Изобретение относится к строительным материалам, а именно к изготовлению прессованных плит из одревесневшего сырья без внесения извне связывающих добавок, что обеспечивает экологическую чистоту техпроцесса изготовления плит и их использования.
Известен способ изготовления плит из водорастворимых частиц и карбамидоформальдегидной смолы путем измельчения сырья, сушки, смешивания сырья со смолой, формирования пакета с последующим прессованием и кондиционированием.
Известен способ изготовления древесно-стружечных плит путем сушки и уплотнения стружки, затем разрыхления и смешивания со связывающим веществом и последующими формированием стружечно-клеевого пакета, его подпрессовку и горячее прессование.
Наиболее близким техническим решением, принятым за прототип, является способ изготовления материалов для твердых плит, на основе сырья содержащего лигноуглеводные и полисахаридные химические соединения путем измельчания сырья, стабилизации его влажности сушкой его частиц, сухого формирования ковра, холодной подпрессовки и последующего горячего прессования.
Изобретение по сравнению с аналогами позволяет организовать экологически чистое производство, так как при этом исключаются извне вносимые связывающие вещества, а по сравнению с прототипом обеспечивает изготовление плит повышенной прочности.
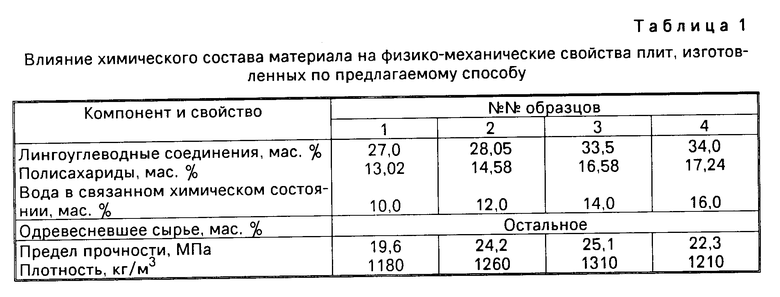
Указанный эффект достигается за счет того, что для образования связывающего в своем составе одревесневшее сырье содержит лигноуглеводные и полисахаридные химические соединения в следующих пропорциях, мас. Лигноуглеводные соединения 28,05.33,5 Полисахариды 14,58.16,58 Вода в связанном химическом состоя- нии 12,0.14,0 Одревесневшее сырье Остальное а при изготовлении плит измельчание сырья осуществляют до частиц размером менее 2 мм 60% остальное менее 3 мм, сушку частиц производят при температуре газового теплоносителя 170.180оС до средней влажности 12.14% ковер формируют равномерным слоем с отклонением плотности материала его образующего по всей площади не более 10% холодную подпрессовку выполняют при удельном давлении 2,0.2,5 МПа и продолжительностью 1.5 мин, горячее прессование проводят при 170.180оС и давлении 9-10 МПа продолжительностью из расчета 1 мин на 1 мм толщины готовой плиты с последующим охлаждением до 10-20оС и кондиционированием при комнатной температуре в течение 15-30 сут.
Плиты изготавливаются следующим образом.
Сырье, состав которого указан выше, подвергают измельчению и просеиванию через сито с отверстиями диаметром 3 мм, а из них 60% дополнительно через сито с отверстиями 2 мм, после чего частицы сушат продувкой горячего газа (воздуха) с температурой 170-180оС до величины влажности 12-14% При формировании ковра обеспечивают равномерность по фракционному составу, толщине и плотности, отклонения по площади ковра не более 10% Холодную подпрессовку осуществляют для уплотнения ковра, что обеспечивает проведение последующих операций со сформованной плитой. Холодную подпрессовку проводят при удельном давлении не менее 2,5 МПа продолжительностью 1-5 мин. Предварительно подпрессованную плиту прогревают при 170-180оС, а затем охлаждают под давлением 9-10 МПа до 18-20оС, после чего проводят обрезку плит по заданным размерам и укладывают плиты в штабеля для кондиционирования в камеры с влажностью 9-11% в течение 15-30 сут. Горячее прессование проводят в течение времени, определяемом из расчета 1 мин на 1 мл толщины готовой плиты.
Кондиционирование проводят в отапливаемом помещении, т.е. в диапазоне температур 16-26оС, т.е. при средней температуре проживания.
