Изобретение относится к -сварке, а именно к конструкции установки для сборки и сварки труб с заглушками используемой при производстве шнеков сельскохозяйственных машин на заводах сельскохозяйственного машиностроения .
Целью изобретения является повышение производительности.
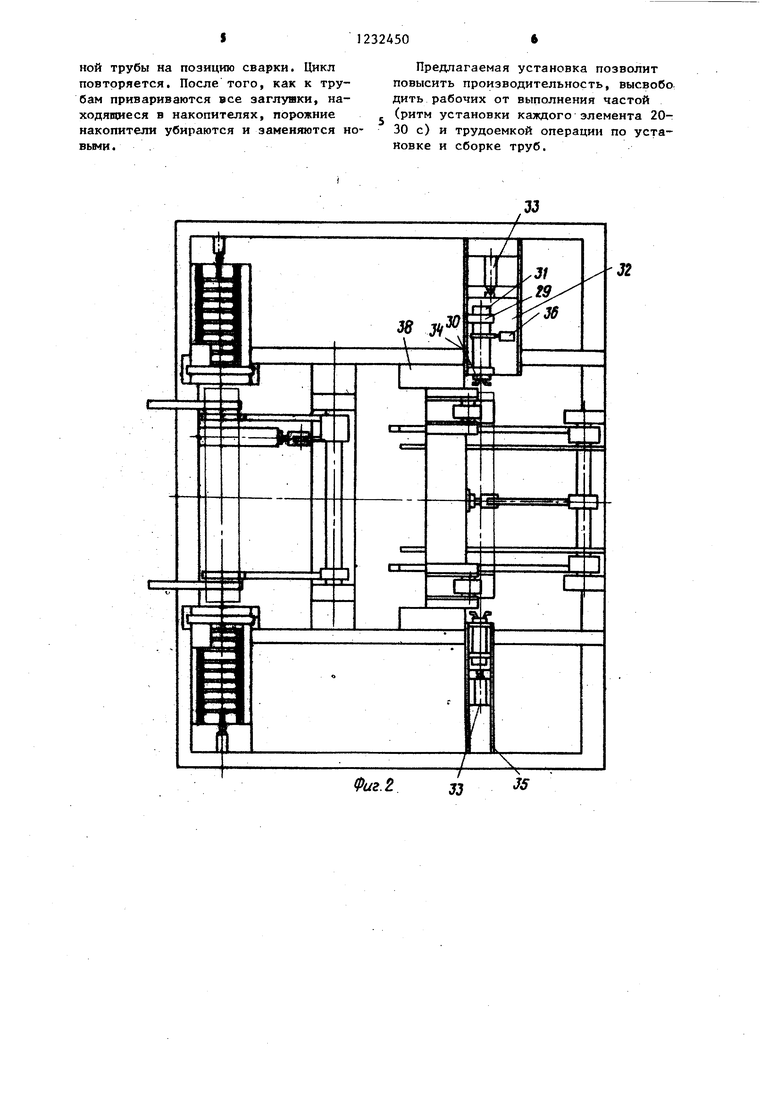
На фиг.1 показана предлагаемая установка, вид с торца; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-В на фиг.3.
