Изобретение относится к электронно-лучевой сварке.
Целью изобретения является повышение точности фокусировки луча по значению удельной мощности.
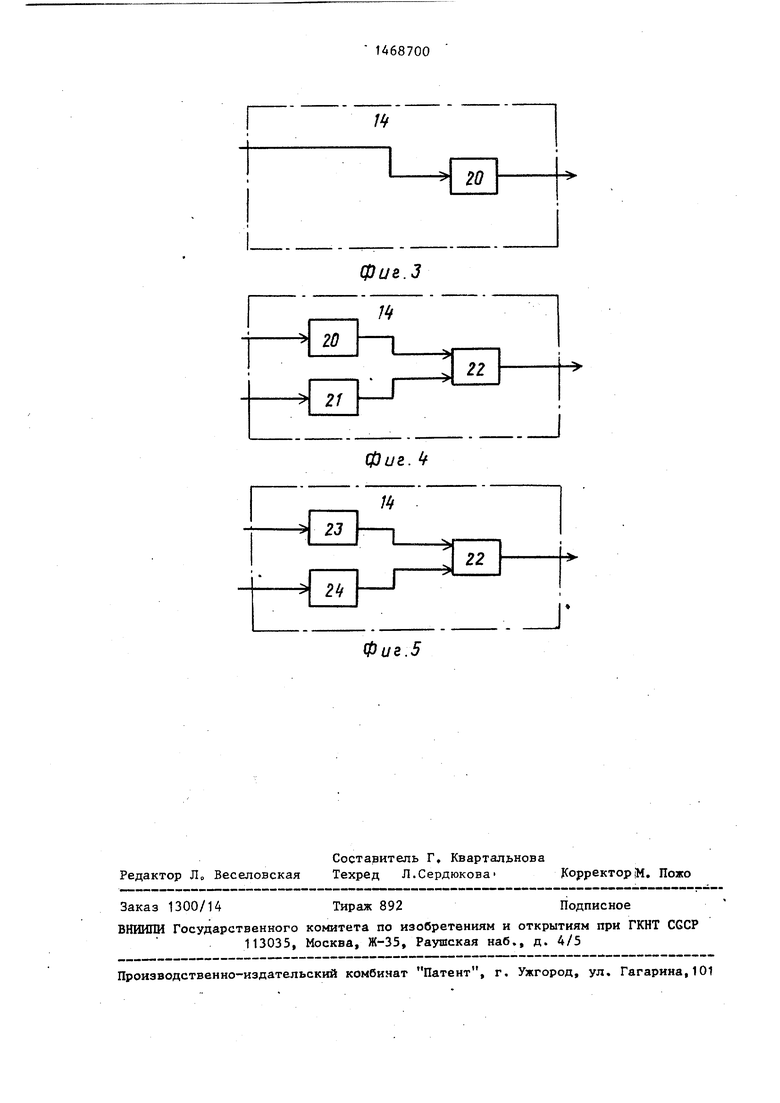
На фиг. 1 изображена зависимость амплитуд составляющих вторичного тока с частотами в диапазонах 200- 800 Гц и 2,5-25,0 кГц от тока фокуси- рунщей линзы электронной пушки; на фиг. 2 - блок-схема устройства для осуществления способа; на фиг.З - блок-схема преобразователя сигналов, вьтолненного в виде нуль-компаратора; на фиг. 4 - блок-схема преобра-. зователя сигналов, выполненного в виде двух нуль-компараторов и логического элемента И; на фиг. 5 блок-схема преобразователя сигналов, выполненного в виде двух экстремато- ров и логического элемента И.
