Изобретение относится к электронно-лучевой сварке и может быть использовано в установках для электронно-лучевой сварки.
Известен также способ электронно-лучевой сварки с контролем удельной мощности луча в зоне взаимодействия с металлом, при котором фокусировку электронного луча устанавливают по сигналу, получаемому в результате выделения и обработки переменных составляющих вторичного тока с пересекающимися частотными спектрами [1].
Известный способ обеспечивает высокую точность контроля фокусировки электронного луча в процессе сварки с глубоким проплавлением металла, а также позволяет осуществить электронно-лучевую сварку с фокусировкой, при которой достигается поверхностное расплавление металла. Однако недостатком известного способа является низкая точность контроля фокусировки электронного луча при электронно-лучевой сварке с поверхностным расплавлением, так как известный способ позволяет определить только наличие поверхностного расплавления металла по нулевым значениям амплитуд составляющих вторичного тока с частотами 200-800 Гц и 2,5-25,0 кГц и соответственно, зафиксировать фокусировку электронного луча, при этом возможность оптимизировать фокусировку луча в режиме поверхностного расплавления металла отсутствует.
Известно также устройство для электронно-лучевой сварки, содержащее электронную пушку с фокусирующей линзой, коллектор электронов, резисторы нагрузки с последовательно подключенными к ним источниками смещения, переключатель, соединенный с резисторами нагрузки, фильтр и амплитудный детектор, а также второй фильтр, второй амплитудный детектор, блок преобразования сигналов, триггер и последовательно соединенные генератор импульсов с ключом управления, счетчик импульсов и аналого-цифровой преобразователь, выход которого через усилитель тока подключен к фокусирующей линзе электронной пушки, причем входы обоих фильтров соединены с переключателем, выходы фильтров подключены к входам амплитудных детекторов, выходы последних соединены с входами блока преобразования сигналов, а выход блока преобразования сигналов соединен с входом триггера, выход которого подключен к входу ключа управления генератора импульсов.
Недостатком известного устройства является низкая точность определения и фиксации режима фокусировки электронного луча, обеспечивающая поверхностное расплавление металла при сварке, а также отсутствие возможности оптимизации фокусировки электронного луча при сварке с поверхностным расплавлением металла. Это обусловлено тем, что блок преобразования сигналов для контроля и фиксации режима фокусировки электронного луча при сварке с поверхностным расплавлением содержит нуль-компаратор, вход которого подключен к выходу первого амплитудного детектора, детектирующего составляющую вторичного тока с частотами в диапазоне 200-800 Гц. При этом фиксация фокусировки электронного луча осуществляется в момент появления переменной составляющей вторичного тока в вышеуказанном диапазоне частот, характеризующей начальный момент образования парогазового канала в металле. Таким образом, известное устройство фиксирует фокусировку электронного луча в момент перехода из режима сварки с поверхностным расплавлением в режим образования канала в металле, то есть фиксация фокусировки осуществляется в конечном участке диапазона режимов сварки с поверхностным расплавлением металла, что не является оптимальным режимом фокусировки. Необходимо также отметить, что при сварке малых толщин, когда канал не образуется, осуществить контроль тока фокусировки по известному способу невозможно.
Целью изобретения является повышение точности контроля фокусировки электронного луча при электронно-лучевой сварке с поверхностным расплавлением металла.
В способе электронно-лучевой сварки фокусировку электронного луча осуществляют по величине удельной мощности, которую определяют выделением и обработкой переменной составляющей вторичного тока. Удельную мощность луча моделируют, налагая на ток луча и (или) на ток фокусирующей линзы электронной пушки переменное напряжение с заданной частотой. Фокусировку электронного луча устанавливают по амплитуде переменной составляющей вторичного тока, имеющей частоту, равную частоте модуляций удельной мощности луча.