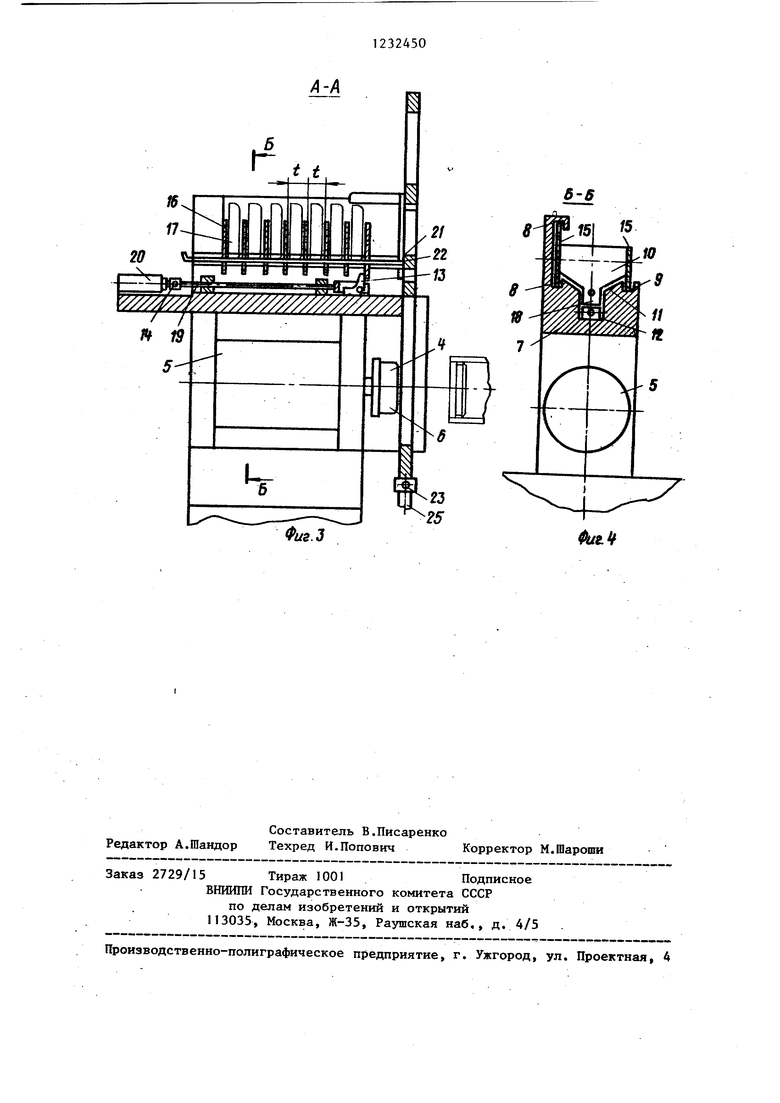
Установка состоит из станины 1, на которой помещены стационарные опоры 2 и скаты 3, служащие для установки подлежащих сборке труб. Вдоль оси опор (по разные стороны от торцов помещенной на них трубы) установлены пуансоны 4, слзгжащие для запрессовки заглушек в трубу. Пуансоны закреплены на штоках пневмоцилиндррв 5 и снабжены буртами 6, служащими упорами для торцов трубы. Над каждым пуансоном и его пневмоцилиндром 5 помещена направляющая 7. Направляющая выполнена с пазами 8 и 9 для установки и перемещения накопителей 10, призмой 1.1 , служащей опорой для образующих, перемещаемых по ней, расположенных в ячейках заглушек, и нишей 2, в которую помещается собачка 13 механизма 14 перемещения накопителя.
Накопитель 10 состоит из двух щек 5, установленных в пазах 8 и 9, и ряда поперечных перегородок 16, расположенных с шагом t и образукицих вместе со щеками корпус с рядом ячеек 17 для размещения заглушек. Расстояние между перегородками несколько (на 2-3 мм) больше, чем толщина помещенной в ячейку заглушки.
В нижней части каждая перегородка 16 имеет выступ 18, который входит в нишу 12 и служит упором для собач- ки 3.
Собачка 13 шарнирно закреплена на штоке 19 пневмопривода 20 механизма 14 перемещения накопителя (привода подачи заглзтпек). Нижним концом собачка 13 опирается на нишу 12, а верхним упирается в выступ 18 накопителя. Нижняя часть собачки 13 имеет значительно большую массу, чем верхняя, поэтому она всегда стремится занять такое положение, когда Шскняя
часть опирается на нишу (положение, показанное на чертеже).
В нижней части перегородок 16 имеются соосные отверстия 21, в которых помещается штырь 22, служащий для удержания заглушек в накопителе при транспортировке вне установки. Перед каждым пуансоном помещен механизм 23 подъема, служащий для передачи за
глушки из накопителя к пуансону.