Устройство для осуществления способа (фиг.,2) содержит электронную пушку 1 с фокусирующей линзой 2, коллектор 3 электронов, установленный над свариваемым-изделием 4, резисторы 5 и 6 нагрузки в цепях сва- риваемого изделия 4 и коллектора 3 электронов с последовательно подключенными к ним источникмми 7 и 8 смещения, переключател Ь 9, соединенный с резисторами 5 и 6 нагрузки, фильтры 10 и 11, амплитудные детекторы 12 и 13, блок 14 преобразования сигналов, триггер 15, последовательно соединенные генератор 16 импульсов с
4: О 00 sj
1СП10ЧОМ управления, счетчик 17 импульсов и аналого-цифровой преобразователь 18, выход которого через усилитель 19 тока подключен к фокусирующей линзе 2 электронной пушки 1,
Входы обоих фильтров 10 и 11 соединены с переключателем 9 Выходы фильтров 10 и 11 подключены к входам амплитудных детекторов 12 и 13. Выходы a fflлитyдньrx детекторов 12 и 13 соединены с входами блока.14 преобразования сш налов5 выход которого соединен с входом триггера 15. Выход триггера 15 подключен к входу ключа управления генератора 16 импульсов. Блок 14 преобразования сигналов (фиг о 3) содержит нуль-компаратор 20, вход которого подключен к выходу амплитудного детектора 12, а выход - к входу триггера 15, или содержит два нуль-компаратора 20 и 21 (фиг.4), подключенные входами к выходам амплитудных детекторов 12 и 13, и логический элемент И,, входы которого соединены с выходами пуль-компараторов 20 и 21, причем выход логического элемента И 22 подключен к входу триггера 15, или содержит экстрематоры 23 и 24 (фиг. 5), подключенные входами к выходам амтлитудных детекторов 12 и 13, и логический элемент 22 И, причем входы логического элемента И 22 соединены с выxoдa пi экстрематоров 23 и 24, а выход логического элемента И 22 подключен к входу триггера 15
Фшхьтр 10 имеет полосу пропускания 200-800 Гц, а фш1ьтр 11 -2,5- 25,0 кГц„ Нуль-компараторы 20 и 21 представляют собой пороговые устройства с порогом срабатывания, близким к нулю„ Экстрематоры 23 и 24.могут быть реализованы по схеме устройства вьщеления нуля производной сигнала на базе дифференциатора.
Способ осуществляется следующим образом.
При сварке в режиме поверхностного расплавления фокусировка электронного луча должна быть зафиксирована при нулевых значениях амплитуд составляюищ х с частота1У и в диапазонах 200-800 Гц и 2,5-25,0 кГц (фиг,1 В начальный момент процесса сварки по сигналу оператора-сварщика или программного устройства счетчик 17 импульсов устанавливается в нуле вое состояние, а триггер 15 - в состояние, при котором сигнал на его
5
0
выходе открывает ключ генератора 16 импульсов. При этом с выхода генератора 16 импульсов на вход счетчика 17 импульсов начинают поступать импульсы и на выходе счетчика 17 формируется возрастающий цифровой код, который подается на вход цифроаналогово- го преобразователя 18. На выходе циф- роаналогового преобразователя 18 возникает линейно во зрастающее напряжение, преобразуемое усилителем 19 тока в ток фокусирующей линзы 2- электронной пушки 1. При этом происходит изменение фокусировки электронного луча в сторону уменьшения диаметра луча на изделии. Одновременно на вход блока 14 преобразования сигналов, а в данном случае - на вход н шь-ком- паратора 20 (фиг, 3), подается сигнал, пропорциональный амплитуде составляющей тока в цепи изделия 4 или коллектора 3 с частотой в диапазоне 200-800 Гц, выделенной фильтром 10 5 и продетектированной амгшитудным детектором 12. Наличие этого сигнала при отсутствии сигнала, пропорционального амплитуде составляющей с частотой в диапазоне 2,5т25,0 кГц, характеризует образование канала при стационарном испарении металла. Поэтому ддя реализации режима сварки с поверхностным расплавлением без образования канала при появлении сигнала на выходе a mлитyднoгo детектора 12 нуль-компаратор 20 формирует сигнал, который переклйчает триггер 15 в состояние, обеспечивающее за .счет закрывания ключа прекращение подачи импульсов от генератора 16 на вход счетчика 17. Счетчик 17 фиксирует цифровой код, соответствующий необходимой фокусировке электронного луча. Соответственно, фиксируется и значение тока в фокусирующей линзе 2. При этом фокусировка электронного луча обеспечивает уде;уьную мощность, соответствующую режиму поверхностного расплавления .
