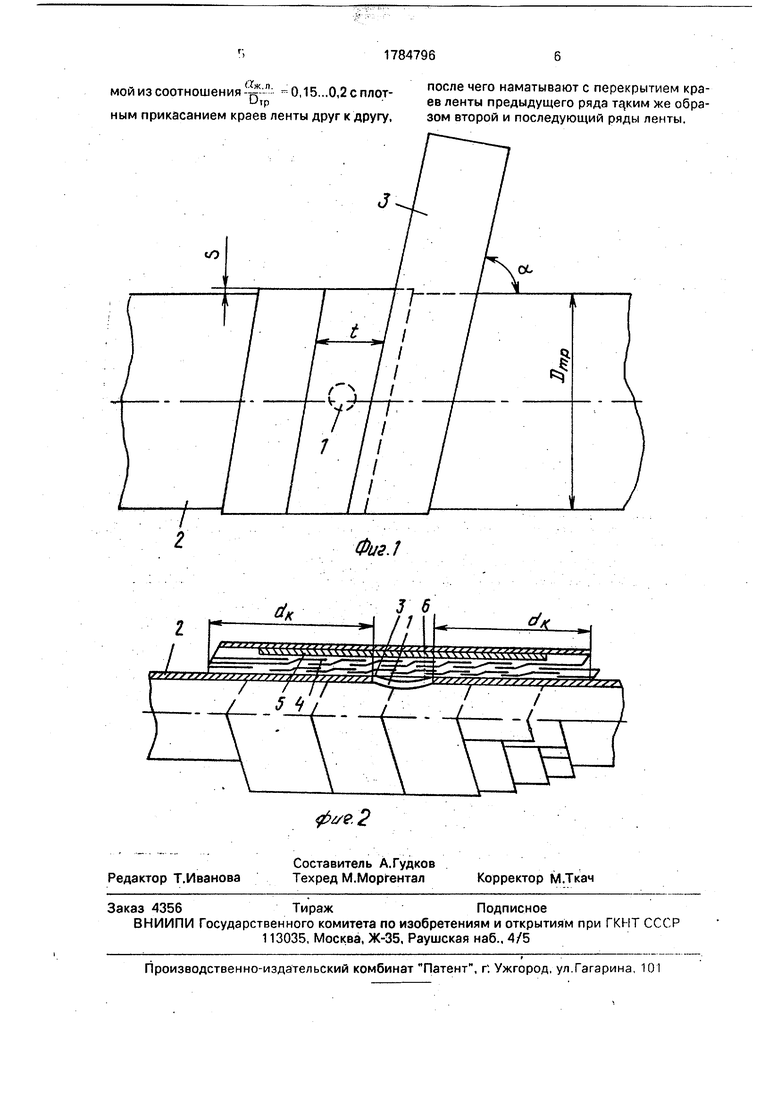
На фиг.1 представлен процесс наматывания брезентовой ленты; на фиг.2 - поврежденное место трубы с покрытием.
После очистки наружной поверхности поврежденного места 1 трубы 2 от старого изоляционного покрытия на поврежденное место наносят слой клеящего композиции и обматывают его с нахлестом пропитанной в этой же клеящей композиции плотно вязанной брезентовой лентой 3 (фиг.1). Таким же образом осуществляют намотку второго и последующего слоев брезентовой ленты. При этом каждый последующий слой брезентовой ленты должен перекрывать края предыдущего слоя.
Последний слой брезентовой ленты покрывают клеящей композицией и обматывают мягкой железной лентой 5. При этом края железной ленты 5 должны плотно прилегать друг к другу. Таким же образом осуществляют намотку второго 6 и последующих слоев железной ленты. При этом железная лента каждого последующего слоя должна перекрывать стыки железной ленты предыдущего слоя. Исходя из соотношений для определения ширины брезентовой ленты «б.л. угла а наклона ее навивки, величины перекрытия поврежденного места OK и ширины железной ленты «ж.л.:
Об.л.
D
тр
0,45-0,5
D °-1-° 13
«ж.л.
0,15-0,2
Параметры ремонтного покрытия
трубопровода с рабочим давлением
60 кг/см2/б МПа/ выбираются следующие:
Толщина брезентовой ленты S 1-1,5 мм
Ширина брезентовой ленты Ойл. 45-50 мм
Ширина железной ленты аж.л. 15-20
мм.
Толщина железной ленты 1 мм. Величина перекрытия поврежденного места с каждой стороныак-ЮОмм
Количество слоев железной ленты 4. Данное техническое решение позволя- ет с высокой эффективностью производить ремонт участков трубопровода с широким диапазоном диаметров, прямолинейной и непрямолинейной формы и болыиой протя- женности.
Формула изобретения
Способ ликвидации повреждений на нефтепроводах, включающий очистку наружной поверхности поврежденного места трубы, нанесение на него клеящей композиции и приклеивание изолирующего материала, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества ремонта, в качестве изолирующего материала используют пропитанную клеящей композицией плотно вязаную брезентовую ленту шириной
«6.Л. определяемой из соотношения -
0,45...0,5, где DTp - наименьший диаметр ремонтируемой трубы, которую наматыва-, ют с нахлестом по винтовой линии с наклоном «определяемым из соотношения
t
tQQ - 0,1...0,13, где t-ширина л.-игр
ленты без учета нахлеста, на расстоянии
Ох
«к.определяемом из соотношения 1 ,
Lap
до начала и после поврежденного места трубы, затем аналогичным образом осуществляют с перекрытием мест нахлеста предыдущего слоя намотку второго и последующих слоев пропитанной также клеящей
композицией брезентовой ленты, затем верхний слой брезентовой ленты покрывают клеящей композицией и обматывают мягкой железной лентой шириной аж л определявмой из соотношения-г л -0,15...0,2сплоть тр
ным прикасанием краев ленты друг к другу,
после чего наматывают с перекрытием краев ленты предыдущего ряда тдким же образом второй и последующий ряды ленты.
Фиг.1
J б
| Способ устранения течи трубопровода | 1985 |
|
SU1314179A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