Механизм подъема включает в себя пневмопривод 24 со штоком 25, на котором закреплена перемещакицаяся в направляющих подъемная рамка 26 (от- секатель) с установленным на ней верхним 27 и нижним 28 фиксаторами, выполненными, например, в виде призм или части окружности, охватывающих заглушки по части периметра соответ- ственно сверху и снизу таким образом, что в верхнем положении рамки установленная в фиксаторах заглушка соос- на заглушкам, помещенным в накопителе и опирающимся на призму 1i направ- лякяцей 7. Рамка 26 выполнена таким образом, что накопитель с заглушками свободно проходит внутри ее (как между боковьпии сторонами, так и между фиксаторами 27 и 28). Кроме того, толщина рамки несколько меньше (на 2-5 мм), чем расстояние между перегородками накопителя 16, что позволяет фиксаторам 27 и 28 свободно проходить между ними.
Помещенные на станине 1 стационарные опоры 2, пуансоны 3 с пневмоприводами, направляияцие 8, механизмы перемещения накопителей 10 и механизмы 23 подъема составляют вместе позицию сборки установки.
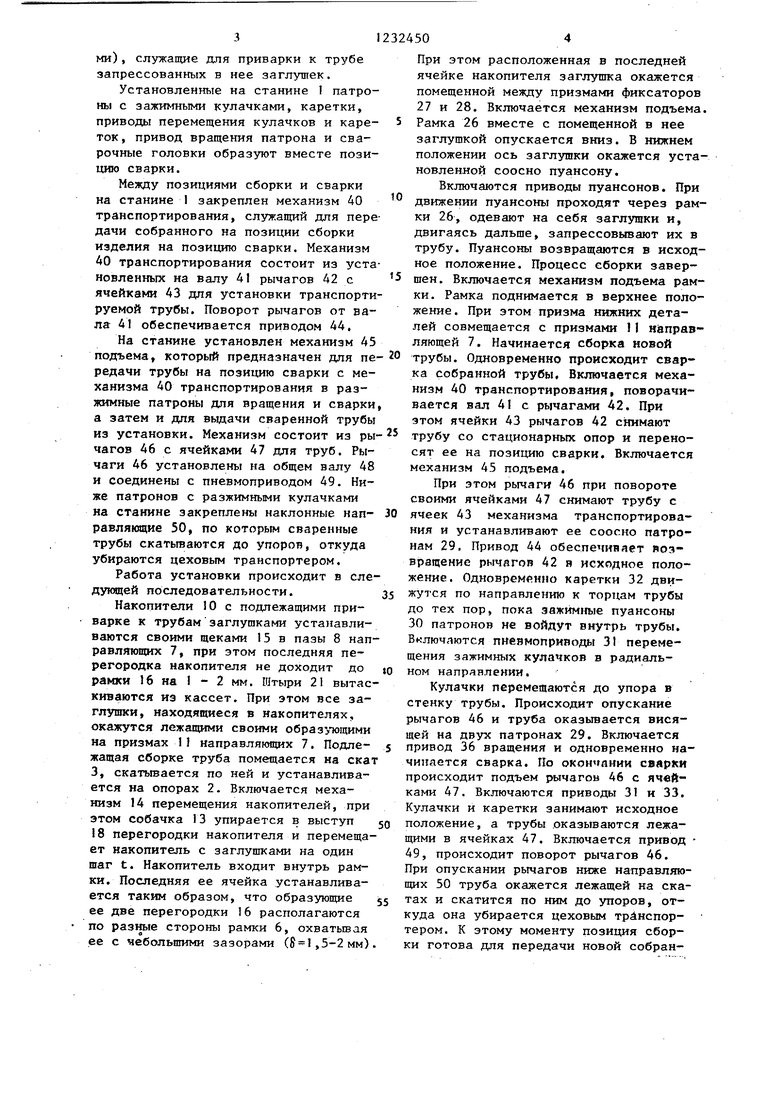
Параллельно пуансонам соосно уста- новлеШ) патроны 29 с зажимными кулачками 30, перемещающимися в радиальном направлении при помощи пневмопри- вода 31. Патроны установлены на каретках 32, которые могут перемещаться вдоль своей оси при помощи пневмопривода 33 по направляющим 34 и 35. На одной из кареток 32 расположен привод 36, обеспечивающий вращение патрона, а вместе с ним установленной на двух соосных патронах трубы с запрессованными в нее элементами. На поперечной балке 37, установлен- ной на стойках 38, закрепленных на станине 1, помещеш.) сварочные головки 39 (расположенные над осью, соединяющей патроны с зажимными кулачками), служащие для приварки к трубе запрессованных в нее заглушек.
