Изобретение относится к электрифицированному транспорту, в частности к ремонту контактной сети.
В настоящее время контактные провода электрифицированных железных дорог при износе более чем на 25% от номинального сечения снимаются с опор и заменяются новыми, изготовленными из электротехнической меди, являющейся дефицитным материалом, и имеющими в поперечном сечении сложную конфигурацию, что обусловливает их высокую стоимость.
Предлагается способ продления срока эксплуатации контактных проводов, заключающийся в восстановлении рабочего сечения выработавших ресурсов контактных проводов путем высокотемпературного соединения пайкой двух снятых с опор проводов с последующим обжатием и упрочнением.
Известен способ увеличения сечения контактных проводов в месте износа путем монтажа параллельного шунта или же заменой отрезка изношенного провода на новый как временная мера для небольшого числа участков, при увеличении которых провод заменяется полностью на новый цельный.
Известен также способ повторного использования изношенных контактных проводов, заключающийся в том, что в снятом с опор проводе выявляют локальные дефекты, которые устраняют наплавкой провода, который затем защищают до нормального профиля. Реально оценивая малую эффективность этого известного способа сами рекомендуют использовать восстановленный провод только на боковых путях и малодеятельных участках с небольшими (до 60 км/ч) скоростями движения поездов.
Наиболее близкими по технической сущности заявляемому является способ восстановления контактного провода, принятый в качестве прототипа, заключающийся в напылении металла необходимого состава и толщины на контактный провод, который разворачивает без его демонтажа опор 180о относительно рабочего положения для того, чтобы можно было осуществлять напыление сверху.
Этот способ может быть достаточно производительным и качественным, так как технология его осуществления предполагается в полевых условиях над контактным проводом при движении поездов, в том числе и по пути, над которым производится работа по восстановлению контактного провода.
Цель изобретения - повышение качества восстановления нормального профиля и сечения контактного провода.
Указанная цель достигается тем, что в качестве заполнителя, вводимого в изношенные места контактного провода, используют другой изношенный контактный провод. При этом фрезеpуют поврежденные поверхности обоих контактных проводов до получения плоскостей, затем покрывают отфрезерованные плоскости высокотемпературным самофлюсирующим припоем, поворачивают провода зачищенными поверхностями друг к другу, спаивают их путем одновременного с нагревом прижатия, производят пластичную деформацию образованного монолита до получения стандартного профиля, после охлаждения калибруют, корректируют пространственное положение и упрочняют механическим наклепом.
Отличительными признаками заявляемого способа от прототипа являются: используют два изношенных провода для получения одного исправного; провода соединяют между собой прилегающими поверхностями вдоль всей их длины, например пайкой, формируют нагретый провод в соответствии с требуемой конфигурацией поперечного сечения; контролируют качество пайки и обжатия и получают восстановленный монолитный провод нормального сечения.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Сравнение заявляемого решения с другими техническими решениями показывает, что известен способ производства сталеалюминиевого троллейного провода, стальная часть которого завальцовывается, прокатывается до придания проводу окончательного профиля при температуре припоя.
Однако известный способ предусматривает использование жесткой стальной заготовки уже с определенным профилем заводского изготовления, и завальцовка нужна только для придания окончательного профиля посредством воздействия на более мягкий материал-алюминий при температуре 350 - 400о в процессе припайки последнего к стальному проводу.
В предлагаемом способе используют провода с нарушенной конфигурацией профиля с участками разной изношенности, и поэтому спаренная конструкция нуждается в полном восстановлении профиля прокаткой образованного монолита, длина которого тоже возрастает на 30 - 50% по сравнению с длиной используемой пары.
Таким образом, заявляемый способ соответствует критерию изобретения "существенный отличия".
