Изобретение относится к нефтяной промышленности, а именно технике ликвидации повреждений в сварочном стыке нефтепровода.
Известен способ ликвидации повреждений в сварном стыке трубопровода с помощью установки галтельного хомута на свинцовой или резиновой прокладке и последующей приварки его к трубопроводу (Ращепкин К. Е. , Овчинников И. С. и др. Обслуживание и ремонт линейной части магистральных нефте- и продуктопроводов. М. : Недра, 1969, с. 93). Недостатком способа является то, что применение его требует проведение огневых работ, что не безопасно.
Известен способ устранения течи трубопроводов путем очистки от грязи участка трубопровода с обеих сторон от дефекта, установки кляпа, грунтования места течи клеевой композицией, намотки на нее рулонного клинообразного изолирующего материала, с последующей обмоткой его на клею рядом веревки виток к витку и покрытием всего этого изолирующим материалом.
К недостаткам известного способа относится то, что за счет боковых щелей в рулонном материале, тем более, что клеящий материал наматывается на выступающий за пределы тела трубы сварной шов, возможны боковые пропуски, а в полевых условиях нефтепромыслов, где трубопровод находится под открытым небом и подвержен метео-, а также мехвоздействиям тракторного транспорта и тяжелых грузов, транспортируемых волоком, такой способ не приемлем. Кроме того, рулонный материал и веревка не могут компенсировать потерю прочности сварного шва, в случаях большого его нарушения и работы трубопровода на больших давлениях 10 МПа и более.
Целью предложенного способа является расширение эксплуатационной возможности ликвидации утечек и повышение герметичности и механической прочности изоляции.
Цель достигается тем, что в существующем способе, включающем очистку наружной поверхности поврежденного места трубопровода, нанесение на него клеящей композиции и приклеивание изолирующего материала, композиция наносится на поверхность трубы по ее длине не менее 120 мм с обеих сторон стыка, а на расстоянии 10-15 мм слева и справа от сварочного стыка трубу на клею плотно обматывают в два ряда мягкой железной или алюминиевой проволокой диаметром 2,5-3 мм, обхватывая тело трубы с обеих сторон стыка не менее 100 мм, при этом проволока второго ряда обмотки должна садится в углубление между проволокой первого ряда; затем сварочный стык и необмотанная часть трубы между проволочными обмотками на клею плотно обматывают веревочной обмоткой, пропитанной этим клеем, до уровня наружной поверхности второго ряда обмотки; после чего в целом обмотанное место на клею обматывают в два ряда такой же проволоки, при этом так же проволока последующего ряда должна садиться в углубление между проволокой предыдущего ряда обмотки. В зависимости от рабочего давления в нефтепроводе количество рядов проволочных обмоток, прекрывающих сварочный стык должно быть 2-4.
Сравнение предлагаемого решения не только с прототипом но и с другими техническими решениями не позволило выявить в них признаки, отличающие предлагаемое решение от прототипа, что позволило сделать вывод о соответствии критерию "существенные отличия".
На чертеже показаны часть нефтепровода со сварным стыком, металлические и веревочные обмотки.
Предлагаемый способ реализуется следующим образом.
После очистки наружной поверхности поврежденного места (сварочного стыка) 1 и трубы (минимум 120 мм с обеих сторон сварочного стыка) 2 от старого изоляционного покрытия на очищенное место наносят слой клеящей композиции; затем 10-15 мм влево и направо от сварочного стыка 1 трубу обматывают на клею в два ряда мягкой железной или алюминиевой проволокой 3 диаметром ⊘ 2,5-3 мм, плотно обхватывая тело трубы с обеих сторон стыка не менее чем на 100 мм по длине трубы. Затем сварочный стык и необмотанную часть трубы между проволочными обмотками плотно обматывают на клею веревочной обмоткой 4, пропитанной этим же клеем, до уровня наружной поверхности второго ряда обмотки; после чего в целом обмотанное место на клею обматывают в два ряда такой же проволокой 5, которыми перекрывают прежние обмотки и сварочный стык 6, при этом так же проволоку последующего ряда обмотки сажают в углубление между витками проволоки предыдущего ряда обмотки; при этом все пустоты и щели заполняют используемой клеящей композицией.