При сварке в режиме образования канала со стационарным испарением металла фокусировка электронного луча должнд. быть зафиксирована при нулевом значении амплитуды составляющей с частотой в диапазоне 2,5- 25,0 кГц и отличном от нуля значении амплитуды составляющей с частотой в диапазоне 200-800 Гц на возрастающем участке зависимости ампли-
0
5
0
5
0
5
туг.ы составляющей с частотой ZOO- SCO Гц от тока фокусирующей линзы.
I
В этом случае как и в предыдущем, g фокусирующей линзе 2 электронной пушки 1 формируется возрастающий во времени ток, что приводит к изменению фокусировки электронного луча в сторону уменьшения его диаметра на сва- ю риваемом изделии 4. Одновременно на один из входов блока 14 преобразования сигналов, в данном случае - на вход нуль-компаратора 20 (фиг.4), подается сигнал с вьпсода амплитуд- 15 ного детектора 12, пропорциональный амплитуде составляющей с частотой в диапазоне 200-800 Гц. На другой вход блока 14 преобразования сигналов, в данном случае - на вход нуль- 20 компаратора 21, подается сигнал с выхода амплитудного детектора 13, пропорциональный амплитуде составляющей с частотой в диапазоне 2,5-25,0 кГц.
образования канала со стационарным испарением металла.
При сварке в peKiiMe образования канала с взрывным испарением металла фокусировка электронного луча должна быть зафиксирована при максимальных значениях at-тлитуд составляющих с частотами в диапазонах 200-800 Гц и 2,5-25,0 кГц,
В этом случае одновременно с изменением фокусировки электронного луча с вьгходов амплитудных детекторов 12 и 13 на входы блока 14 преобразования сигналов, в данном случае -: на входы экстрематоров 23 и 24 (фиг. 5), подаются сигналы, пропорциональные амплитудам составляющих с частотами в диапазонах 200-800 Гц и 2,5-25,0 кГц. При максимальных значениях амплитуд составляющих сраба- тьшают экстрематоры 23 и 24 и на выходе логического элемента И 22 появляется- сигнал, фиксирующий фокусировПри изменении фокусировки луча в сто- 25 ку электронного луча. При этом фокуобразования канала со стационарным испарением металла.
При сварке в peKiiMe образования канала с взрывным испарением металла фокусировка электронного луча должна быть зафиксирована при максимальных значениях at-тлитуд составляющих с частотами в диапазонах 200-800 Гц и 2,5-25,0 кГц,
В этом случае одновременно с изменением фокусировки электронного луча с вьгходов амплитудных детекторов 12 и 13 на входы блока 14 преобразования сигналов, в данном случае -: на входы экстрематоров 23 и 24 (фиг. 5), подаются сигналы, пропорциональные амплитудам составляющих с частотами в диапазонах 200-800 Гц и 2,5-25,0 кГц. При максимальных значениях амплитуд составляющих сраба- тьшают экстрематоры 23 и 24 и на выходе логического элемента И 22 появляется- сигнал, фиксирующий фокусиров

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1978 |
|
SU733921A1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| Устройство для автоматической фокусировки электронного луча | 1989 |
|
SU1696222A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
Изобретение относится к электронно-лучевой сварке. Цепь изобретения - повьшение точности фокусирования луча по значению удельн й мощности. Устройство дпя осуществления способа электронно-лучевой сварки позволяет производить обработку параметров одновременно двух составляющих вторичного тока с непересекающимся частотными спектрами, вьщеляемых в цепи свариваемого изделия или в цепи коллектора вторичного тока, что дает возможность контроля режимов взаимодействия электронного луча с металлом во всем диапазоне удельных мощностей, используемых при электронно-лучевой сварке и установке фокусировки электронного луча на начальном участке каждого диапазона характерных режимов проплавления металла. 2 с.п.ф-лы, 8 з.п.ф-лы, 5 ил., 1 табл. с (Л
30