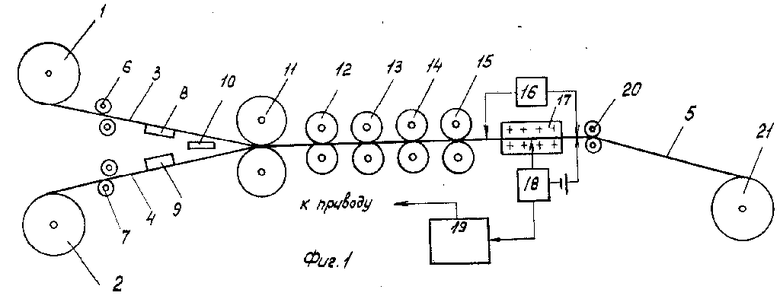
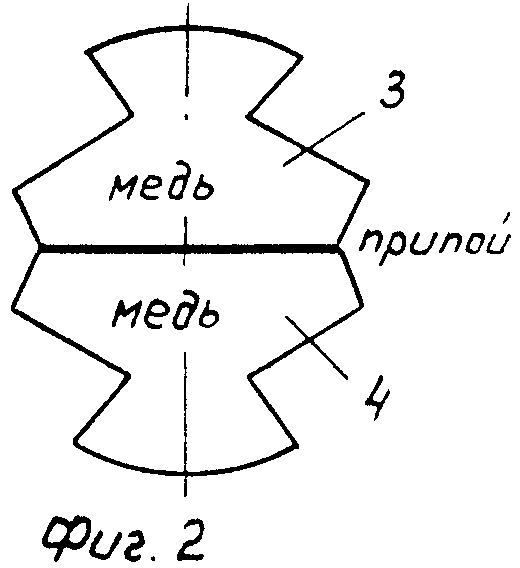
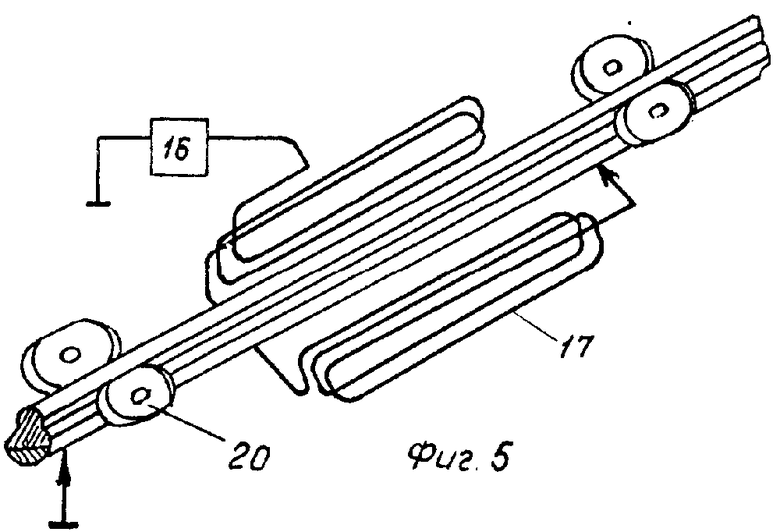
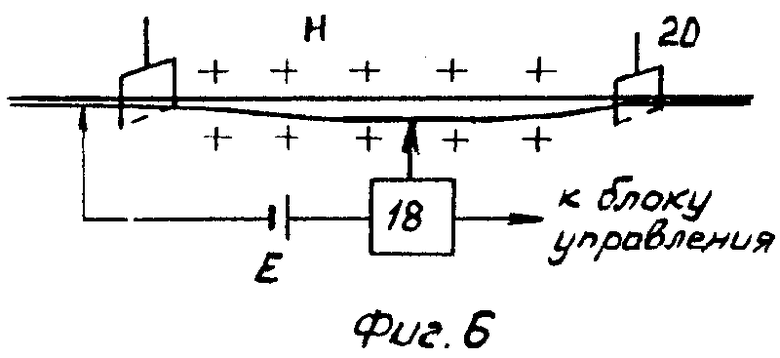
На фиг. 1 схематически изображено устройство для осуществления предлагаемого способа; на фиг. 2 - поперечное сечение спаянных проводов при 25% -ном износе каждого; на фиг. 3 - отформированный контактный провод в соответствии с маркой МФ, БрФ; на фиг. 4 - отформированный контактный фасонный обвальный провод в соответствии с маркой МФО, Бр ФО; на фиг. 5 - электрическая схема контрольного приспособления; на фиг. 6 - принцип работы датчика контрольного приспособления.
