Изобретение касается кругловязальных машин, а именно отбора игл в машинах, например, для производства вышивных, узорчатых и сетчатых чулков.
Известно устройство для отбора игл, в котором отбор производится при подаче каждой нити путем быстрого и точного отделения тех игл, которые поднимаются для захвата новой нити для рабочих целей, от игл, остающихся незадействованными на нижнем уровне.
Поскольку кругловязальные машины имеют 200-400 игл, от одной до четырех и более зона подачи нити, скорость вращения до 1500 об/мин, а также требуют отбора иглы за иглой, то устройство отбора является очень сложным и трудным для конструирования, а также трудным для управления.
Время, необходимое для установки, начала и завершения процесса отбора, очень мало, составляет порядка нескольких тысячных секунды и определяется малым углом сектора, в котором вращающиеся толкатели оказываются напротив элемента отбора, который со своей стороны должен быть немедленно готовым отобрать те иглы или более точно - те толкатели игл, которые в этот момент соответствуют им.
В последнее время решение проблемы было направлено на разработку подвижных устройств отбора, вращающихся вместе с кругловязальной машиной, в результате чего время, необходимое для отбора, не ограничивается моментом времени, в который толкатели оказываются перед стационарным устройством отбора. В этом случае каждый вертикальный толкатель постоянно соответствует своему элементу отбора, в результате чего отбор может происходить при любой угловой позиции или в любое требуемое время. Так как время установки отбора не является столь малым, то отбор может производиться надежно и безопасно.
В известном устройстве отбора игл этого типа отбор игл производится путем управления радиальной позицией вертикальных толкателей посредством соответствующих горизонтальных толкателей, которые перемещаются радиально в пазах, образованных в круглой кольцевой структуре, окружающей цилиндр, и вращающихся вместе с ним. Горизонтальные толкатели отбираются электромагнитными пусковыми устройствами, которые либо возбуждаются, либо не возбуждаются.
Те электромагнитные пусковые устройства, которые возбуждены, удерживают горизонтальный толкатель в его крайнем наружном положении, чтобы воздействовать на соответствующие иглы, а их вертикальный толкатель оставляется в своем наружном положении, чтобы быть поднятым кулачков, предусмотренным для этой цели.
Те электромагнитные пусковые устройства, которые не возбуждены, не удерживают горизонтальный толкатель и дают ему возможность вернуться обратно (в направлении внутрь) под действием толкающей пружины. Названный толкатель, в свою очередь принуждает соответствующий вертикальный толкатель обратно (в направлении внутрь), чтобы оставить свои иглы в незадействованном положении. Таким образом, один вертикальный толкатель и один электромагнит отбора предусмотрены для каждой иглы кругловязальной машины.
В кругловязальной машине количество игл колеблется примерно от 200 до 400, как сказано выше, и вся совокупность игл, толкателей и электромагнитных устройств отбора вращается вместе с цилиндром машины со скоростью, которая достигает 1500 об/мин.
Электрическая энергия может быть подана на этот быстро вращающийся агрегат посредством скользящих контактов, которые передают команды отбора в отношении игл, которые должны лежать в точном положении "игла за иглой" перед появлением в зонах подачи нити, расположенных на регулярном расстоянии вокруг цилиндра.
Изобретение предусматривает устройство управления для отбора игл в кругловязальной машине путем дистанционной передачи команд от отбора игл на вращающийся узел отбора, содержащий горизонтальные толкатели и соответствующие электромагнитные пусковые устройства, от системы управления машиной, которая остается стационарной.
С электрической и электронной точки зрения система может рассматриваться как включающая в себя определенное число электромагнитов, равное числу игл, вращающихся вместе с игольным цилиндром, и которая точно функционирует для отбора игл.
Целью изобретения является повышение точности управления.
На фиг. 1 изображена структурная схема управления; на фиг. 2 - схема передачи информации; на фиг. 3 - конструкция узла отбора игл, на фиг. 4 - поперечный разрез катушек и датчиков; на фиг. 5 - структурная схема вращающегося электронного узла; на фиг. 6 - представлены эпюры передачи информации во времени.