Предлагаемый способ представляется возможным использовать на нефтепромысловых трубопроводах высокого давления, подверженных метео- и мехвоздействиям. (56) Авторское свидетельство СССР N 1634940, кл. F 16 L 55/17, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИКВИДАЦИИ ПОВРЕЖДЕНИЙ НА НЕФТЕПРОВОДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2011107C1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| Способ ликвидации повреждений на нефтепроводах | 1990 |
|
SU1784796A1 |
| Устройство для сушки клеевого слоя при ремонте нефтепровода | 1990 |
|
SU1779871A1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПЕСКА В ЭКСПЛУАТАЦИОННОЙ СКВАЖИНЕ | 1991 |
|
RU2015308C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ПОДЗЕМНОГО ТРУБОПРОВОДА, ИСКЛЮЧАЮЩИЙ УСЛОВИЯ ВОЗНИКНОВЕНИЯ И ПРОТЕКАНИЯ КОРРОЗИОННЫХ ПРОЦЕССОВ, ОБЕСПЕЧИВАЮЩИЙ ПОИСК И ОБНАРУЖЕНИЕ УТЕЧЕК ПРИ ЭКСПЛУАТАЦИИ | 1998 |
|
RU2134836C1 |
| Способ испытания устройств локализации утечек гидропневмотрубопроводов и стенд для его осуществления | 1989 |
|
SU1756664A1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
Использование: нефтяная промышленость, а именно для ликвидации повреждений в сварочном стыке нефтепровода. Сущность изобретения: сбособ включает в себя очистку дефектного сварочного шва 1 и места 2 с обеих сторон от него, нанесение клеевой композиции с обеих сторон от него и приклеивание изолирующего материала. Новым является то, что на очищенную часть 2 наносят клеящую композицию на длине трубы не менее 120 мм с обеих сторон от сварного шва, и на нее наматывается в два ряда изолирующий материал в виде мягкой проволоки. Затем пространство между левыми и правыми рядами относительно шва 4 и сам шов обматывают веревочной обмоткой 4, пропитанной этой же клеящей композицией. После чего на клеящей композиции все вышеуказанное обматывают еще двумя рядами проволоки 2 - 2,5 мм - 5 сплошь. 1 ил.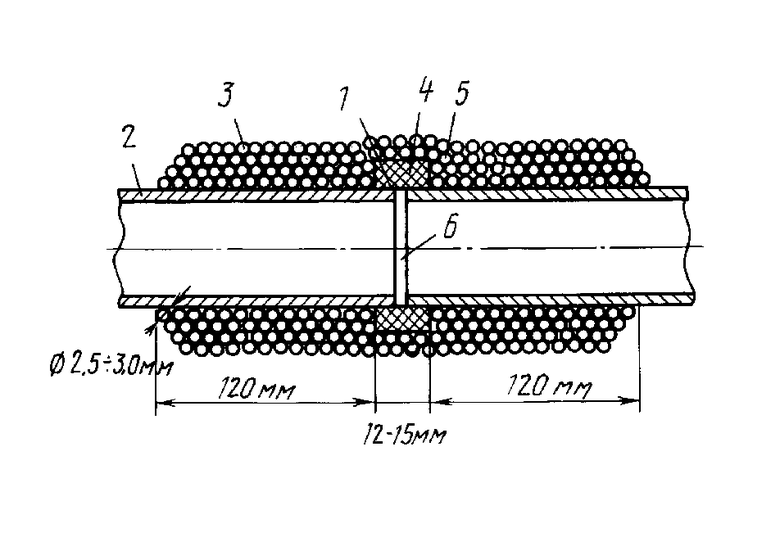
СПОСОБ ЛИКВИДАЦИИ ПОВРЕЖДЕНИЙ НА НЕФТЕПРОВОДАХ, включающий в себя очистку наружной поверхности поврежденного места, нанесение на него клеящей композиции и приклеивание изолирующего материала, отличающийся тем, что, с целью расширения эксплуатационной возможности ликвидации утечек и повышения герметичности и механической прочности изоляции, слой клеящей композиции наносят на очищенную поверхность не менее 120 мм с обеих сторон сварочного стыка, после этого 10 - 15 мм влево и вправо от сварочного стыка на клею трубу плотно обматывают два раза мягкой железной или алюминиевой проволокой диаметром 2,5 - 3 мм, охватывая тело по длине трубы не менее 100 мм, при этом проволоку второго ряда обмотки располагают в углубление между витками проволоки первого ряда, затем сварочный стык и необмотанную часть трубы между проволочными обмотками на клею плотно обматывают веревочной обмоткой, пропитанной этим же клеем, до уровня наружной поверхности второго ряда проволочной обмотки, после чего в целом обмотанное место на клею обматывают в два ряда такой же проволокой, которой перекрывают прежние обмотки и сварочный стык, при этом так же проволоку последующего ряда обмотки сажают в углубления между витками проволоки предыдущего ряда.