Устройство для восстановления контактного провода, содержит приспособления для закрепления концов изношенного контактного провода, узел заполнения изношенных мест и газоплазменную горелку. Крепежные приспособления выполнены в виде разматывающего и наматывающего барабанов, а узел заполнения - в виде дополнительного разматывающего барабана с другим изношенным контактным проводом, закрепленным вторым концом на наматывающем барабане. За обоими разматывающими барабанами по мере приближения к наматывающему барабану последовательно размещены: фиксирующие ролики для каждого из соединяемых проводов, установленные с возможностью поворота сматываемых контактных проводов изношенными поверхностями друг к другу, фрезерные головки, предназначенные для зачистки изношенных поверхностей, узел нанесения припоя на зачищенные поверхности, нагрузочная роликовая клеть с расположенной внутри ее газопламенной горелкой, рольганги формирования заданного профиля контактного провода, корректировки его пространственного положения, калибровки и поверхностного упрочнения, контрольный узел для испытания прочности соединения компонентов восстановленного контактного провода и ролики, фиксирующие восстановленный провод. Контрольный узел включает в себя источник электрического тока, установленный с возможностью контактирования полюсов с участком восстановленного контактного провода, соленоид, катушки которого размещены по обеим сторонам восстановленного контактного провода, и контактный датчик расслоения, выход которого соединен с блокирующими входами приводов составных элементов.
Устройство для осуществления способа восстановления изношенного контактного провода содержит барабаны 1 и 2, на которые намотаны изношенные контактные провода 3 и 4, предназначенные для образования из них общего восстановленного контактного провода 5. На пути соединяемых проводов 3 и 4 установлены фиксирующие ролики 6 и 7, фрезерные головки 8 и 9 для подготовки сработанных поверхностей. Эти поверхности затем должны быть обращены друг к другу в качестве объектов для воздействия припоя с помощью приспособления 10. Роликовая клеть 11 предназначена для сжатия, нагрева и пайки при образовании монолитного провода 5 из двух проводов 3 и 4 с подготовленными поверхностями для пайки. Затем в последовательном порядке по направлению движения монолитного провода установлены рольганги 12 и 13 для формирования профиля контактного провода 5, рольганг 14 для корректировки пространственного положения провода вследствие удлинения провода при его раскатке рольгангами 12 и 3, рольганг 15 для окончательного формирования профиля контактного провода и его поверхностного упрочнения. На выходе устройства смонтировано контрольное приспособление, состоящее из источника 16 электрического тока, соленоида 17 и контрольного датчика 18 для выявления дефектных участков, т. е. слабого соединения исходных проводов 3 и 4. Выход контактного датчика 18 связан с блоком 19 управления работой приводами (на чертеже не изображены) устройства. Ролики 20 являются фиксирующими, а барабан 21 предназначен для намотки восстановленного провода 5.
Восстановление контактного провода из двух изношенных, которые сняты с опор вследствие уменьшения их поперечного сечения более чем на 25% , осуществляется на устройстве в следующей последовательности технологического процесса.
Концы намотанных на барабаны 1 и 2 проводов 3 и 4 вставляют в фиксирующие ролики 6 и 7 так, чтобы их стертые рабочие поверхности были обращены друг к другу. Это положение проводов ролики 6 и 7 удерживают до конца сматывания с барабанов 1 и 2. С помощью фрезерных головок 8 и 9 осуществляют зачистку соединяемых поверхностей до образования плоскостей, на одну из которых наносят посредством приспособления 10 самофлюсующийся припой, например на медно-фосфористой основе типа ПМФ7 или ПМФ9, в виде порошка или пасты. Для равномерности покрытия поверхность нижнего провода 4 удерживается в горизонтальной плоскости до осуществления контакта с зачищенной поверхностью второго провода в роликовой клети 11. После этого нагревают обе контактирующие поверхности до температуры 850 - 900оС при действии прижимающего усилия величиной 10 - 50 кг/см2 для высокотемпературного соединения поверхностей проводов 3 и 4 припоем. Нагревают соединяемые провода пропусканием через область соединения электрический ток или воздействием пламени газопламенной горелки, смонтированной внутри роликовой клети 11.
