Изобретение относится к деревообрабатывающей промышленности, в частности к производству сухим способом изделий из древесных частиц или волокон без органических связующих веществ, и может быть использовано при изготовлении плоских изделий, например лигно-углеводного древесного пластика.
Цель изобретения - устранение токсичности пластика и улучшение его физико-механических показателей.
П р и м е р 1. Производство лигноуглеводного древесного пластика осуществляют в следующей последовательности:
- измельченные древесные отходы объемом 2 м3 загружают в червячный питатель, где их спрессовывают в пробку и перемещают в парокамеру, куда подают перегретый пар давлением 0,2 мПа. В парокамере древесную массу увлажняют до содержания влаги 70% ;
- пропаренное сырье перемещают из парокамеры в шнековый пресс и продавливают через формирующую головку;
- сформированный ковер отводят в сторону прессующего устройства и направляют в дозатор между прижимными валками и обогреваемым барабаном. Прижимные валки создают давление 8,5 МПа.
В промежутке между прижимными валками ковер находится под давлением, создаваемым нажатием ленты. Горячий отпрессованный материал направляют в камеру воздушного охлаждения, где обдувают направленным воздушным потоком.
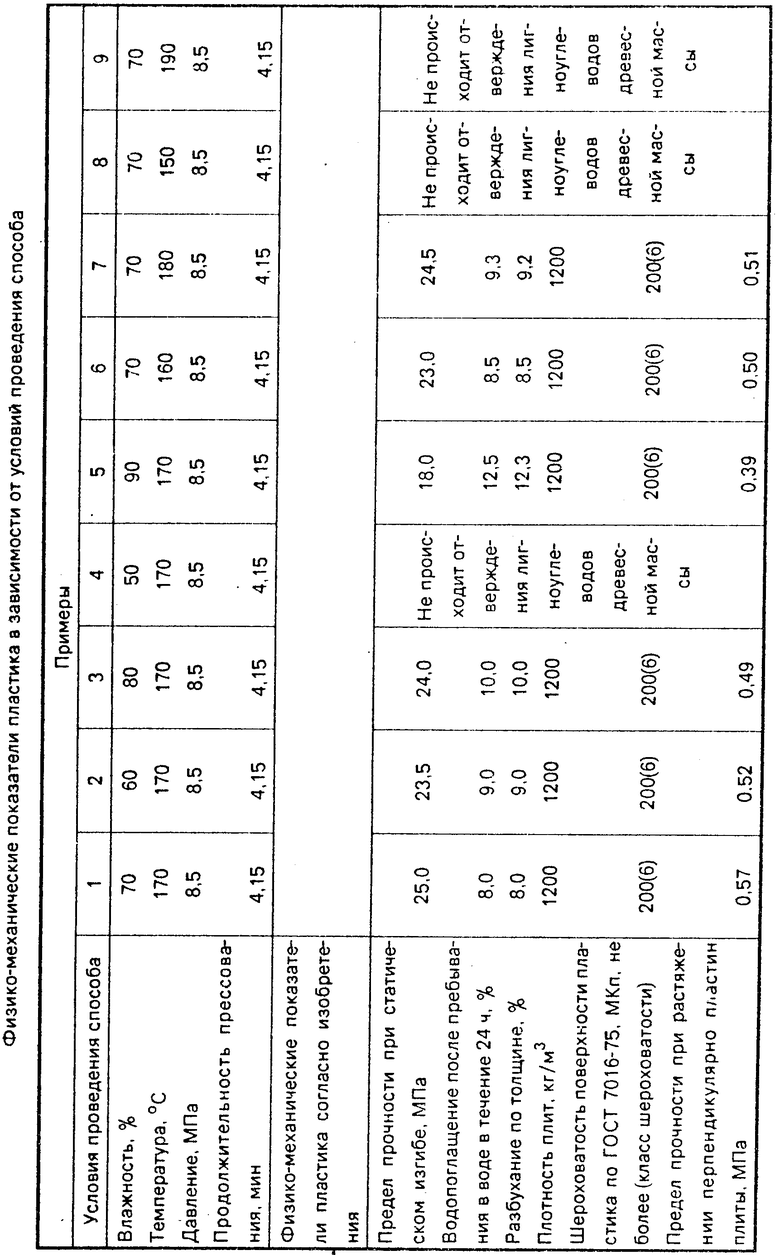
Аналогично примеру 1 получают лигно-углеводный древесный пластик при других оптимальных значениях технологических параметров и при выходе их за оптимальные пределы - влажности древесной массы, температуре и давлении горячего прессования:
влажность, % - 60, 80, 50, 90 - примеры N 2-5,
температура, оС - 160, 180, 150, 190 - примеры N 6-9,
давление, МПа - 7, 10, 6, 11 - примеры N 10-13.
