Изобретение относится к области сварки пластмасс и может найти применение при производстве различных изделий в электротехнической, радиотехнической, приборостроительной и других отраслях народного хозяйства.
Известно устройство для ультразвуковой сварки полимерных материалов, содержащее сварочный узел и опору, выполненную в виде подвижно установленных в обойме элементов [1] .
Недостаток известного устройства заключается в том, что оно может быть использовано для сварки лишь плоских листов и пленок.
Наиболее близким по технической сущности к изобретению является устройство для ультразвуковой сварки корпусных деталей из термопластов, содержащее электроакустический преобразователь, волновод, привод сварочного давления и составной опорный узел, включающий нижний слой из эластичного материала и верхний слой в виде жесткого основания, высота которого равна 1/4 длины звуковой волны [2] .
Недостаток известного устройства заключается в том, что при увеличении эффективности воздействия ультразвуковых колебаний на термопласт, что имеет место при использовании активных опор, увеличивается и воздействие ультразвуковых колебаний на компоненты, размещенные в свариваемом изделии, что приводит к нарушению их функционального назначения, а следовательно, к браку сваренных изделий.
Целью изобретения является повышение качества сваренных изделий за счет снижения воздействия ультразвуковых колебаний на компоненты, размещенные внутри корпуса.
Указанная цель достигается тем, что в устройстве для ультразвуковой сварки корпусных деталей из термопластов, содержащем электроакустический преобразователь, волновод, привод сварочного давления и составной опорный узел, включающий нижний слой из эластичного материала и верхний слой в виде жесткого основания, высота, которого равна 1/4 длины звуковой волны, согласно изобретению, жесткое основание выполнено с отверстием, расположенным вне зоны сварки соосно волноводу, причем отверстие заполнено материалом с высоким коэффициентом затухания. Кроме того, высота слоя материала, размещенного в отверстии жесткого основания, больше высоты основания в зоне сварки на 1-5 мм.
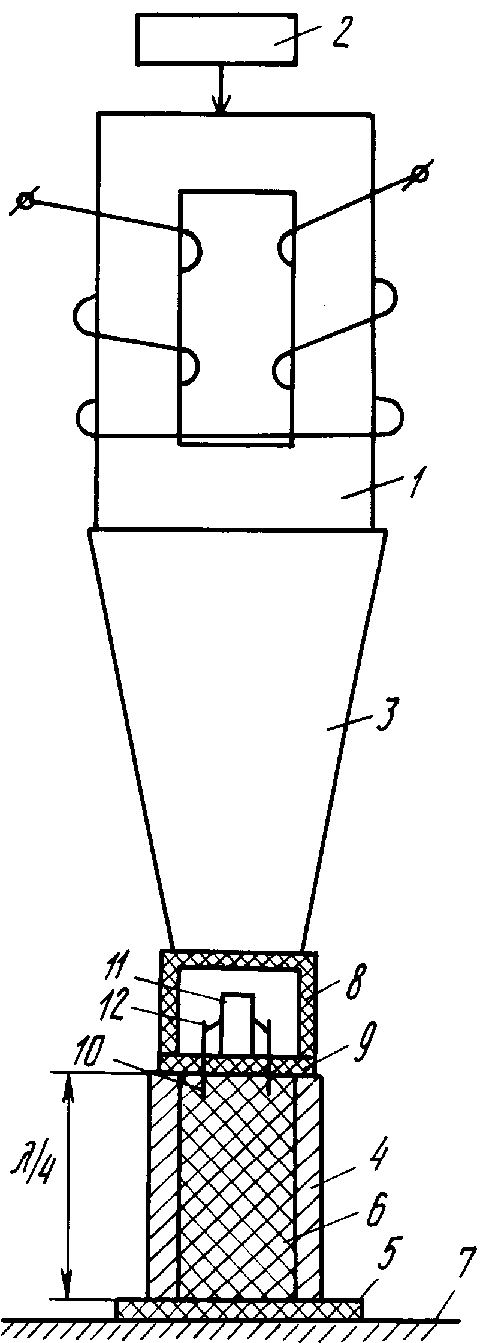
На чертеже изображена конструкция устройства для ультразвуковой сварки корпусных деталей.
Устройство для ультразвуковой сварки корпусных деталей из термопластов содержит электроакустический преобразователь 1, привод сварочного давления 2, волновод 3 и составной опорный узел, состоящий из двух слоев: верхнего 4 и нижнего 5. Нижний слой 5 выполнен из эластичного материала, а верхний слой 4 - в виде жесткого основания, высота которого равна 1/4 длины звуковой волны.
Жесткое основание выполнено с отверстием 6, расположенным вне зоны сварки соосно волноводу.
Отверстие 6 заполнено материалом с высоким коэффициентом затухания.
Нижний слой 5 закреплен на основании 7. Высота слоя материала, размещенного в отверстии 6 основания, больше высоты основания в зоне сварки (активной составляющей опорного узла) на 1-5 мм.
Тип материала для заполнения полостей определяется экспериментальным путем. В ряде случаев целесообразно между активной составляющей опорного узла и материалом, заполняющим полости, оставлять воздушный зазор для развязки активной составляющей опоры от пассивной.
В процессе испытаний было обнаружено, что целесообразно для лучшего акустического контакта с подложкой свариваемой детали внутреннее отверстие основания заполнять пористой резиной, причем она должна выступать на 1-5 мм.
Устройство работает следующим образом.
Между выходным торцом волновода и верхним слоем опоры размещают свариваемое изделие: корпус реле, состоящий из верхней крышки 8 и подложки 9, на которой размещены выводы 10 и катушка с контактами 11, 12.
Под воздействием привода 2 сварочного давления осуществляют акустический контакт выходного торца волновода 3 и крышки 8 реле, размещенного на опорном узле. С помощью электроакустического преобразователя 1, преобразующего энергию электрических колебаний ультразвуковой частоты в энергию механических колебаний, которая подается на корпус реле, осуществляется сварка крышки 8 реле с подложкой 9. Поскольку в опорном элементе выполнено отверстие 6, заполненное материалом с высоким коэффициентом затухания, то лишь в зоне сварки опора носит активный характер, т. е. только там происходит активное концентрирование энергии и образование сварного соединения, а в зоне размещения выводов 10 и контактов 11, 12 катушки реле механические колебания подавляются за счет контакта с пористой резиной и ликвидируются условия воздействия ультразвуковых колебаний на узлы и элементы реле 10, 11, 12.
Использование: изобретение относится к области сварки пластмасс и может найти применение при производстве различных изделий в электротехнической, радиотехнической, приборостроительной и других отраслях народного хозяйства для снижения воздействия ультразвуковых колебаний на компоненты, размещенные внутри корпуса. Сущность изобретения: в устройстве для ультразвуковой сварки корпусных деталей из термопластов жесткое основание выполнено с отверстием, расположенным вне зоны сварки соосно волноводу. Отверстие заполнено материалом с высоким коэффициентом затухания. Кроме того, высота слоя материала, размещенного в отверстии жесткого основания, больше высоты основания в зоне сварки на 1 - 5 мм. 1 з. п. ф-лы, 1 ил.