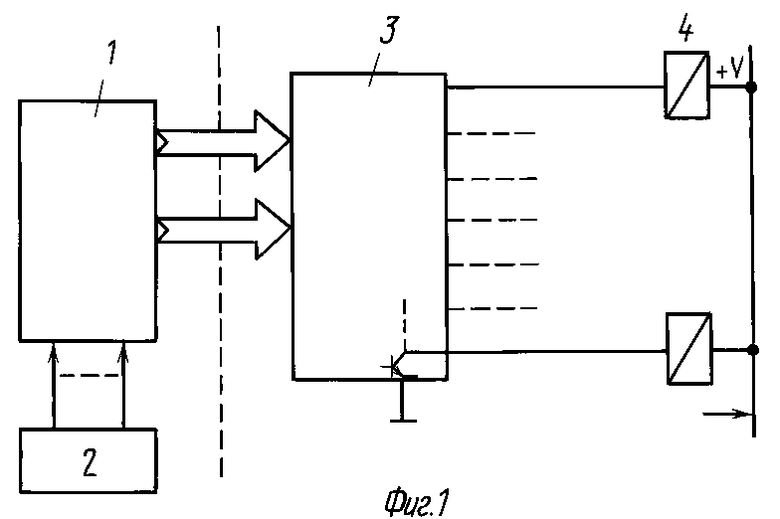
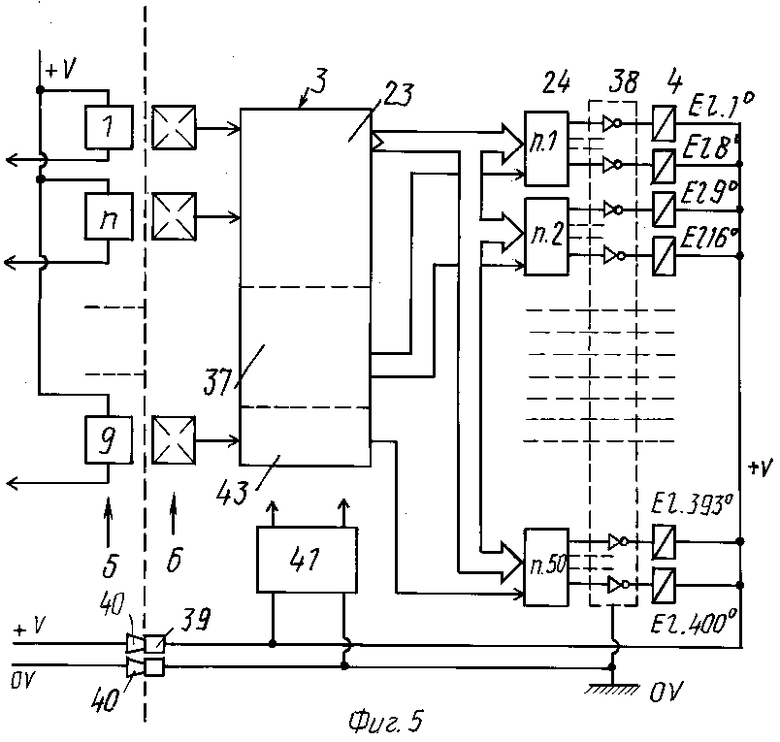
Система управления машиной, которая обязательно должна быть стационарной, содержит (фиг. 1) блок 1 управления отбором игл, снабженный датчиком 2 синхроимпульсов и предназначенный для синхронизации и управления рабочими органами машины. Вращающийся электронный блок содержит блок 3 декодер и элементов памяти, также блоки управления каждым исполнительным электромагнитом 4. Части, показанные на фиг. 1 слева от вертикальной пунктирной линии, являются основными частями управляющей системы, а части, которые находятся справа от этой линии, образуют вращающийся узел.
Техническая проблема, требующая решения, возникает исключительно потому, что одна часть устройства является неподвижной, тогда как другая часть вращается, и поэтому организованная цифровая электронная информация, содержащая данные (команды) и адреса, должна передаваться с одной части на другую с требуемой синхронизацией и без контакта между частями.