Прокатанные партии лигно-углеводного пластика испытывают на показатели согласно ГОСТ 10632-89.
В таблице представлены значения физико-механических показаталей пластика.
Использование изобретения по сравнению с прототипом обеспечивает следующие преимущества:
- устранение токсичности древесного пластика;
- улучшение физико-механических показаталей, именно;
- предел прочности при статическом изгибе повышается в 1,3-1,4 раза;
- предел прочности при растяжении перпендикулярно пласти плиты в 1,2-1,5 раза;
- водопоглощение после пребывания в воде в течение 24 ч. снижается в 2,5-4 раза;
- разбухание по толщине снижается в 2,5-4 раза.
Кроме того, данный способ позволяет получить лигно-углеводный пластик неограниченной длины вследствие непрерывного изготовления его при прессовании между обогреваемым барабаном и стальными лентами и обеспечивает более однородную структуру пластика по сравнению с древесностружечными плитами вследствие охлаждения ковра сжатым воздухом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-МАССА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПЛИТНЫХ МАТЕРИАЛОВ НА ЕЕ ОСНОВЕ | 2008 |
|
RU2381244C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2013 |
|
RU2541323C1 |
| МАТЕРИАЛ СТРОИТЕЛЬНЫХ ПЛИТ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2038966C1 |
| Способ получения плитных материалов на основе растительного сырья и бифункциональных синтетических связующих | 2016 |
|
RU2694748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИГНОУГЛЕВОДНЫХ ДРЕВЕСНЫХ ПЛАСТИКОВ | 1992 |
|
RU2026176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛАСТИКОВ | 1991 |
|
RU2017594C1 |
| Способ получения плитных материалов на основе кавитированного растительного сырья и синтетических связующих | 2016 |
|
RU2656067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИГНОУГЛЕВОДНЫХ ДРЕВЕСНЫХ ПЛАСТИКОВ | 2001 |
|
RU2193481C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОКОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2598911C9 |
| ДРЕВЕСНАЯ ПЛИТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2245783C1 |

Использование: в деревообрабатывающей промышленности, в производстве сухим способом изделий из древесных частиц без органических связующих, для изготовления плоских изделий, например лигно-углеводного древесного пластика. Сущность изобретения: измельченные древесные отходы опрессовывают в пробку и перемещают в парокамеру, куда подают перегретый пар давлением 0,2 МПа и увлажняют древесные отходы до влажности 60 - 80% . Пропаренное сырье перемещают в шнековый пресс и продавливают через формующую головку. Сформированный ковер направляют в дозатор между прижимными валками и обогреваемым барабаном. Прижимные валки создают давлением 7 - 10 МПа. Прессование осуществляют при температуре 160 - 180С в течение 0,3 - 8 мин. Горячий отпрессованный материал направляют в камеру воздушного охлаждения, где обдувают направленным воздушным потоком. 1 табл.
СПОСОБ ПРОИЗВОДСТВА ЛИГНОУГЛЕВОДНОГО ДРЕВЕСНОГО ПЛАСТИКА, включающий формирование ковра из древесной массы и его горячее прессование, отличающийся тем, что, с целью устранения токсичности пластика и улучшения его физико-механических показателей, формирование ковра осуществляют из древесной массы влажностью 60 - 80% , а горячее прессование осуществляют при температуре 160 - 180oС и давлении 7 - 10 МПа в течение 0,3 - 8 мин.