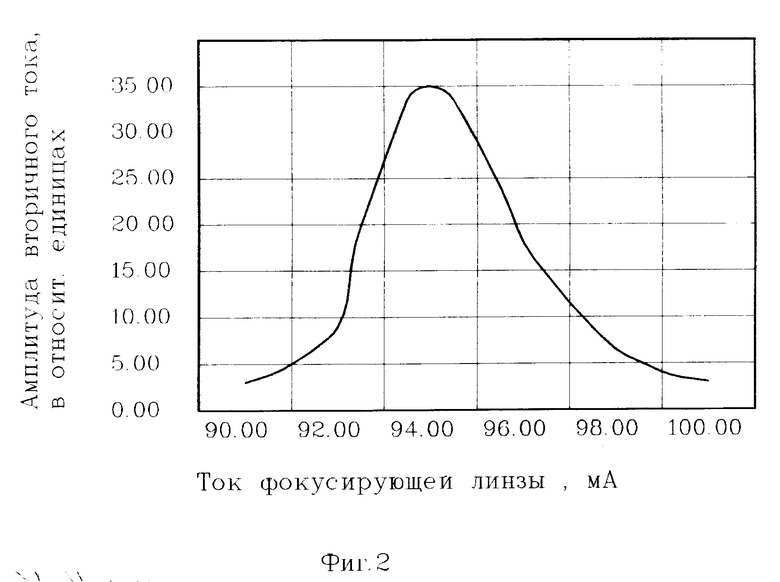
На фиг. 1 приведена структурная схема устройства для осуществления способа; а на фиг.2 - график зависимости амплитуды составляющей вторичного тока с частотой, равной частоте модуляции удельной мощности электронного луча, от тока фокусирующей линзы.
Устройство для электронно-лучевой сварки содержит электронную пушку 1 с фокусирующей линзой 2, резистор нагрузки 3, источник 4 смещения, фильтр 5, амплитудный детектор 6, генератор 7 переменного напряжения, блок 8 управления удельной мощностью электронного луча, коллектор 9 электронов. Коллектор 9 электронов подключен к источнику 4 смещения, второй полюс которого соединен с резистором 3 нагрузки и входом фильтра 5. Выход фильтра 5 подключен к входу амплитудного детектора 6, выход которого соединен с одним из входов блока 8 управления удельной мощностью электронного луча. Второй вход блока 8 управления удельной мощностью электронного луча подключен к генератору 7 переменного напряжения. Один из выходов блока 8 управления удельной мощностью электронного луча соединен с электронной пушкой 1, а второй выход подключен к фокусирующей линзе 2. Фильтр 5 настроен на частоту модуляции удельной мощности электронного луча, определяемую генератором 7 переменного напряжения. Источник 4 смещения представляет собой источник стабилизированного постоянного напряжения. Блок 8 управления удельной мощностью электронного луча может быть выполнен в виде двухканального устройства, в котором канал управления током фокусирующей линзы является экстремальным регулятором на базе синхронного детектора, а канал управления током электронного луча предназначен для модуляции удельной мощности луча и подключен к управляющему электроду электронной пушки.
Устройство работает следующим образом. При электронно-лучевой сварке с поверхностным расплавлением металла осуществляется модуляция удельной мощности электронного луча путем подачи переменного напряжения заданной частоты с генератора 7 переменного напряжения через блок 8 управления удельной мощностью электронного луча на электронную пушку 1 или фокусирующую линзу 2. Возможна также модуляция удельной мощности электронного луча путем одновременной подачи модулирующего напряжения на электронную пушку и фокусирующую линзу. Вследствие модуляции удельной мощности луча возникает переменная составляющая вторичного тока с частотой, равной частоте модуляции, которая регистрируется коллектором 9 электронов и выделяется с помощью фильтра 5. Источник 4 смещения предназначен при этом для повышения величины вторичного тока и исключения попадания на коллектор положительных ионов из плазмы, образующейся в зоне воздействия электронного луча. Выделенную составляющую детектируют амплитудным детектором 6 и полученный сигнал, пропорциональный амплитуде составляющей, подают на вход блока 8 управления удельной мощностью электронного луча. Блок 8 управления удельной мощностью электронного луча по сигналу с выхода амплитудного детектора 6 устанавливает оптимальную фокусировку луча, соответствующую максимальной амплитуде составляющей вторичного тока, имеющей частоту, равную частоте модуляции удельной мощности электронного луча.
При этом достигается высокая точность контроля фокусировки электронного луча при электронно-лучевой сварке с поверхностным расплавлением металла, так как при таком режиме воздействия электронного луча устойчивые составляющие в спектре колебаний вторичного тока, связанные с естественными колебательными процессами, отсутствуют.