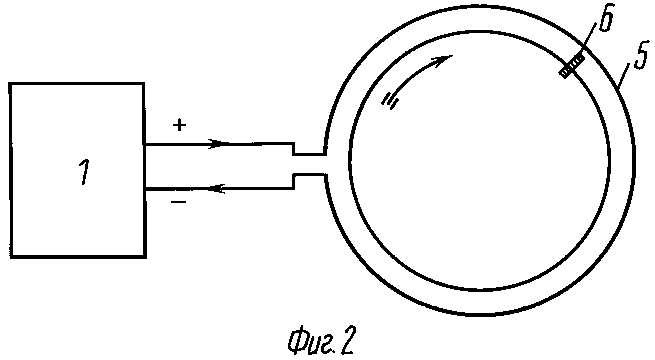
Устройство содержит индукционные каналы дистанционной передачи для цифровой информации, известные как шины для передачи информации о данных и ассоциирующих с ними адресов из стационарной части во вращающуюся часть (см. фиг. 2). Для этого кругловязальная машина снабжена в отношении каждой шины неподвижной магнитной кольцевой катушкой 5 достаточного диаметра, охватывающей игольный цилиндр машины, и приемным датчиком 6, который вращается с ним.
Кольцевые катушки 5 электрически связаны с блоком 1 управления отбором игл.
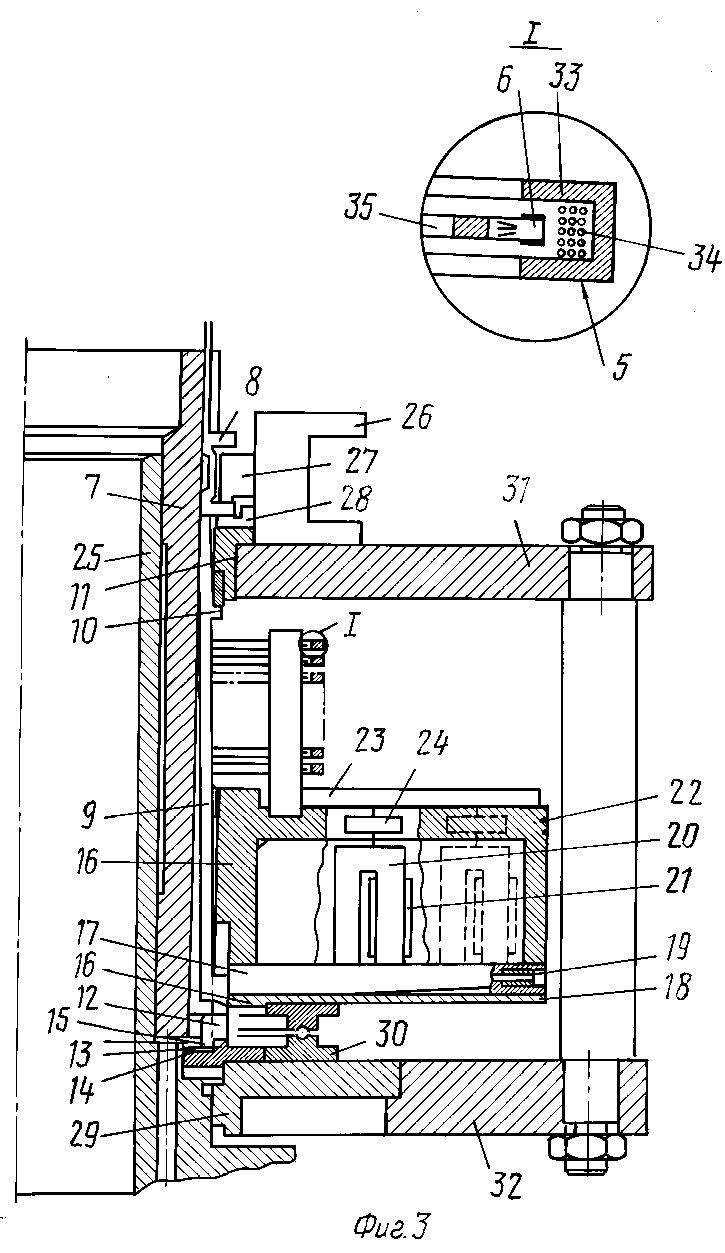
Подвижный узел отбора игл (фиг. 3), смонтированный на цилиндре и вращающийся вместе с ним, содержит игольный цилиндр 7, иглы 8, вертикальный толкатель 9, верхнюю направляющую пятку 10 вертикального толкателя, опускающий кулачок 11 вертикального толкателя, подъемную пятку 12 вертикального толкателя, подъемный кулачок 13 вертикального толкателя, нижнюю направляющую пятку 14 вертикального толкателя, радиальный кулачок 15 для вертикального толкателя, вращающуюся направляющую кольцевую конструкцию 16 для горизонтальных толкателей, горизонтальный толкатель 17, толкающую пружину 18 для возвращения горизонтального толкателя, регулировочный винт 19, сердечник 20 электромагнитной задержки, катушку возбуждения 21, линию 22 передачи электропитания, электронные блоки 23 и 24 на цилиндре 7, суппорт 25 цилиндра, суппорт 26 для кулачков 27 и контр-кулачков 28, которые управляют петлеобразованием, цилиндрический центрирующий фланец 29, подпятник 30 для поддержания вращающейся кольцевой конструкции 16, средний стопорный удерживающий фланец 31 для суппорта 26, фиксирующий опорный фланец 32.