рону уменьшения его диаметра на изделии сначала появляется сигнал на выходе амплитудного детектора 12, что приводит к срабатыванию нуль- компаратора 20. При этом сигнал на выходе логического элемента И 22 отсутствует. Дальнейшее изменение фокусировки луча в сторону уменьшения его диаметра на изделии приводит к появлению сигнала на выходе амплитуд- 5 ного детектора 13., Наличие этого сигнала, пропорционального амплитуде составляющей вторичного тока с частотой в диапазоне 2,5-25,0 кГц, и сигнала, пропорционального амплитуде составляющей с частотой 200-800 Гц, характеризует режим сварки с образованием канала при взрывном испарении металла. Поэтому для реализации режима сварки с обра.зованием канала при стационарном испарении металла при появлении на выходе амплитудного детектора 13 сигнала нуль-компаратора 21 формирует сигнал на втором входе логического элемента И 22, Это приводит к появлению сигнала на выходе логического элемента И 22, переключению триггера 15 и прекращению поступления на вход счетчика 17 имсировка луча обеспечивает максимальную удельную мощность луча в зоне взаимодействия с металлом, соответствующую режиму образования канала с взрывным испарением металла.
Возможность осуществления фокусировки электронного луча по значению удельной мощности, соответств .унмдему характерным режимам проплавленкя металла: без образования канала с поверхностным расплавлением, с образованием канала при стационарноь5 испарении металла, с образованием канала при взрывном испарении металла, 40 обусловлена следующим.
Составляющая вторичного тока с частотой в диапазоне 200-800 Гц связана с периодическим перемещением области соударения электронного лу-
45 ча с металлом по передней стенке канала проплавления, а составляклцая с частотой в диапазоне 2,5-25,0 кГц является следствием взрывного характера процесса испарения металла в. области воздействия электронного луча. Зависимости амплитуд колебаний обеих составляющих от удельной мощности электронного имеют экстремальный характер, пр1этем максимумы
50
пульсов от генератора 16. Счетчик 1755 обеих кривых соответствуют максималь- фиксирует цифровой код, соответству- ной удельной мощности электронного ющий данной фокусировке луча. При луча в зоне его взаимодействия с ме- этом фокусировка обеспечивает удель- таллом. Есл-и рассмотреть указанные ную мощность, соответствующую режиму зависимости на возрастающем участке
0
5
сировка луча обеспечивает максимальную удельную мощность луча в зоне взаимодействия с металлом, соответствующую режиму образования канала с взрывным испарением металла.
Возможность осуществления фокусировки электронного луча по значению удельной мощности, соответств .унмдему характерным режимам проплавленкя металла: без образования канала с поверхностным расплавлением, с образованием канала при стационарноь5 испарении металла, с образованием канала при взрывном испарении металла, 0 обусловлена следующим.
Составляющая вторичного тока с частотой в диапазоне 200-800 Гц связана с периодическим перемещением области соударения электронного лу-
5 ча с металлом по передней стенке канала проплавления, а составляклцая с частотой в диапазоне 2,5-25,0 кГц является следствием взрывного характера процесса испарения металла в. области воздействия электронного луча. Зависимости амплитуд колебаний обеих составляющих от удельной мощности электронного имеют экстремальный характер, пр1этем максимумы
0
1 кривых, т.Go В области от расфокусированного луча до значения острой фокусировки, то нулевые значения амплитуд обоих составляющих свидетельствуют об отсутствии процессов периодического перемещения области соударения луча с металлом и взрывного испарения металла. При этом имеет место режим поверхностного расплавления металла, Если амплитуд составляющей,с частотой в диапазоне 200-800 Гц отл1-гчна от нуля, а туда составляющей с частотой в диапазоне 2,5-2550 кГц,равна нулю, то 1.1мевт место образование канала с пе «риодическим перемещением области соударения электронного луча с металл по поверхности передней стенки канала. Взрывное испарение металла отсу ствуето При этом взаимодействие элеронного луча с металлом протекает в режиме образования канала Нри стационарном испарении металла. Отличи от нуля амплитуд обеих составляющих св1адетельствует о проплавлении метала с образованием канала при взрывн испарении металла (кинжальное про плавление металла), В этом случае целесообразна оптимизация режима по максимуму удельной мощности электроного луча в зоне вз&имодействия его с металлом, что соответствует максимальным значениям амплитуд обеих составляющих и максимальному отношени глубины сварного шва к его щирине. Таким образом5 значения амплитуд обеих составляюиц4х вторичного тока, которьй может регистрироваться как в цепи коллектора, так и в цепи сва риваемого издапия, позволяют контролировать все характерные режимы про плавления при электронно-лучевой сварке и в соответствии с этим осуществлять фокусировку электронного луча.