Нагретый монолит провода обжимают рольгангами 12 и 3, осуществляющими пластичное формирование стандартного профиля, например марки МФ или МФО, Бр ФО, в зависимости от настройки рольгангов. На фиг. 3 и 4 изображены стандартные профили и пунктирными линиями - излишек материала, который используют не только для формирования но и удлинения провода 5 в процессе формовки до 50% . Практически из-за сверхнормативного износа контактных проводов этот излишек имеет меньшее значение, но на формировании профиля не отражается.
С помощью рольганга 14 корректируют автоматически положение удлинившегося провода 5 и осуществляют окончательное (калибровочное) формирование профиля и поверхностный наклеп рольгангом 15.
Сформированный провод 5 охлаждают и подвергают контролю на качество соединения пайкой, для чего фиксируют отрезки проводов за его верхний фигурный выступ в двух точках в момент движения проверяемого отрезка через соленоид 17 и пропускают электрический ток через провод и соленоид. Благодаря взаимодействию магнитных полей провода и электромагнита (соленоида) возникает сила, расщепляющая провод 5 и, если пайка окажется некачественной, то отслоившийся участок заденет контактный датчик 18, сигнал с которого подают в блок 19 управления устройством для остановки. После выяснения и устранения причины брака провод 5 наматывают на барабан 21 и отправляют потребителю.
Повторное использование изношенных проводов, превращенных в полноценные, представляют реальный шанс частичной ликвидации дефицита контактного фасонного провода. При громадной протяженности электрофицированных железных дорог своевременная замена изношенных контактных проводов на восстановление, которые по своим техническим характеристикам соответствуют новым т. е. заводского изготовления, позволит обеспечить бесперебойное движение электроподвижного состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ МАШИН | 1993 |
|
RU2015867C1 |
| Способ восстановления изношенных цилиндрических деталей | 1974 |
|
SU513802A1 |
| Устройство для навивки спирали | 1980 |
|
SU1002073A2 |
| ВАГОННЫЙ ЗАМЕДЛИТЕЛЬ | 1992 |
|
RU2048342C1 |
| Траверса-кантователь | 1986 |
|
SU1493590A1 |
| СИСТЕМА ТЯГОВОГО ЭЛЕКТРОСНАБЖЕНИЯ ПОСТОЯННОГО ТОКА | 1990 |
|
RU2009053C1 |
| УСТРОЙСТВО ДЛЯ ФИЗИЧЕСКОГО МОДЕЛИРОВАНИЯ СИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЖЕЛЕЗНОЙ ДОРОГИ | 1990 |
|
RU2011569C1 |
| Способ восстановления зубьев ведущих колес гусеничных машин | 1989 |
|
SU1731562A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2023563C1 |
| ТОКОПРИЕМНИК ЭЛЕКТРОПОДВИЖНОГО СОСТАВА | 1991 |
|
RU2050292C1 |


Использование: в электрифицированном транспорте, ремонтном хозяйстве контактной сети. Сущность изобретения: вполне исправный контактный провод получают из двух отрихтованных контактных проводов, ранее снятых с эксплуатации из-за выработанного ресурса. Изношенные поверхности проводов зачищают, наносят самофлюсирующийся припой, затем прижимают друг к другу с помощью роликовой клети и нагревают посредством газоплазменной горелки, соединяя припоем провода до образования одного монолитного провода. Последний механически обжимается рольганами для формирования установленного профиля, калибруется и упрочняется наклепом. Готовый провод испытывается на прочность соединения его составляющих посредством контрольного узла, содержащего соленоид с двумя катушками и контактный датчик. При пропускании тока по испытываемому отрезку провода в магнитном поле возникают раздирающие силы в проводе, и, если появится отслоившийся элемент, то контактный датчик через блок управления выработает сигнал неисправности и остановит устройство. После устранения брака и его причины устройство включает для обработки оставшихся несоединенных проводов. 2 с. п. ф-лы, 6 ил.