Каждой фиксированной магнитной кольцевой катушке 5, расположенной около или коаксиально по отношению к цилиндру 7 кругловязальной машины, соответствует электромагнитный датчик 6, расположенный на цилиндре машины и вращающийся с ним как часть узла отбора для постоянного пространства между полюсами катушки 5 и приема магнитных импульсов от них.
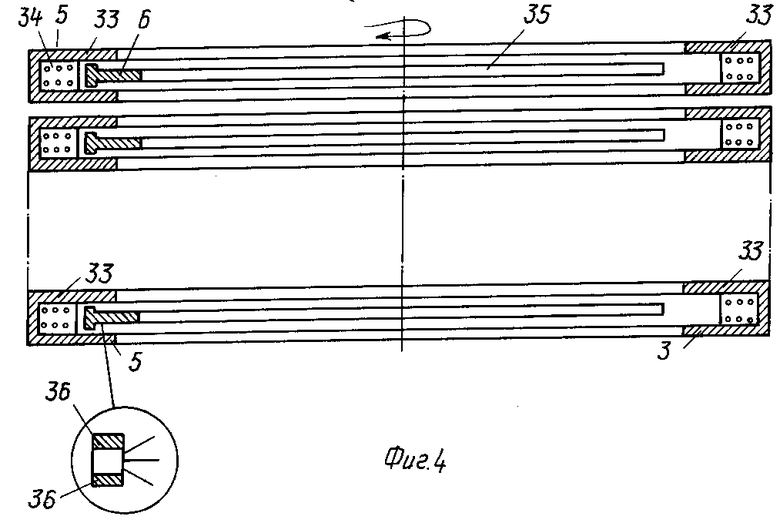
Катушка 4 содержит магнитные полюса, магнитная полярность которых зависит от энергии, которую они получают от тока, циркулирующего через обмотку. Датчик 6 предпочтительно является датчиком Холла, который генерирует напряжение, пропорциональное магнитному полю, в котором он находится. Катушки 5 и датчики 6 установлены на кругловязальной машине (см. фиг. 4).
Каждая стационарная катушка 5 образуется из цилиндрической канальной секции 33, содержащей внутри обмотку 34, состоящую из нескольких витков электрического проводника и возбуждаемой электрическим током для возбуждения магнитной индукции на полюсах канальной секции 33.
Каждый датчик 6, который вращается с цилиндром 7 и прикреплен к нему при помощи отбалансированного суппорта 35, располагается смежно или точнее в полости в соответствующей канальной секции 33 и движется вдоль ее кольцевого контура для попадания под воздействие магнитного поля, генерируемого (или не генерируемого) на полюсах электрическим током, который протекает (или не протекает) по обмотке 34. Подробный вид в увеличенном масштабе на фиг. 4 показывает конкретный вариант реализации датчика 6, в котором отдача датчика Холла увеличивается в результате расположений ферромагнитных покрытий (пластин) 36 на его поверхности, чтобы конкретизировать магнитный поток на датчике. В течение периодов времени, когда стационарная обмотка 34 возбуждена электрическими импульсами, поступающими от блока 1 управления отбором игл, вращающийся датчик 7 возбуждается соответствующими магнитными полями, чтобы генерировать соответствующие электрические импульсы, которые подаются на электронный узел отбора игл, расположенный на игольном цилиндре 7 и вращающийся с ним. Эта передача происходит при любом угловом положении датчика 6 и в любое время без необходимости выжидания конкретного углового соответствия между стационарной и вращающейся частями, как в случае используемых в настоящее время кругловязальных машин.