Установленные на станине I патроны с зажимными кулачками, каретки, приводы перемещения кулачков и кареток, привод вращения патрона и сварочные головки образуют вместе позицию сварки.
Между позициями сборки и сварки на станине 1 закреплен механизм 40 транспортирования, служащий для передачи собранного на позиции сборки изделия на позицию сварки. Механизм 40 транспортирования состоит из установленных на валу 41 рычагов 42 с ячейками 43 для установки транспортируемой трубы. Поворот рычагов от вала 41 обеспечивается приводом 44.
На станине установлен механизм 45
10
t5
При этом расположенная в последней ячейке накопителя заглушка окажется помещенной между призмами фиксаторов 27 и 28. Включается механизм подъема Рамка 26 вместе с помещенной в нее заглушкой опускается вниз. В нижнем положении ось заглзппки окажется установленной соосно пуансону.
Включаются приводы пуансонов. При движении пуансоны проходят через рамки 26, одевают на себя заглушки и, двигаясь дальше, запрессовывают их в трубу. Пуансоны возвращаются в исходное положение. Процесс сборки завершен. Включается механизм подъема рамки. Рамка поднимается в верхнее положение. При 3том призма нижних деталей совмещается с призмами I HianpaB- ляющей 7. Начинается сборка новой
подъема, который предназначен для пе-20 трубы. Одновременно происходит свар
редачи трубы на позицию сварки с механизма 40 транспортирования в разжимные патроны дпя вращения и сварки а затем и для вьщачи сваренной трубы из установки. Механизм состоит из рычагов 46 с ячейками 47 для труб. Рычаги 46 установлены на общем валу 48 и соединены с пневмоприводом 49. Ниже патронов с разжимными кулачками на станине закреплены наклонные нап- равляющие 50, по которым сваренные трубы скатьтаются до упоров, откуда убираются цеховым транспортером.
Работа установки происходит в следующей последовательности.
Накопители 10 с подлежащими приварке к трубам заглушками устанавливаются своими щеками 15 в пазы 8 направляющих 7, при этом последняя перегородка накопителя не доходит до рамки 16 на - 2 мм. Штыри 21 вытаскиваются из кассет. При этом все заглушки, находящиеся в накопителях, окажутся лежащими своими образующими на призмах II направляющих 7. Подле- жащая сборке труба помещается на скат 3, скатьгоается по ней и устанавливается на опорах 2. Включается механизм 14 перемещения накопителей, при этом собачка 13 упирается в выступ 18 перегородки накопителя и перемещает накопитель с заглушками на один шаг t. Накопитель входит внутрь рамки. Последняя ее ячейка устанавливается таким образом, что образующие ее две перегородки 16 располагаются по разные стороны рамки 6, охватьшая ее с чебольшими зазорами (5 1,5-2 мм)
При этом расположенная в последней ячейке накопителя заглушка окажется помещенной между призмами фиксаторов 27 и 28. Включается механизм подъема. Рамка 26 вместе с помещенной в нее заглушкой опускается вниз. В нижнем положении ось заглзппки окажется установленной соосно пуансону.
Включаются приводы пуансонов. При движении пуансоны проходят через рамки 26, одевают на себя заглушки и, двигаясь дальше, запрессовывают их в трубу. Пуансоны возвращаются в исходное положение. Процесс сборки завершен. Включается механизм подъема рамки. Рамка поднимается в верхнее положение. При 3том призма нижних деталей совмещается с призмами I HianpaB- ляющей 7. Начинается сборка новой
ка собранной трубы. Включается механизм 40 транспортирования, поворачивается вал 41 с рычагами А2. При этом ячейки 43 рычагов 42 снимают трубу со стационарных опор и переносят ее на позицию сварки. Включается механизм 45 подъема,
При этом рычаги 46 при повороте своими ячейками 47 снимают трубу с ячеек 43 механизма транспортирования и устанавливают ее соосно патронам 29, Привод 44 обеспечивает возвращение рычагов 42 я исходное положение. Одновременно каретки 32 движутся по направлению к торцам трубы до тех пор, пока зажимные пуансоны 30 патронов не войдут внутрь трубы, Включаются пневмоприводы 31 перемещения зажимных кулачков в радиальном направлении.