Пример, Производили проходы электронным лучом по образцам из стали марки 12Х18П10Т на установке ЭЛУ-4 с эне1|гетическ1-ш комплексом У--250А, Режимы сварки: ускоряющее напряжение 28 кВ, ток луча 180 мА, скорость сварки 5 мм/с, ток фокусиг ровки 60-84 мА. В процессе совершения проходов с помощью активных полосовых фгатьтров с полосами пропус
кания 200-800 Гц и 2,5-25,0 кГц вы- деляли две составляющие тока в цепи свариваемого изДел1-ш и измеряли их
Q 5 0 5 0 0
5
5
8
параметры. Сваренные образцы разрезали и по макрошлифам измеряли глубину и ширину швов.
Значения частоты, амплитуды обеих составляющих и коэффициентов формы шва (отношения глубины шва к его ширине) приведены в таблице.
Было установлено, что при нулевых значениях a mлитyд обеих составляющих имеет место режим сварки с поверхностным расплавлением. При нулевом значении амплитуды составляющей с частотой в диапазоне 2,5- 25,0 кГц „и отличном от уля значении амплитуды составляющей с частотой в диапазоне 200-800 Гц наблюдается режим образования канала при стационарном испарении металла, а при максимальных значениях амплитуд обеих составляющих имеет место образование канала при взрывном испарении металла. Указанные режимы про- плавления металла определялись по величине коэффициента формы шва и его геометрии в целом.
Обработка параметров одновременно двух составляюшкх вторичного тока с непересекающимися частотными спектрами дает возможность контроля режимов взаимодействия электронного луча с металлом во всем диапазоне удельных мощностей, используемых при электро1 но-лучевой сварке и установке фокусировзсн электронного луча на начальном участке каждого диапазона характерных режимов проплавления металла . ,
Способ электронно-лучевой сварки и устройство для его осуществления позволят повысить точность фокусировки электронного луча по значению удельной мощности, соответствующему всем характерным режимам проплавле- 1шя металла при электронно-лучевой сварке.
о
У л
изобретения
Форм
устанавливают по сигналу, получаемому в результате вьщеления и обработки одновременно нескольких переменных составляюищх тока с непересекающимися частотными спектрами,
5
0
5
0
5
0
5
0
тор электронов, резисторы нагрузки с последовательно подключенными к ним источниками , переключатель, соединенньш с резисторами нагрузки, фильтр и ам1гпитудньй детектор, о т- личаю1дееся тем, что оно снабжено вторым фкльтрок. вторь 4 амплитудным детектором, блоком преобразования сигналов, триггером и последовательно соединеншз1ми генератором ит шульсов с ключом управления, счетчиком импульсов и аналого-цифро- вьм преобразователем, вькод которого через усилитель тока подключен к -фокусирующей линзе электронной пушки, причем входы обоих фильтров соединены с перезслючателем, выходы фильтров подключены к входам амплитудных детекторов, выходы последних соединены с входами блока преобразования сигналов, а выход блока преобразования сигналов соединен с входом триг , гера, выход которого подключен к входу ключа управления генератора импульсов .
5ППб 3 Фиг. 2
Фиг.З
.J
фиг.
Фиг.5
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1978 |
|
SU733921A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1139029, кп | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1123184, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