Далее в качестве примера рассматривается кругловязальная машина с 400 иглами, (наиболее частый случай), однако машины могут иметь другое количество игл.
Количество передающих каналов или шин, образованных катушками 5 и соответствующими датчиками 6, должны быть достаточным для передачи информации, состоящей из информации Д, содержащей управляющие данные, и информации А, содержащей адреса, в отношении всех 400 электромагнитов 4 отбора. Ограничивающий случай будет содержать 400 шин по одной для каждой иглы 8, тем самым устраняя необходимость в адресной информации и передавая только командную информацию включения выключения.
Это устройство должно значительно упростить процесс передачи и электронный узел на цилиндре, но и значительно усложнить устройство передачи и приема и устройства синхронизации.
Согласно предпочтительному варианту реализации изобретения иглы 8 или точнее электромагниты 4 предполагаются в группах. В этом варианте реализации изобретения общее число игл поделено на группы с равным количеством игл. Передаваемая командная информация Д имеет в качестве своей адресной информации А группу игл, которой она направлена, обеспечивает последовательность команд включения-выключения, которая касается последовательной серии игл, содержащихся в группе, и должна быть подана на соответствующие электромагниты 4 отбора.
Иглы в кругловязальной машине с 400 иглами поделены на группы по 8 игл, образуя 50 групп, идентифицированных 50 адресами и для каждой из них предусмотрены в определенное время и место командная информация D, содержащая последовательность 8 сигналов, которые образуют команду для возбуждения или невозбуждения каждого отдельного одного из 8 электромагнитов 4, соответствующих 8 иглам группы. Рассматривая 400 игл, группы могут состоять каждая из 4, 5, 8, 10, 16 или больше игл без существенного изменения способа. В случае, если групп по 8 игл, дистанционная индукционная передача информации в двоичном коде требует только 9 шин или каналов, из которых 8 используются для дистанционной передачи командной и адресной информации, а оставшиеся используются для оценки. На основании этого иллюстративного деления дистанционная индукционная передача команд отбора игл происходит следующим образом.
Информация в форме импульсов тока (фиг. 5) передается от обмоток 34, которые питаются стационарным блоком 1 управления отбора игл, на катушки 5, которые передают ее как магнитные импульсы на датчик 6, которые в свою очередь передают эту информацию по линиям связи на электронный блок 3 на вращающемся цилиндре.
Информация состоит из командной информации D, содержащей последовательно 8 импульсов в двоичном коде по одному для каждого электромагнита 4, который должен возбуждаться или не возбуждаться и дополняться адресной информацией А, которая идентифицирует группу электромагнитов 4, которым направлена командная информация D.
Часть информации, содержащая последовательность команд, загружается в элементы 23 памяти в декодере 3, передается оттуда на все 50 элементов памяти группы электромагнитов 24, тогда как блок 37 декодера адресов возбуждает для цели приема этой последовательности данных команд только электронные блоки 24 той группы, для которой предназначена командная информация D.
Получив командную информацию D, электронные блоки 24 затем передают упорядоченно и одновременно команды возбуждения включены-выключены для возбуждения выключателей 38, взаимодействующих с электромагнитами 4. Вращающийся электронный узел 3 (см. фиг. 3) получает энергию от одной или больше пар скользящих контактов, содержащих передающие проводники или дорожки 39. Эта передача энергии посредством скользящих контактов является обычной и показана в качестве примера на фиг. 5. Контактные дорожки 39 образованы в виде одной или больше пар и один проводник каждой пары соединен с положительным выводом, а другой - с землей. На контактные дорожки 39 накладываются контактные башмаки или щетки 40. Электроэнергия, питающая электронный узел 3, подвергается контролю и стабилизации в блоке 41 стабилизации.