В данном случае материал приобретает указанную прочность вследствие правильного подбора сырья, отвечающего указанным диапазонам содержащихся в нем составляющих, т.е. указанные диапазоны наличия лигноуглеводных соединений, полисахаридов, воды в связанном состоянии и одревесневшего сырья в виде отходов лиственных и хвойных пород подбираются за счет использования соответствующего сырья в виде совокупности древесных частиц.
П р и м е р. Состав исходного сырья. Сосновые древесные частицы, химический анализ которых показал наличие следующих компонентов, мас. Лигноуглеводные соединения 25,03 Полисахариды 15,14 Вода в связанном химическом состоянии 13,0 Одревесневшее сырье (отходы лиственных и хвойных пород) Остальное
Изготовление плит следующее. Сырье, состав которого указан выше, подвергают измельчанию на дробилке ДМ-3 и просеиванию через сито с отверстиями диаметром 3 мм, а затем повторно измельчают на дробилке ДМ-1м и просеивают через сито с отверстиями диаметром 2 мм. При этом обеспечивается соотношение частиц: диаметром менее 2 мм 60% диаметром до 3 мм 40% Затем частицы подвергают сушке в сушильном барабане "Прогресс", продувкой газом с температурой 170оС до достижения влажности массы частиц в пределах 12.14% по всему объему. Из просушенных частиц на поддоне с нанесенным на нем тонким слоем талька сформирован ковер толщиной 65 мм с отклонением по плотности и толщине по всей площади (460 х х1100 мм) ковра до 10% После чего ковер подвергают холодной подпрессовке на гидравлическом прессе ЛВП давлением 2,5 МПа в течение 4 мин. Сформированный ковер подвергают прессованию в прессе Д7044 с давлением 9,5 МПа при температуре плиты 180оС и продолжительностью 10 мин. Затем пластик охлаждают водой в прессе под давлением до 25.30оС, причем в первые 5 мин скорость охлаждения была 4,5оС/мин, а в дальнейшем произвольная. Давление прессования снимается плавно.
По окончании процесса горячего прессования заготовку обрезают в размере 400 х 1000 мм на форматно-обрезном станке ЦТЗФ-1 и помещают в камеру кондиционирования при 20±2оС и относительной влажности 65±2% на 30 сут.
В результате получена строительная плита со следующими физико-механическими свойствами: Габариты, мм 400 х 1000 х 10 Предел проч- ности, МПа 28,4 Плотность, кг/м3 1150 Влажность, 8,9
По сравнению с известными способами при практически той же плотности плиты ее прочность возросла в среднем 9-16% в зависимости от диапазона составляющих материала плиты.
Одним из главных достоинств способа является то, что в качестве одревесневшего сырья используют отходы лиственных и хвойных пород, т.е. имеются предпосылки широкого использования отходов лесоперерабатывающего производства, которые раньше непроизводительно утилизировались.
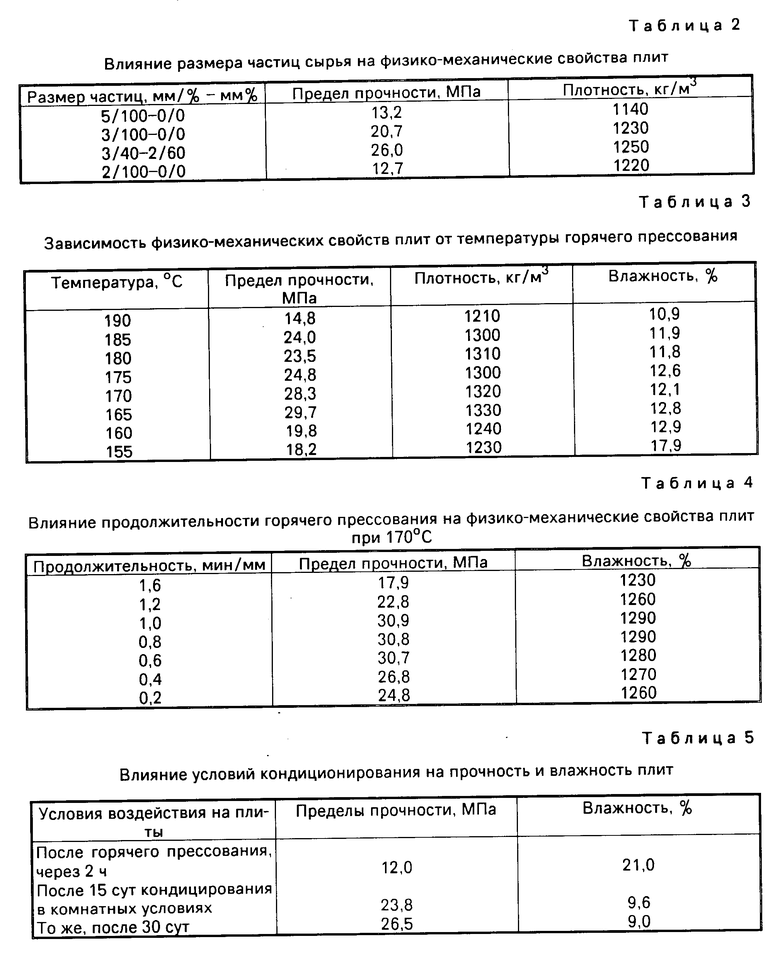
Для определения качества получаемых плит заявители провели испытания плит, созданных по данному способу и при соблюдении указанного состава, при этом определялись наиболее оптимальные границы реализации способа в зависимости от размера частиц, температуры горячего прессования и продолжительности прессования (см.табл.1-5).