Модуляция удельной мощности электронного луча может осуществляться за счет пульсаций с промышленной частотой тока электронного луча или тока фокусирующей линзы.
Способ был опробован при электронно-лучевой сварке стали марки 12Х18Н10Т на электронно-лучевой сварочной установке У-902М. В процессе сварки с поверхностным расплавлением при ускоряющем напряжении 25 кВ и токе электронного луча 5 мА осуществляли модуляцию тока электронного луча с частотой 50 Гц. Над зоной сварки был установлен коллектор электронов, в цепи которого были включены источник постоянного стабилизированного напряжения величиной 45 В и резистор нагрузки 130 Ом. Напряжение переменной составляющей с частотой 50 Гц измеряли с помощью электронно-лучевого осциллографа С1-68. На фиг.2 приведен график зависимости амплитуды регистрируемой составляющей вторичного тока от тока фокусирующей линзы. Как видно из графика, предлагаемый способ позволяет с высокой точностью осуществлять фокусировку электронного луча при электронно-лучевой сварке с поверхностным расплавлением и в частности оптимизировать ее значение в соответствии с максимальным значением удельной мощности луча, что невозможно осуществить при использовании способа по прототипу.
Технико-экономические преимущества предлагаемого способа и устройства состоят в том, что появляется возможность осуществлять с высокой точностью контроль тока фокусировки при сварке малых толщин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| Устройство для автоматической фокусировки электронного луча | 1989 |
|
SU1696222A1 |
Использование: установки для электронно-лучевой сварки. Изобретение позволяет повысить точность контроля тока фокусировки электронного луча при сварке без глубокого проплавления. Сущность изобретения: предварительно модулируют удельную мощность электронного луча путем наложения на ток луча и (или) на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой, а фокусировку электронного луча устанавливают по амплитуде переменной составляющей вторичного тока, имеющий частоту, равную частоте модуляции удельной мощности. В устройство для электронно-лучевой сварки, содержащее электронную пушку 1 с фокусирующей линзой 2, коллектор электронов 9, резистор нагрузки 3 с последовательно подключенным к нему источником смещения 4, второй полюс которого соединен с коллектором электронов, фильтр 5 и амплитудный детектор 6, дополнительно введены блок управления удельной мощностью луча 8, подключенный выходами к электронной пушке и фокусирующей линзе, и генератор переменного напряжения 7, выход соединен с одним из входов блока управления удельной мощностью электронного луча, а к второму входу последнего подключен выход амплитудного детектора. 2 с.п. ф-лы, 2 ил.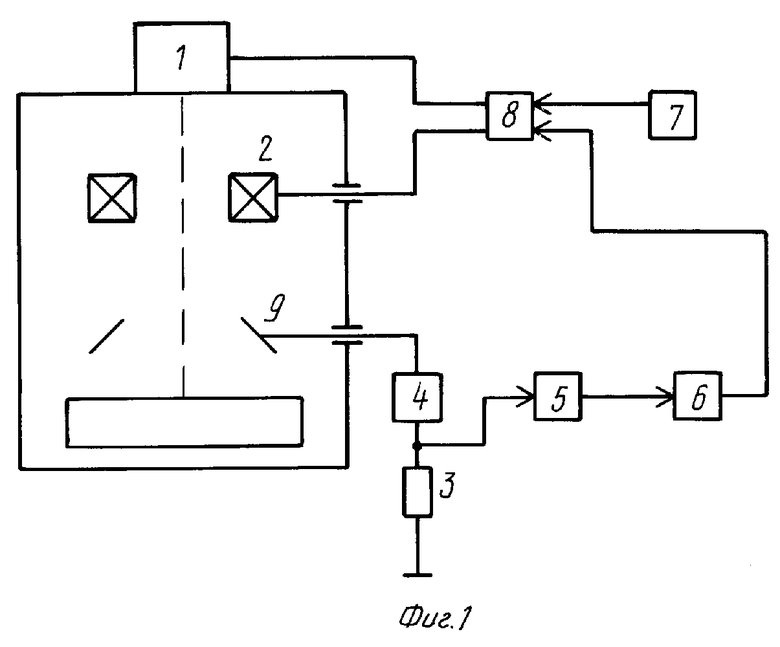
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