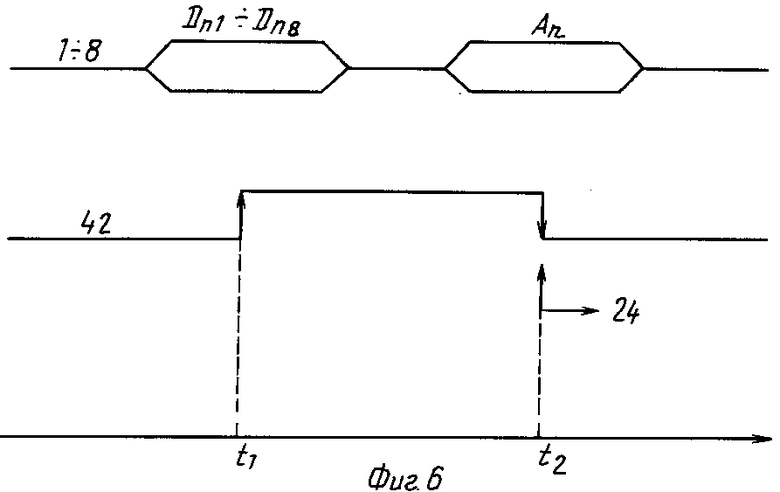
Последовательность команд включения-выключения Dn1-n8 относительно игл или электромагнитов 4 n-ой группы игл кругловязальной машины (фиг. 6) подается через передающие каналы 1-8. После некоторой задержки первого сигнала оценки, переданного от стационарного блока 1 по передающему каналу 42 в момент t1, возникает возможность загружать сигнал данных в центральное запоминающее устройство данных 23. Адресная информация Аn n-ой группы затем передается по каналам 1-8, и в момент t2 передачи второго сигнала оценки по каналу 42 адресная информация поступает на блок 37 декодера адресов. При втором сигнале оценки информации в отношении последовательности команд включения-выключения Dn1-n8 подается на запоминающее устройство 24 группы n-ой группы игл, которая должна принять эту командную информацию D. Каждая группа должна принимать командную информацию D относительно всех игл 8. После этого адресная информация А изменяется для идентификации следующей группы, которая должна быть включена, и только для нее, и также сохраняет проверку в отношении механической синхронизации, т. е. синхронные операции блока 1 соответствуют угловой скорости машины, а именно изменение адреса происходит после того как 8 игл эффективно проходят перед датчиком 2 синхросигналов. Эта проверка синхронизации обычно проводится в центре каждой группы между 4-й и 5-й иглами.
Вся операция дистанционной передачи для группы из 8 игл завершается в течение времени менее ста микросекунд.
Операция передачи, описываемая до этого момента, может проводиться с помощью 9 шин или передающих каналов. Альтернативно, если предпочитается не передавать последовательно командную информацию D и затем адресную информацию А, можно передавать их одновременно путем использования 8 шин для комнатной информации, 6 шин для адресной информации и одной шины для оценки.
Сигналы оценки генерируются в блоке 1 управления отбором игл и передаются по каналу 42 на блок 43 оценки, смонтированный на вращающемся электронном узле 3. Они необходимы для идентификации момента t1, когда сигналы, переданные по каналам 1-8, касаются командной информации D и отличают его от момента t2, в котором сигналы, переданные по каналам 1-8, касаются адресной информации А. Сигналы оценки также полезны для стабилизации сигнала. В этом отношении следует напомнить, что в течение одного оборота вращения цилиндра 7 машины, который может занимать одну двадцатую секунды или меньше все 400 игл, т. е. в рассматриваемом случае 50 групп игл должны подвергаться количеству отборов, равному числу зон питания. В кругловязальной машине с четырьмя питаниями и с иглами, поделенными на группы по 8, можно переключать 50 групп игл четыре раза за одну двадцатую секунды. Это требует передачи данных каждые 250 микросекунд и запоминания данных.
Сущность изобретения: устройство содержит блок управления отбором игл, датчик синхросигналов, декодер, электромагнит, магнитную кольцевую катушку, приемный датчик, игольный цилиндр, иглы, вертикальный толкатель, горизонтальный толкатель, электронные блоки, декодер адресов, выключатели, блок стабилизации, блок оценки. 7 з. п. ф-лы, 6 ил.