Кулачки перемещаются до упора в стенку трубы. Происходит опускание рычагов 46 и труба оказывается висящей на двух патронах 29, Включается привод 36 вращения и одновременно начинается сварка. По окончании свирки происходит подъем рычагов 46 с ячейками 47. Включаются приводы 31 и 33. Кулачки и каретки занимают исходное положение, а трубы .оказываются лежащими в ячейках 47. Включается привод 49, происходит поворот рычагов 46. При опускании рычагов ниже направляющих 50 труба окажется лежащей на скатах и скатится по ним до упоров, откуда она убирается цеховым трАнспор- тером. К этому моменту позиция сборки готова для передачи новой собранной трубы на позицию сварки. Цикл повторяется. После того, как к трубам привариваются все заглушки, находящиеся в накопителях, порожние накопители убираются и заменяются но- вьми.
Предлагаемая установка позволит повысить производительность, высвобо дить рабочих от выполнения частой (ритм установки каждого элемента 20- 30 с) и трудоемкой операции по установке и сборке труб.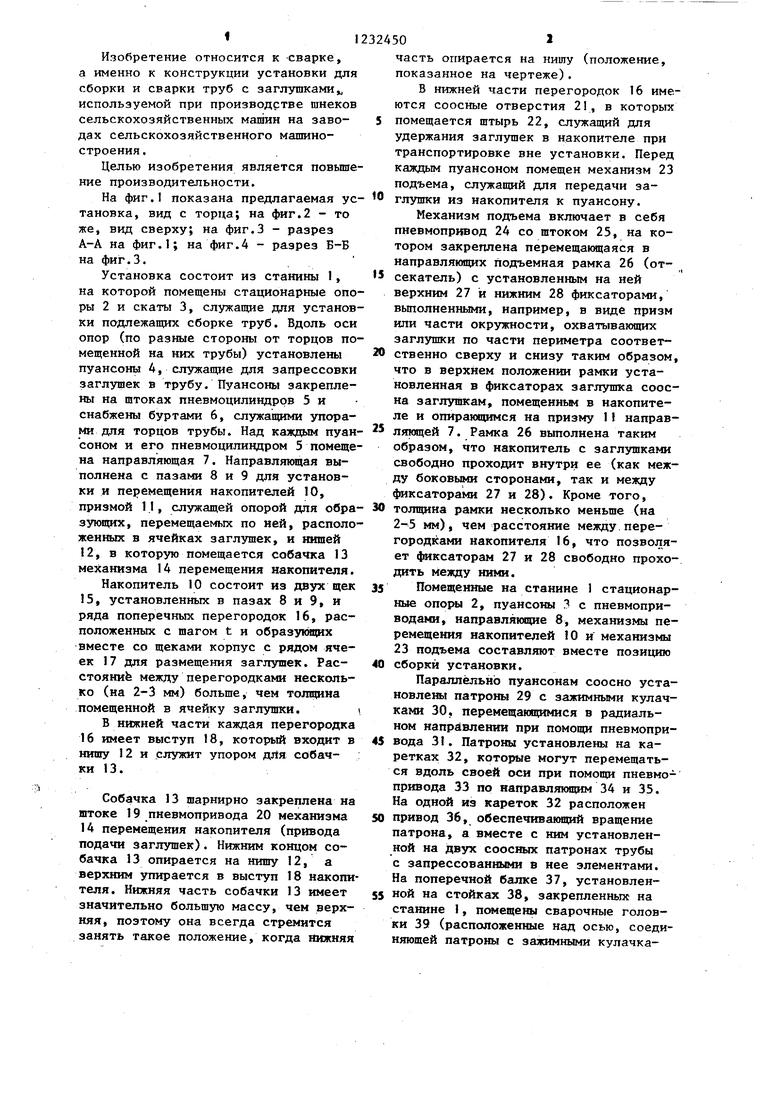
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для изготовления трубчатых деталей из полимерных материалов | 1988 |
|
SU1569248A1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |

A-f(
Фиг.З
6-6
15
10
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