Изготовленные из предлагаемого материала по вышеописанному способу плиты обеспечивают повышенную прочность порядка 20 МПа при статическом изгибе и экологичность производства и эксплуатации плит, что следует из описанного способа, при котором исключены внешние связующие вещества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛАСТИКОВ | 1991 |
|
RU2017594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИГНОУГЛЕВОДНЫХ ДРЕВЕСНЫХ ПЛАСТИКОВ | 1992 |
|
RU2026176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2001 |
|
RU2214329C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2013 |
|
RU2541323C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИГНОУГЛЕВОДНОГО ПЛАСТИКА ИЗ ДРЕВЕСНОГО ИЛИ РАСТИТЕЛЬНОГО СЫРЬЯ | 1992 |
|
RU2026180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИГНОУГЛЕВОДНЫХ ПЛАСТИКОВ ИЗ ГУЗАПАИ | 2002 |
|
RU2210495C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Способ изготовления древесно-волокнистых плит сухого формования | 1988 |
|
SU1516357A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОКОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2598911C9 |
Использование: изготовление прессованных плит из одревесневшего сырья. Сущность изобретения: сырье измельчают до размера частиц не более 3 мм, после чего сушат до влажности 12-14% при температуре теплоносителя 170-180°С. Ковер формируют с отклонением плотности не более 10% и холодную подпрессовку осуществляют при удельном давлении 2-2,5 МПа и продолжительностью 1-5 мин. Горячую подпрессовку осуществляют при удельном давлении 9-19 МПа и продолжительностью 1 мин/мм толщины готовой плиты с последующим охлаждением и кондиционированием 15-30 сут. Получаемый при этом материл плиты содержит, мас. лигноуглеводные соединения 28,5-33,5; полисахариды 14,58-16,58; вода в связанном состоянии 12-14; одревесневшее сырье остальное. 2 с.п. ф-лы, 5 табл.
Лигноуглеводные соединения 28,05 33,5
Полисахариды 14,58 16,58
Вода в связанном состоянии 12,0 14,0
Одревесневшее сырье по сухому остатку Остальное
2. Способ изготовления строительных плит, включающий измельчение древесного сырья, стабилизацию его влажности посредством сушки древесных частиц, сухое формирование ковра, холодную подпрессовку и последующее горячее прессование, отличающийся тем, что измельченное сырье с размером частиц менее 2 мм составляет 60% их общей массы, остальная часть которой состоит из частиц размером менее 3 мм, сушку частиц проводят при температуре газового теплоносителя 170-180oС до величины средней влажности частиц 12-14% ковер формируют с отклонением его плотности по его площади не более 10% холодную подпрессовку выполняют при удельном давлении 2-2,5 МПа и продолжительности 1-5 мин, горячее прессование проводят при температуре 170-180oС и удельном давлении 9-10 МПа продолжительностью из расчета 1 мин/мм толщины готовой плиты с последующим охлаждением до 18-20oС и кондиционированием при комнатной температуре в течение 15-30 сут.
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ ТИПА ТВЕРДЫХ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 0 |
|
SU352795A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
